














- 19.05.2018
- 257
- 1
Введение
На современном этапе развития хозяйственного комплекса наблюдается стабильный рост промышленного производства. При этом возникли две проблемы.
Первая заключается в необходимости обновления станочного парка, в котором значительную часть составляют токарные станки выпуска 1970-1980-хг.г. Эта проблема решается двумя путями:
- оснащением основных промышленных производств новыми токарными станками – с числовым программным управлением (ЧПУ), высокопроизводительными, укомплектованными встроенными средствами микропроцессорной техники, робототехническими устройствами, повышающими производительность труда токаря;
- широкой модернизацией токарных станков устаревших типов, которые оснащаются высокоэффективными приводами, средствами новейшей автоматики и телемеханики, дистанционным программным управлением, универсальными сменными приспособлениями, автоматическими средствами измерений (в виде активного контроля процесса токарной обработки).
Перемены в условиях и характере промышленного производства – отличительная черта последних десятилетий. Поэтому современное производство должно приобрести такие новые качества, как гибкость и экономичность, высокий уровень автоматизации, иначе дальнейшее успешное развитие ведущих отраслей хозяйственного комплекса будщет идти медленными темпами.
Вторая проблема состоит в том, что для обеспечения трудовыми ресурсами развивающегося промышленного производства, в котором насчитываются сотни тысяч токарных станков, необходимы грамотные высококвалифицированные рабочие, в частности токари. Современный токарь должен иметь глубокие знания по электротехнике и электронике, механике, технологии обработки, программирование, для того чтобы четко выполнять задание по конкретным видам токарной обработки с обслуживанием и использованием типовых элементов, устройств ЧПУ, приводов главного движения и подачи, силового электрооборудования. Кроме того, токарь должен хорошо знать и соблюдать правила техники безопасности, включая безопасную работу на токарном станке любого типа.
Так же хорошо обладать видами и приемами токарной обработки, станками, инструментом режущим и измерительным, приспособлениями, основной технологической документацией, программным управлением, робототехническими устройствами, работающим по заданной программе.
В своей работе я описываю виды токарных станков и их применение; основной режущий инструмент и приспособления, применяемые при токарной обработке; измерительные инструменты, с помощью которых проводят контроль, и во время работы проверку заготовки; правила техники безопасности токаря при работе на токарных станках; охрана окружающей среды, т.е. влияние АЗФ на окружающую среду.
В основной части описывается технологический процесс обработки наружных цилиндрических и торцевых поверхностей с применением механической подачи. В данной части подробно описывает по переходам операций, что должен токарь выполнить при токарной обработке, чтобы получилась данная деталь по чертежу.
В работе стоит цель и описывается оборудование и инструмент, которым должен пользоваться токарь при токарной обработке при выполнении нужного задания. Показаны рисунки и последовательность выполнения, переключения, установки режущего инструмента и контроля.
Тема работы актуальна, так как токарь обязан знать и уметь выполнять сложные токарные обработки с применением теоретических знаний, полученных в колледже.
Глава 1. Процесс развития токарного дела
1.1 История развития токарных станков
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два соосно установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
В XIV - XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа - упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один - два оборота, а жердь - согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку и заготовка делала те же обороты в другую сторону.
Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, - вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке.
В середине XVI Жак Бессон (умер в 1569 г.) - изобрел токарный станок для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно. А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы "копир-заготовка". Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А.К. Нартов остается первым, кто нашел путь к решению этой задачи.
Вообще нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта. Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом. Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке. Таким образом ни изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины.
В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
В 1795 г. французский механик Сено
изготовил специализированный токарный станок для нарезки винтов. Конструктор
предусмотрел сменные шестерни, большой ходовой винт, простой механизированный
суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои
изделия мастера  прежде
(рисунок 1).
прежде
(рисунок 1).
Рисунок 1 – Станок 1795 г
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю панель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г.
Другой бывший сотрудник Модсли - Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап - автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли.
Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки.
Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки - блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики - автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д.
Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации - револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
Глава 2. Научная организация труда
1.2 Токарно- винторезный станок 16К20
Таблица 1 - Технические характеристики станка*
|
Наибольший диаметр, мм: Устанавливаемой детали над станиной Устанавливаемой детали над поперечным суппортом Обрабатываемого прутка
|
400 200 50 |
|
Расстояние между центрами, мм |
710; 1000; 1400; 2000 |
|
Наибольшая длина обтачивания, мм |
640; 930; 1330; 1930 |
|
Частота вращения шпинделя, мин |
12,5- 1600 |
|
Пределы подачи, мм/об: Продольных Поперечных |
0,05- 2,8 0,025- 1,4 |
|
Нарезаемые резьбы: Метрическая с шагом, мм Дюймовая с числом витков на 1 дюйм Модульная с шагом в модулях Питчевая с шагом, питч |
0,5- 112 56- 0,26 0,5- 112 56- 0,25 |
|
Электродвигатель: Мощность, кВт Частота вращения, мин |
10 1460 |
Примечание. Таблица составлена по технологическому паспорту станка 16К20
2.2 Токарно-винторезный станок модификации 16К20

Рисунок 2 - Общий вид и размещение органов управления токарно-винторезного станка
мод. 16К20
Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 – изменения направления нарезания резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 – направляющие.
Главный привод. Механизм подач. Коробка подач
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель,
которые приводят во вращение обрабатываемую деталь при выбранных глубине
резания и подаче.
На рисунке 3 показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево - через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней.
Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары.

Рисунок 4 – Механизм подач
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок 4), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки 4 и 5).
При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя.
При верхнем положении
рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и
направление вращения вала 20 изменяется на противоположное. В среднем положении
рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым
колесом.
С помощью гитары (смотри рисунок слева) устанавливают (настраивают)
зубчатые колеса с определенным, обеспечивающим необходимое перемещение суппорта
на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным.
помощью гитары (смотри рисунок слева) устанавливают (настраивают)
зубчатые колеса с определенным, обеспечивающим необходимое перемещение суппорта
на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным.

