




















- 06.04.2018
- 264
- 0
Учреждение «Павлодарский нефтегазовый колледж»
Дисциплина «Обработка металлов резанием, станки и инструменты»
Преподаватель спецдисциплин Лобко Ирина Николаевна
Тема 9.1 Агрегатные станки и автоматические линии
Агрегатными называются специальные многоинструментальные станки, собираемые из стандартных (нормализованных) и специальных узлов или агрегатов. К стандартным узлам относятся силовые (шпиндельные) головки, поворотные столы, станины, гидравлические устройства (гидропанели, гидроприводы) и др.
На агрегатных станках выполняют сверление, зенкерование, развертывание и растачивание отверстий, обтачивание наружных поверхностей, протачивание канавок, нарезание резьбы, подрезание торцов, раскатывание цилиндрических и конических отверстий, фрезерование поверхностей, контроль качества продукции.
Традиционные агрегатные станки (с ручным управлением) применяют в массовом и крупносерийном производстве, агрегатные станки с ЧПУ — в среднесерийном.
Агрегатный станок проектируют специально для изготовления деталей одного типа или нескольких однотипных, поэтому его конструкция существенно зависит от формы и размеров заготовки, а также от технологии ее обработки.
Главное преимущество агрегатных станков состоит в том, что они легко перекомпонуются и сравнительно быстро составляются из стандартных узлов с наименьшими затратами и за довольно короткое время.
При обработке изделий на агрегатных станках сокращаются число рабочих и производственные площади при том же объёме продукции.
|
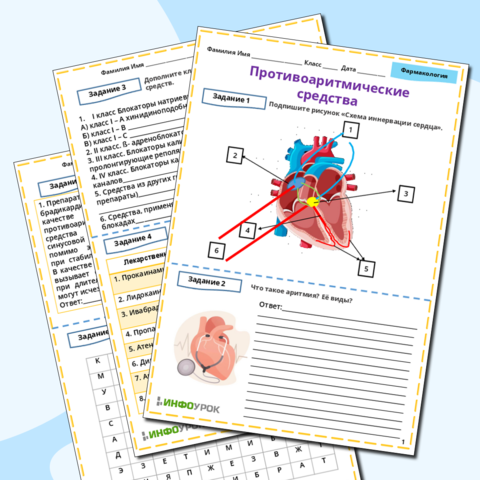
Рисунок 1 - Типовые компоновки однопозиционных агрегатных станков со стационарным приспособлением для обработки заготовки с одной (а)- двух (б, в) и трех (г —ж) сторон: 1 — стационарное приспособление; 2 — силовые узлы |
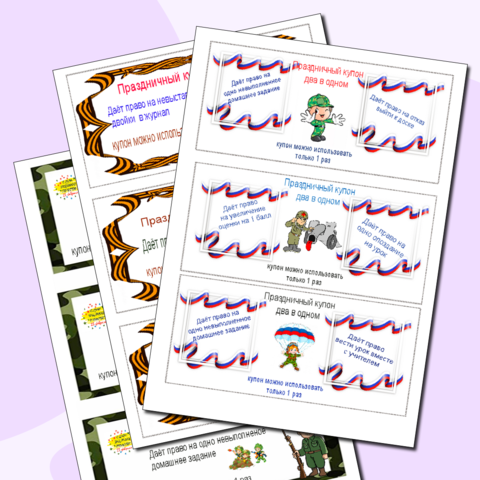
Рисунок 2 - Типовые компоновки многопозиционных агрегатных станков с поворотным делительным столом (а, в — вертикальные; б, г, е — горизонтальные; д — вертикально-горизонтальные), с центральной колонной (ж) и с кольцевым столом (з): 1 — зажимное приспособление, 2 — стол; 3 — колонна; 4, 5 — силовые узлы; 6 — станина
|
Аналогичны и компоновки агрегатных станков с ЧПУ. Все агрегатные станки чаще всего работают в полуавтоматическом цикле. Если они снабжены загрузочными и разгрузочными устройствами или ПР, то они работают как автоматы и могут встраиваться в автоматические линии.
Основные унифицированные узлы агрегатного станка: силовая головка и силовой стол с бабкой.
Силовая головка — это узел агрегатного станка, который несет инструментальную насадку и выполняет все движения инструмента: главное вращательное движение, движение подач ускоренный подвод и ускоренный отвод.
Силовые головки, шпиндель которых совершает одновременно главное движение и движение подачи, называются самодействующими.
Если шпиндель совершает только главное движение, а движение подачи осуществляется другими механизмами, то силовые головки называются несамодействующими. Применение несамодействуюших головок увеличивает площадь, занимаемую станком, но упрощает обслуживание и ремонт.
По роду привода силовые головки подразделяются на электромеханические, гидравлические и пневмогидравлические.
Силовые головки различают по технологическому назначению (сверлильные, фрезерные, расточные): по мощности, которая колеблется в пределах 0,1…30 кВт.
Силовые столы применяют для прямолинейных установочных перемещений и рабочей подачи режущего инструмента. Они предназначены для установки на них несамодействующих силовых головок (фрезерных, сверлильных бабок и др.) с самостоятельным приводом вращения. Рабочий цикл стола: быстрый подвод — рабочая подача — быстрый отвод. Привод подач у силовых столов может быть электромеханическим и гидравлическим. Столы выпускают нормальной и повышенной точности с максимальной тяговой силой подачи 1... 100 кН и мощностью 1 ...30 кВт.
Для периодического перемещения заготовок с одной позиции на другую с точной фиксацией на каждой позиции применяются поворотные делительные столы. Конструкции поворотных столов делятся на горизонтальные и вертикальные в зависимости от плоскости поворота в пространстве.