Рисунок 5 – Коробка подач
На валу 2 свободно
установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес
вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между
центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач (рисунок 5). Назначение коробки подач - изменять
скорости вращения ходового винта и ходового вала, чем достигается перемещение
суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в
подшипниках 15 (смотри рисунок слева) коробки подач получает вращение от
зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться
вдоль него зубчатое колесо П с рычагом 10.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом - рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач.
При этом зубчатое колесо
12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в
результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом
2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой.
При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4
соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении
влево - входит в зацепление с зубчатым колесом 8.
Суппорт (рисунок 6) предназначен для перемещения во время
обработки режущего инструмента, закрепленного в резцедержателе. Он
состоит (рисунок 7) из нижних салазок (продольного суппорта) 1, которые
перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают
перемещение резца вдоль заготовки.

рисунок 5 – Суппорт станка
На нижних салазках по направляющим 12 перемещаются поперечные салазки
(поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно
оси вращения заготовки (детали).
На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали).
Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную.
Устройство поперечного суппорта показано на рисунке 2.5 внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим - связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. Выбирается зазор между ходовым винтом 12 и гайкой 15.
Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5.
На некоторых
станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для
проточки канавок, отрезки и других работ, которые могут быть выполнены
перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим
рабочего от попадания стружки.

Рисунок 7 – Поперечный суппорт
2.3 Резцедержатель, фартук и разъемная гайка

Рисунок 8 – Устройство резцедержателя
Устройство резцедержателя показано на рисунке 8. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6.
При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6.
При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3.
Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7.
При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину.
Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.
2.4
Проверка станка на точность
На заводе-изготовителе станок получает акт приемке после прохождения проверки на точность. Такие проверки проводятся также после среднего и капитального ремонтов станка.
Проверка радиального биения центрирующей шейки шпинделя передней бабки. Допускаемое биение для станков с наибольшим диаметром обрабатываемой заготовки 400 мм. Проверку осуществляют индикатором, установленным на направляющих станины. Измерительный штифт индикатора должен касаться центрирующей шейки, шпиндель вращается со скоростью 10-20 об/мин.
Проверка соосности осей шпинделя передней бабки и пиноли задней бабки. Допускаемое отклонение 0,1 мм (ось пиноли может быть только выше оси шпинделя). Заднюю бабку с полностью выдвинутой пинолью устанавливают примерно на ¼ наибольшего расстояния между центрами. Между центрами, закрепленными в шпинделе и пиноли, устанавливают точную цилиндрическую оправку, а на суппорте- индикатор так, чтобы его измерительный штифт касался оправки. Верхнюю часть суппорта перемещают в продольном направлении, индикатор при этом показывает смещение оси пиноли относительно оси шпинделя. Замер делают в вертикальной плоскости (индикатор касается поверхности оправки сверху) и в горизонтальной плоскости(индикатор касается поверхности шейки спереди).
Проверка параллельности оси шпинделя передней бабки направлению продольного перемещения суппорта. Допускаемое отклонение в вертикальной плоскости 0,030 мм, а в горизонтальной плоскости 0,015 мм на длине 300 мм. В отверстие шпинделя плотно вставляют точную закаленную и шлифованную цилиндрическую оправку, а на суппорте устанавливают индикатор так, чтобы его измерительный штифт касался поверхности оправки. Суппорт перемещают вдоль станины. Для токарных станков предусмотрено 18-25 различных проверок. Эти проверки производятся ОТК. Токарю приходится проверять станок только в случаях появления брака деталей без технологических причин. Ему нужно убедиться, не является ли причиной брака неточность станка.
2.5 Назначение приспособлений
Приспособления предназначены для расширения технологических процессов, повышения их производительности и точности при обработке заготовок и облегчения условий работы на станке. По назначению приспособления для токарных станков можно разделить на три группы:
- для закрепления обрабатываемых заготовок;
- для закрепления режущего инструмента (вспомогательный инструмент);
- специальные приспособления, расширяющие технологические возможности станков, т.е. позволяющие производить не свойственные им работы (фрезерование, сверление нескольких отверстий и т.д.).
Приспособления для закрепления режущего инструмента и заготовок должны обеспечивать быструю установку, надежность и правильность закрепления. Эти устройства должны быть удобны и безопасны в работе.
Кулачковые патроны
На токарных станках применяют двухкулачковые, трехкулачковые, четырехкулачковые, цанговые, мембранные и поводковые патроны. Двузкулачковый рычажный патрон со сменными кулачками, предварительная установка которых по детали (относительно оси вращения) осуществляется сухарями и винтами по пазам в ползунах. Ползуны перемещаются к центру патрона рычагами, которые, опираясь поверхностями в ползуны, поворачиваются вокруг оси в корпусе при перемещении упора вместе с тягой. Разведение кулачков производится конической поверхностью упора при обратном движении тяги вместе с направляющей втулкой, соединенных деталями. Патрон крепится к станку винтами.
Наиболее распространен (рисунок 9) самоцентрирующий трехкулачковый патрон. Кулачки (1,2,3), перемещаются одновременно по спирали (4), в витки которые заходят в кулачки нижними выступами. На обратной стороне диска нарезано коническое колесо, сопряженное с тремя коническимим зубчатыми колесами (5).
При повороте ключом одного из колес (5) поворачивается диск (4), который с помощью спирали перемещает одновременно все три кулачка по пазам корпуса в патрон. В зависимости от направления вращения колес (5) кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь.

Рисунок 9 - Кулачковые патроны
В четырехкулачковых патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой- детали прямоугольной формы.
Патрон встроенным пневматическим приводом имеет встроенный пневмоцилиндр с поршнем и крепится к станку фланцем. Резиновое кольцо смягчает удары поршня о фланец. Уплотнительные кольца обеспечивают герметичность. Ползуны с зажимными кулачками имеют выступы, которые входят в пазы поршня. Угол наклона фазы составляют 40 градусов 30минут, что обеспечивает условие самоторможение. При подаче воздуха по каналам в левую или правую полость цилиндра ползуны перемещаются и производят разжим, или зажим головки.
Центры
В зависимости от формы и размеров обрабатываемых деталей применяют центра (рисунок 10) различных типов, угол при вершине рабочей части центра обычно равен 60градусов. Конические поверхности рабочей 1 и хвостовой частей 2 цента не должны иметь забоин, так как это приводит к погрешностям при обработке заготовок. Диаметр опорной части 3 меньше малого диаметра конуса хвостовой части, где позволяет выбирать центр из гнезда без повреждений конической поверхности хвостовой части.
 Рисунок 10 - Центры
Рисунок 10 - Центры
Хомутики
Передачу вращения от шпинделя до обрабатываемой заготовки установленной в центрах станка, осуществляют с помощью хомутика, который надевают на заготовку и закрепляют винтом 1, при этом хвостовик 2 хомутика упирается в палец поводкового патрона.
Более удобны в работе самозатягивающиеся хомутики. В таком хомутике хвостовик 2 закреплен в корпусе 5 подвижно на оси 4, нижняя часть хвостовика 2, обращение к детали, выполнена эксцентрично по отношению к оси 4 и имеет насечку. Для установки хомутика на деталь хвостовик 2 наклоняют в сторону пружины 3, которая создает предварительную затяжку детали хвостовиком. Окончательную затяжку в процессе обеспечивает палец-поводок 1 патрона.
Токарные хомутики
А) обычный б) самозатягивающийся
Поводковые патроны
Их применяют при обработке деталей в центрах станка. передача вращения осуществляется поводковым патроном через палец- поводок хвостовику хомутика, который крепится на детали винтом.
Цанговые патроны
Их применяют главным образом для закрепления материала в виде прутков или для повторного зажима заготовок деталей по предварительно обработанной поверхности. По конструкции различают цанговые патроны с втягиваемой выдвижной и неподвижной цангами. По назначению цанги делят на подающие и зажимные. Подающая цанга представляет собой стальную закаленную втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение для подачи расположенного в ней прутка от привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой соей упругости к поверхности прутка при перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга может быть выполнена в виде втулки с 3- 6 пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок до 3 мм, с четырьмя – до 80 мм и с шестью- с выше 80 мм. Уголок при вершине конуса цанги обычно 30 градусов.
Планшайбы
В тех случаях, когда заготовки не могут быть установлены и закреплены, в патронах планшайбы. Они представляют собой плоский диск, который крепится к фланцу, устанавливаемому на шпинделя станка. рабочая поверхность планшайбы может быть выполнена с радиальным или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбе с помощью сменных наладок и прихваток.
Токарные резцы
Токарные резцы являются наиболее распространенным инструментом, они применяются для обработки плоскостей, цилиндрических поверхностей и фасонных поверхностей, нарезание резьбы и т.д.
Резец состоит из головки (рабочей части) и стрежня, служащего для закрепления резца в резцедержателе. Передней поверхностью резца называют поверхность. По которой сходит стружка. Задними (главной и вспомогательной) называют поверхности, обращенные к обрабатываемой детали. Главная режущая кромка выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца. Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхностей. Вершиной резца является место пересечения главной и вспомогательной режущих кромок.
Для определения углов резца установлены понятия: плоскость резания и основная плоскость. Плоскостью резания называют плоскость, касательную к поверхности резания и проходящую через главную режущую кромку резца. Основной плоскостью называют плоскость, параллельную направлению продольной и поперечной подач; она совпадает с нижней опорной поверхностью резца.
Углы резца разделяют на: главные углы резца измеряют в главной секущей плоскости, т.е. плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость.
Главным задним углом а называют угол между главной задней поверхностью резца и плоскостью резания. Углом заострения В называется угол между передней и главной задней поверхностями резца. Главным передним углом называется угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку резца. Сумма углов β+α+γ=90 градусов. Углом резания δ называется угол между передней поверхностью резца и плоскостью резания. Главным углом в плане φ называется угол между проекцией главной режущей кромки на основную плоскость направлением подачи. Вспомогательным углом в плане φ1 называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи. Углом при вершине в плане έ называется угол между проекциями главной и вспомогательной режущих кромок на основную плоскость. Вспомогательным задним угломα1 называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости. Углом наклона главной режущей кромки λ называется угол между главной режущей кромкой и плоскостью, проходящей через вершину резца параллельно основной плоскости.
Резцы классифицируются:
По направлению подачи- на правые и левые (правые резцы на токарном станке работают при подаче справа налево, т.е. перемещаются к передней бабке станка);
По конструкции головки, отогнутые и оттянутые;
По роду материала- из быстрорежущей стали, твердого сплава и т.д.;
По способу изготовления- на цельные и составные (при использовании дорогостоящих режущих материалов резцы изготавливают составными: головка- из инструментального материала, а стержень- из конструкционной углеродистой стали; наибольшее распространение получили составные резцы с платинами из твердого сплава, которые припаиваются или крепятся механически);
По сечению стержня- на прямоугольные, круглые и квадратные;
По виду обработки- на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др.
а- наружное обтачивание проходным отогнутым резцом; б- наружное обтачивание прямым проходным резцом; в- обтачивание с подрезанием уступа под прямым углом, г- прорезание канавки, д- обтачивание радиусной галтели, е- растачивание отверстия, ж,з,и- нарезание резьбы наружной, внутренней и специальной.
Плашки
Плашки- осевой многолезвинный инструмент для образования и обработки наружной резьбы. Их применяют для нарезания или калибрования наружных резьб за один рабочий ход. Наиболее широко используют плашки для нарезания резьб диаметром до 52 мм.
Важнейшим конструктивными элементами круглых плашек являются: режущая и калибрующая части, корпус с крепежной частью и стружечными отверстиями. Плашки изготавливают из сталей 9ХС, ХВСГ или быстрорежущих. Обычно на плашках имеются от 3 до 6 отверстий для ввода стружки. Толщина плашки выбирается в пределах 8-10 витков. Режущая часть плашки выполнена в виде внутреннего конуса. Длина забороной части составляет 2-3 витка. Угол 2ϕ=40:60 градусов при нарезании сквозной резьбы и 90 градусов при нарезании резьбы до упора. Передний угол у стандартных плашек γ=15:20 градусов. Задний угол α выполнен только на забороной (режущей) части. У стандартных плашек задний угол α=6:8 градусов.