Наибольшее распространение агрегатные станки получили при механической обработке, когда деталь остаётся неподвижной, а движение сообщается режущему инструменту. На агрегатном станке можно вести механическую обработку инструментами с нескольких сторон, поэтому допускается значительное выделение операций.
По характеру выполняемых операций (фрезерование, растачивание, сверление, подрезание торцов, нарезание резьбы и т. д.) устанавливается число одновременно работающих на одном станке инструментов, которое может доходит до 100 и более. Агрегатные станки имеют высокую производительность, которая зависит от длительности лимитирующей операции и цикла работы.
Конструкция агрегатного станка
Агрегатный станок состоит из станины; центрального и наладочного пульта; поворотного стола; гидробака; насосной установки; гидропанели; электрошкафа станка; силового стола; стойки; сверлильной бабки; упорного угольника; расточной панели; резьбового копира; шпиндельной коробки; электрошкафа силовых механизмов; коробки скоростей; делительного стола. На силовой головке и на столе с бабкой монтируются шпиндельные коробки, несущие режущие инструменты. Обрабатываемые детали закрепляются в зажимном приспособлении, которое может быть одно- или многопозиционным. Зажимное приспособление бывает двух основных типов: с горизонтальной осью поворота, то есть на поворотном барабане и с вертикальной осью поворота, то есть установленное на поворотном столе. Силовые сверлильные, фрезерные и другие головки устанавливают на унифицированных кронштейнах, закрепленных на направляющих круглой или прямоугольной станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на обработку новой партии заготовок. Заготовки устанавливают на круглом или прямоугольном делительном столе в универсально-сборных или универсально-наладочных приспособлениях. Станки оснащаются устройством программного управления (ЧПУ), размещенным в блоке управления.
Станки с программным управлением
Это многоцелевые станки, которые оснащены магазинами инструментов. Эти станки могут иметь от одной до трех силовых головок, которые перемещаются от устройства ЧПУ по трем либо двум координатам. Их выпускают с горизонтальной и вертикальной осью шпинделя, с поворотным, наклонно-поворотным или продольным столом. На некоторых станках вместо магазина инструментов применяют магазин шпиндельных коробок. Такие магазины выполняют барабанными или в виде цепного конвейера[2]. Чаще всего Агрегатные станки используют в полуавтоматическом цикле, реже их снабжают загрузочными и разгрузочными устройствами, тогда станки работают как автоматы. Агрегатные станки могут входить в автоматические линии. Также они могут работать индивидуально.
Контрольные вопросы
1. Какие станки называют агрегатными?
2. Как классифицируются однопозиционные и многопозиционные агрегатные станки по компоновке?
3. Чем отличаются самодействующие силовые головки от несамодействующих?
4. Для чего предназначены силовые и поворотные столы в агрегатных станках?
5. Применяются ли агрегатные станки в массовом производстве? Чем должна отличаться конструкция таких агрегатных станков?
6. Какие компоновки агрегатных станков со сменными шпиндельными головками вы знаете?
Рабочие листы
к вашим урокам
Скачать
Опорный конспект лекции предназначен для использования студентами при самостоятельном изучении темы "Агрегатные станки и автоматические линии" по дисциплине "Обработка металлов резанием, станки и инструменты". Содержит краткие сведения об агрегатных станках, области их применения и контрольные вопросы по теме.
6 662 192 материала в базе
Настоящий материал опубликован пользователем Лобко Ирина Николаевна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Удалить материал
Ваша скидка на курсы
40%
Курс профессиональной переподготовки
300/600 ч.

Курс профессиональной переподготовки
600 ч.

Курс повышения квалификации
72/180 ч.

Мини-курс
4 ч.

Мини-курс
2 ч.


Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.