Режущая часть плашек осуществляется съем металла резьбы, отделяет и формирует стружку, определяет нагрузку на плашку и ее распределение.
Метчики
Внутренние резьбы диаметром до 20 мм на токарном станке метчиками. Метчик представляет собой винт того же диаметра, шага и угла профиля режущей (заборной) частью метчика, у которого высота режущих зубьев постепенно повышается. По мере ввинчивания метчика в отверстия режущая часть прорезает резьбовые канавки: каждый зуб срезает небольшую часть припуска, после прохода режущей части резьба приобретает полный профиль.
Зубья на режущей части метчика затылованные т.е. имеют заднюю (затылочную) поверхность, выполненную по архимедовой спирали, образует задний угол, облегчающий процесс резания.
За режущей частью метчика расположена калибрующая часть, не имеющая затыловки; она служит для направления метчика по резьбе метчика не изменяется. По числу перьев различают трехперные и четырехперные метчики. Метчики бывают ручные (слесарные), машинные и гаечные с удлиненными хвостиком. Ручные метчики применяют комплектом из двух или трех штук между которыми распределяется припуск на обработку.
На каждом метчике обозначена марка стали и размер резьбы. Для отличия первого, второго и третьего метчиков комплекта, на хвостовике метчика нанесено соответствующее количество кольцевых рисок. Для нарезания метчиков пользуются слесарным воротком, который насаживается на квадратный хвостовик метчика.
2.6 Измерительный инструмент
Измерительными инструментами и приборами называют устройства, с помощью которых измеряются размеры различных деталей.
К группе штангенинструментов относят штангенциркуль, штангенглубиномеры и штангенрейсмассы.
Штангенциркуль- это универсальный измерительный инструмент, предназначенный для измерения наружных и внутренних диаметров, длин, толщины, глубин и т.д.
Штангенциркуль типа ШЦ-1
1- Штанга;
2- Измерительные губки;
3- Рамка;
4- Зажим рамки;
5- Нониус;
6- Линейка глубиномера.

Рисунок 11 – Штангенциркуль ШЦ -1
Штангенциркуль ШЦ-1 с двухсторонним расположением губок, он предназначен для наружных и внутренних измерений. Пределы измерения 0-125 мм, величина отсчета 0,1 мм.
Штангенциркуль ШЦ-3 с односторонними губками. Он имеет пределы измерения 0-500 мм при величине отсчета 0,05 и 0,1 мм и 240-710, 320-1000. 800-2000 мм при величине отсчета 0,1 мм.
Штангенглубинометры применяют для измерения глубины выточек, чие уступов и т.д. Они выпускаются с пределами измерений 200, 320 и 500 мм с величиной отсчета по нониусу 0,05 и 0,1 мм. Конструктивное отличие их от штангенциркуля состоит в том, что подвижные губки, на рамке выполненные в виде траверса и основания, а неподвижные губки на штанге отсутствуют.
Штангенрейсмассы предназначены для измерения высот и выполнения размоточных работ. Они отличаются от штангенциркулей тем, что неподвижные губки на штанге заменены массивным основанием с точно обработанной нижней плоскостью. На подвижной рамке имеется одна губка, на которую устанавливаются сменные измерительные кошки.
2.7 Виды производства
Производство делят на следующие виды:
1. Единичное
2. Серийное
3. Массовое
Тип производства определяет выбор технологического оборудования. Степень автоматизации и механизации производственных процессов, технологического оснащения в целом технологического процесса. Нельзя проектировать машину и разрабатывать технологический процесс изготовления деталей, не учитывая того, по какому типу будет организовано производство.
Единичным- называют производство при выпуске нескольких машин в год, при этом выпуск или совсем не повторяется время. Технологический процесс при этом виде производства предусматривает обработку возможно большего количества различных заготовок на одном станке. Станки приспособления, режущие и измерительные инструменты должны быть универсального типа, обеспечивающих изготовления деталей широкой номенклатуры.
Серийным- называют производство. При котором изготовление деталей ведется партиями и сериями, регулярно повторяющимися через определенные промежутки времени. В таком производстве используют высокопроизводительное оборудование, где на ряду с универсальными, применяют специализированное и даже специальное оборудование. При этом широко используют переналаживаемые быстро действующие приспособления, универсальный и специальный режущий и измерительный инструмент, увеличивающий производительность.
Цикл изготовления продукции при серийном производстве, по сравнению с единичным производством, себестоимость выпускаемой продукции ниже. Серийное производство условно разделяют на три вида- крупносерийное (близкое к массовому), серийное и мелкосерийное (близкое к единичному).
Массовым- называется производство большого количества деталей одного и того же типа по неизменяемым чертежам в течении длительного времени. В массовом производстве широко применяют специальные режущие и измерительные инструменты и средства автоматизации. Себестоимось продукции самая низкая.
Базы
Поверхности машин, точки и их сочетания, принадлежащие заготовке и предназначенные для ее ориентации ( базирование) и измерения при обработке на станке, называют технологическими базами. Технологические базы разделяют на установочные и измерительные.
Установочные базы- поверхности, а также линии и точки, служащие для установки заготовки на станке и ориентирующие ее относительно режущего инструмента, например торцовая и радиальная поверхности кулачков или торцовая поверхность патрона и радиальная поверхность кулачков. Или конические поверхности центров станка и др.
Установочными базами могут быть различные поверхности заготовок (наружные и внутренние цилиндрические поверхности), а также центровые гнезда, плоскости. Например, установочными базами для втулки могут быть наружная цилиндрическая поверхность и торец, наружная и внутренняя цилиндрическая поверхность и торец втулки.
Для базирования заготовок при первоначальной обработке используют необработанные поверхности (черновые базы), при последующей обработке- обработанные поверхности (чистовые базы). Установочные базы делят на основные и вспомогательные.
Основные установочные базы- это поверхности, которые ориентируют заготовки (обрабатываемые детали) на станке и определяют положение готовых деталей в машине относительно других сопрягаемых деталей при ее работе. Например, основными установочными базами для втулки могут являться торец и внутренняя цилиндрическая поверхность, если втулка монтируется на вал.
2.8 Припуски
В процессе механической обработки заготовки меняется ее форма, размеры, качество поверхности. Эти изменения происходят в результате последовательного снятия слоев металла с поверхности заготовки на каждой операции технологического процесса. Слой металла, снимаемый с заготовки во время обработки резанием, называется припуском. Различают припуски общие и межоперационные.
Общим припуском называется слой металла, который необходимо удалить заготовки для получения детали в окончательно обработанном виде. При обработке цилиндрических деталей различают припуск на сторону и припуск на диаметр равен удвоенной величине припуска на сторону. Он может определятся как разность диаметров в одном и том же сечении до и после обработки.
Часть металла, срезаемая с заготовки в процессе ее обработки, называется стружкой. Припуск должен быть таким, чтоб при его снятии были устранены погрешности обработки и дефекты поверхностного слоя, полученные на предшествующих передачах, а так же погрешности установки обрабатываемой заготовки, возникающие на выполняемом переходе. Форма и размеры обрабатываемого инструмента, состояние поставляемого материала, технологические условия на изготовление инструмента влияют на величину припуска.
Припуски, определяются по таблицам, которые составляются на основе обобщения и систематизации данных.
Расчет припусков начинается с определения припуска и допуска на последнюю операцию, после чего определяется припуск и допуск на предшествующую операцию и последовательно по всем переходам обработки данной поверхности до заготовки.
2.9 Новинки токарных станков

Рисунок 12 – Токарно-винторезный станок с ЧПУ
Токарно-винторезный станок с ЧПУ
С быстрым индустриальным развитием и постоянным развитием продуктов во всех отраслях экономики, спрос на высококачественные и высокоэффективные станки выросли.
Токарно-винторезные станки с ЧПУ
моделей STC1135 и STC1835 были разработаны основываясь на наш долголетний опыт
в производстве и используя современные внутренние и зарубежные технологии. Эти
станки экономичны и высокоэффективны, и являются лучшим выбором для обработки
труб и соединительных муфт для нефтяных и сталелитейных промышленностей.
Эти токарно-винторезные станки с ЧПУ, благодаря своим современным
электро-механическим начинкам, соответствуют стандарту по точности обработки
IT7 с обработкой поверхности Ra 1.6.
Шпиндельные бабки имеют две конфигурации: первый с 8-ступенчатыми скоростями шпинделя, двухскоростным двигателем, гидравлическим двухсторонним сцеплением, двумя электромагнитными сцеплениями и автоматической системой переключения скоростей через все 8 скоростей, а вторая конфигурация состоит из главного электросерводвигателя шпинделя, который позволяет ЧПУ-управляемую бесступенчатую регулировку скорости.
Токарно-винторезный станок с ЧПУ имеет передние и задние зажимные патроны для того, чтобы удерживать вращательное равновесие во время обработки длинных деталей, таким образом обеспечивая высокое качество обработанной детали. Зажимной патрон закрепляется 9 тарельчатыми пружинами и разжимаются пневматически.
Станок имеет закрытую зону обработки; резервуар для СОЖ и маслоотстойник расположены на основе станка; электрический пульт монтирован сзади шпиндельной бабки; все эти особенности станка способствовали к созданию станка с наименьшей занимаемой площадью.
Токарно-винторезный станок имеет отлично спроектированную кабину, поэтому занимает малую площадь, а также его лего установить и обслуживать.
Технические характеристики токарно-винторезных станок с ЧПУ моделей STC1135, STC1835
|
Модель |
|
STC1135 |
STC1835 |
|
Диаметр трубки |
мм |
φ60-φ114 |
φ60-φ180 |
|
Макс. высота обработки |
мм |
350 |
350 |
|
Шаговая скорость шпинделя |
|
8 (бесшаговый) |
4 (бесшаговый) |
|
Скорость вращения шпинделя |
об/мин |
97-605 (90-660) |
170-660 (90-610) |
|
Высота центров шпинделей |
мм |
1110 |
1110 |
|
Мощность главного двигателя |
кВт |
9/11 (15/18.5) |
15kW (15/18.5) |
|
Диаметр отверстия шпинделя |
мм |
120 |
205 |
|
Патрон |
|
Пневматический |
Пневматический |
|
Крутящийся момент двигателя (ось X) |
Нм |
11 |
11 |
|
Крутящийся момент двигателя (ось Z) |
Нм |
20 |
20 |
|
Ход по оси X |
мм |
349 |
349 |
|
Ход по оси Z |
мм |
380 |
380 |
|
Длина деталей |
м |
40342 |
40342 |
|
Точность позиционирования ( ось X) |
мм |
0.02 |
0.02 |
|
Точность позиционирования ( ось Z) |
мм |
0.025 |
0.025 |
|
Точность перепозиционирования ( ось X) |
мм |
0.01 |
0.01 |
|
Точность перепозиционирования ( ось Z) |
мм |
0.015 |
0.015 |
|
Шероховатость поверхности |
мкм |
Ra1.6 |
Ra1.6 |
|
Вес НЕТТО |
кг |
4000 |
4500 |
|
Габаритные размеры (Д×Ш×В) |
мм |
3300×1800×1680 |
3510×1800×1680 |
Глава 3. «Обтачивание гладких цилиндрических поверхностей заготовки в трехкулачковом патроне с ручной подачей резца и подрезание уступов»
3.1 Обработка цилиндрических поверхностей. Общие сведения.
Виды наружных поверхностей. По форме наружные поверхности цилиндрических деталей могут быть разделены на цилиндрические, торцовые, уступы, канавки, фаски.
Цилиндрические поверхности 1 получаются вращением прямой линии (образующей) вокруг параллельной ей линии, называемой осью цилиндра.
В продольном сечении такие поверхности прямолинейны, в поперечном имеют форму окружности.
Крайние плоские поверхности 2, перпендикулярные к оси детали, называют торцами.
Переходные плоские поверхности 5 между цилиндрическими участками, перпендикулярно расположенные к оси детали, принято называть уступами.
Занижения 4, выполненные по окружности цилиндрической или торцовой поверхности, называются канавками.
Фасками называются небольшие скосы 3 на кромках детали. Способы установки заготовок на станке. При токарной обработке наиболее часто применяются четыре основных способа установки заготовок на станке: в патроне, в патроне и заднем центре, в центрах и на оправках.
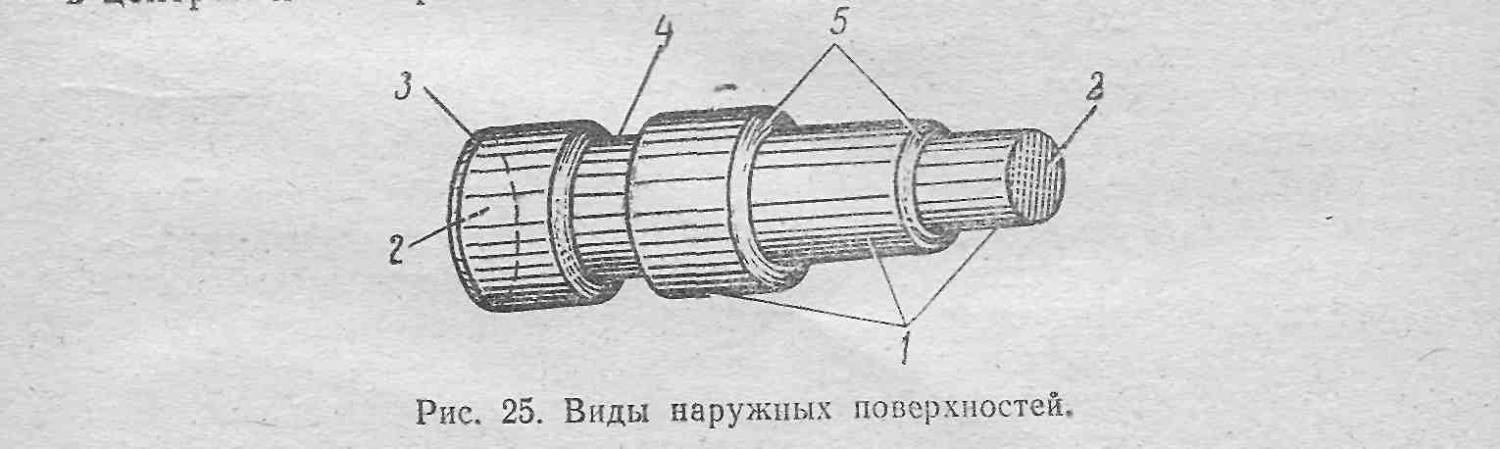
Рисунок 13- Виды наружных поверхностей
В патроне 1 (рис. 13, а) устанавливают короткие заготовки с длиной выступающей
части l из кулачков до 2—3 диаметра d.
Для повышения жесткости более длинные заготовки устанавливают в патроне 1 и
заднем центре 2 (рис. 26, б).
Установку в центрах (рис. 26, в) применяют в основном для чистового обтачивания длинных валов, когда необходимо выдержать строгую соосность обрабатываемых поверхностей, а также в случаях последующей обработки детали на других станках с такой же установкой.
Заготовку опирают центровыми отверстиями на передний 4 и задний 2 центры, а вращение от шпинделя к ней передается поводковым патроном 1 и хомутиком 3.
Установка на оправке 1 (рис. 14, г) используется для обработки наружных поверхностей, когда заготовка имеет ранее обработанное отверстие.
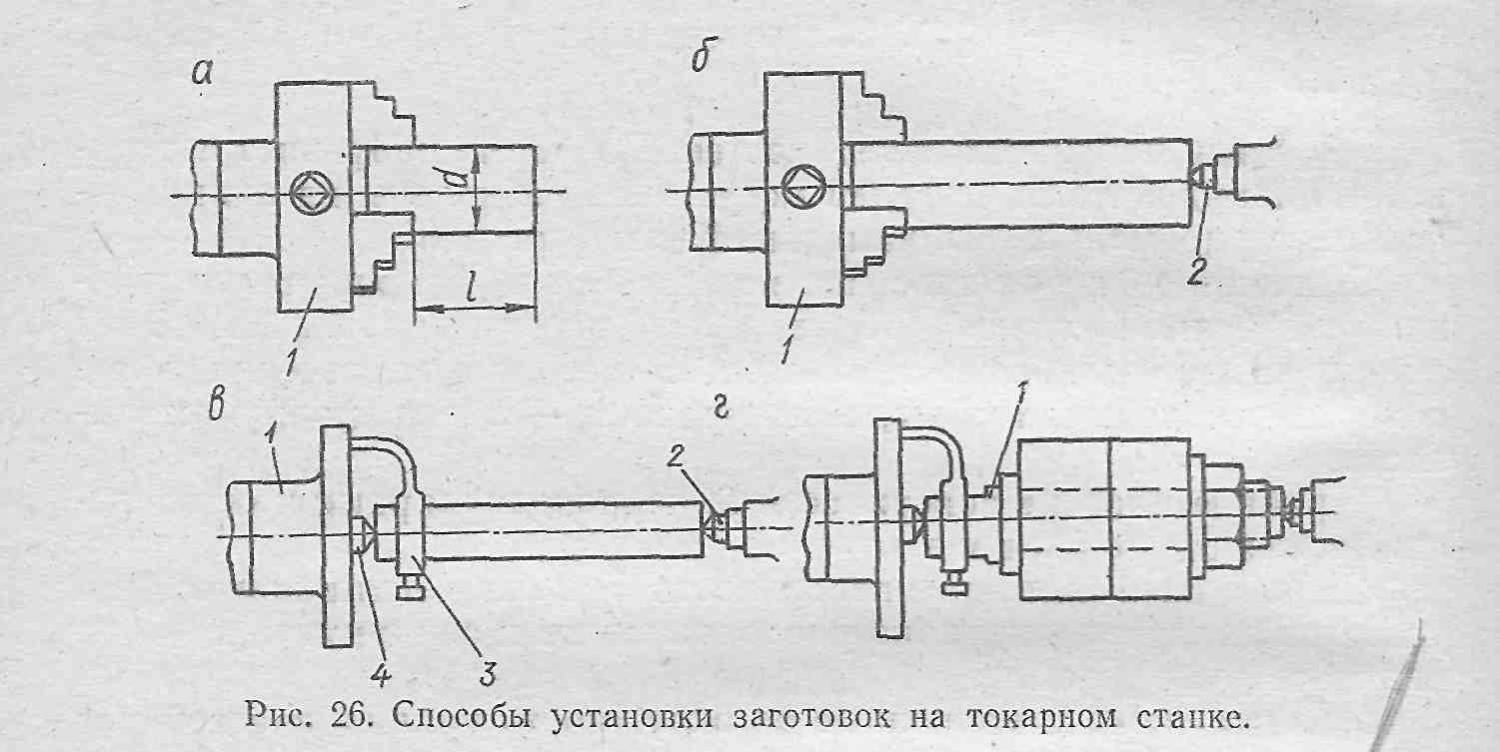
Рисунок 14 – Способы установки заготовки на токарном станке
Обработка цилиндрических поверхностей.
1.
Обтачивание гладких поверхностей.
Технические требования. При обработке цилиндрической поверхности токарь должен
выдержать ее размеры (диаметр, длину), правильную форму и требуемую
чистоту.
Точность размеров ограничивается допустимыми отклонениями, проставляемыми на
чертеже. Размеры без допусков должны
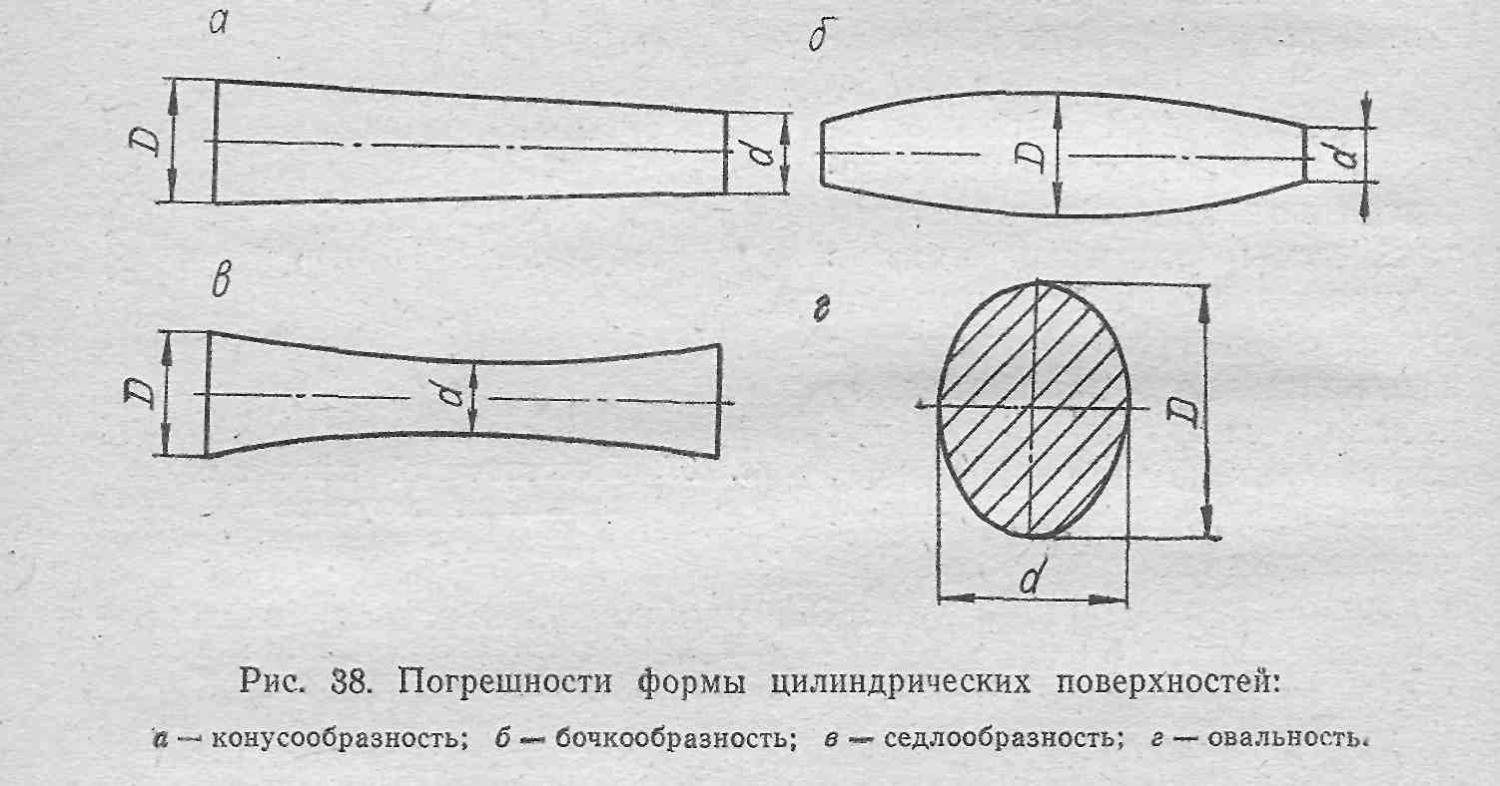
Рисунок 15- Погрешности формы цилиндрической поверхности
выполняться по 7-му или реже 8-9-му классам точности.
В этом случае на наружные размеры допустимые отклонения устанавливаются на минус от номинального размера, на внутренние на плюс.
Точность цилиндрической формы определяется отклонениями цилиндра в продольном направлении - конусообразностью, бочкообразностью, седлообразностью и в поперечном - овальностью (рис. 15).
Первые три погрешности характеризуются разностью диаметров обработанной поверхности по краям и в середине, четвертая - разностью диаметров одного сечения во взаимно перпендикулярных направлениях. Если на чертеже отсутствуют указания точности формы поверхности, то ее погрешности не должны превышать допуска на диаметр.
Чистота обработки характеризуется степенью шероховатости поверхности, остающейся на ней. после точения. Допустимая шероховатость обозначается на чертеже треугольником, справа от которого проставляется число, соответствующее классу чистоты.
Например, V.5 означает пятый класс
чистоты.
Точность обработки должна соответствовать техническим требованиям рабочего
чертежа. При этом следует учитывать, что нормально достижимая точность
обтачивания на токарных станках составляет 3-4-й класс и чистота до 7-го
класса.
Поверхности более высокой точности и чистоты обычно обрабатывают точением предварительно с припуском 0,3-0,6 мм на диаметр для последующего шлифования.
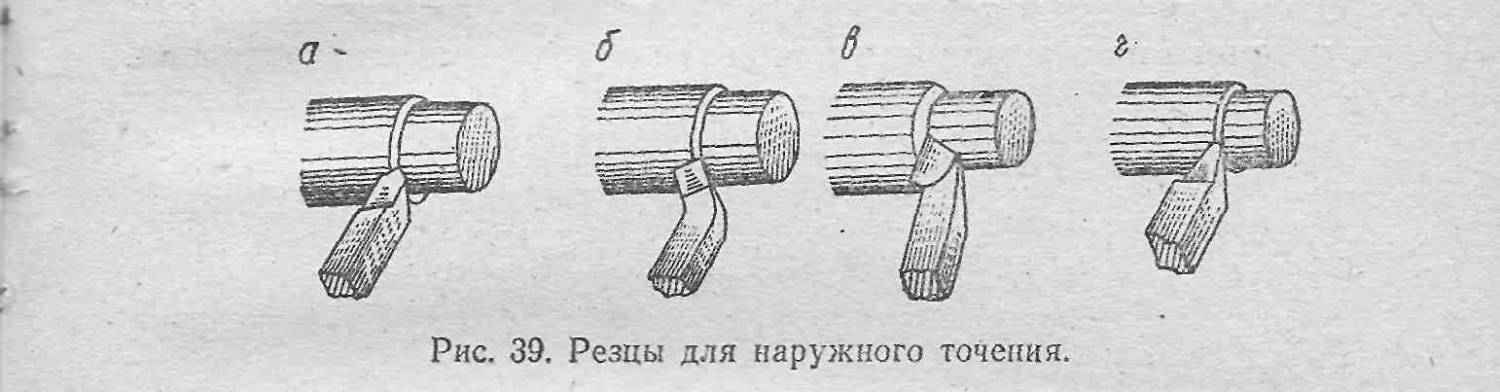
Рисунок 16- Резцы для наружного точения
Применяемые резцы. Обтачивание наружных поверхностей выполняют проходными
резцами (рис. 16).
По форме они делятся на прямые а,
отогнутые б и упорные в.
Первые два типа резцов преимущественно применяют для обработки жестких деталей;
ими можно обтачивать, снимать фаски, а отогнутыми и подрезать торцы.
Наибольшее распространение в токарной практике получили упорные резцы, которые, кроме указанных работ, позволяют подрезать уступы. Эти резцы особенно рекомендуются для обтачивания нежестких валов, так как они создают наименьший по сравнению с другими резцами поперечный прогиб детали.
Проходные резцы имеют различную стойкость (время непосредственной работы от заточки до переточки). При равных условиях наименее стойки упорные резцы, так как их острая вершина менее прочна и быстрее нагревается. Эту особенность упорных резцов следует учитывать при назначении режимов резания.
При универсальных работах проходные резцы с различным радиусом закругления вершины применяют как для чернового, так и чистового точения. У черновых резцов вершину закругляют радиусом r=0,5—I мм, у чистовых- r = 1,5—2 мм. С увеличением радиуса закругления вершины чистота обработки улучшается.
Для выполнения только чистового обтачивания рекомендуется применять чистовые двусторонние резцы (рис. 16, г) с увеличенным радиусом закругления вершины г=2—5 мм, ими можно работать с продольной подачей в обе стороны.
Установка резцов на станке. Резцы должны быть правильно установлены и прочно закреплены в резцедержателе суппорта. Первое условие определяется положением резца относительно оси центров станка. Резцы для наружного точения устанавливаются так, чтобы вершина их находилась на уровне оси центров. В некоторых случаях, например при черновом обтачивании и обработке нежестких валов, рекомендуется выполнять такую установку выше линии центров на 0,01—0,03 диаметра детали.
Высоту установки резца регулируют
стальными подкладками 1 (рис. 17, а), обычно не более чем двумя. При этом
размеры подкладок должны обеспечивать устойчивое положение резца по всей
опорной поверхности. Токарь должен иметь набор таких подкладок разной толщины
для компенсации уменьшения высоты резца по мере переточки.
Установку резца по высоте проверяют совмещением вершин резца и одного из
центров или пробной подрезкой торца заготовки.

Рисунок 17- Установка
резца в резцедержателе
В последнем случае при правильной установке резца в центре торца заготовки не должна оставаться бобышка.
Закрепление резца должно быть прочное, не менее чем двумя винтами. Для повышения жесткости крепления вылет резца из резцедержателя устанавливают наименьшим, не более 1,5 высоты стержня. Кроме того, резец располагают перпендикулярно к оси обрабатываемой детали (рис. 17, б).
Приемы обтачивания. Чтобы получить необходимый диаметр обрабатываемой поверхности, резец устанавливают на глубину резания. Для этого его подводят до касания с поверхностью вращающейся заготовки. Когда появится слабо заметная риска, резец отводят вправо за торец заготовки, лимб поперечной подачи устанавливают на нуль и подают суппорт поперечно вперед на требуемый размер по лимбу. Механическую продольную подачу включают после того, как резец врежется в металл ручным перемещением суппорта.
Установку резца на точный размер выполняют аналогично пробным обтачиванием конца заготовки на длину 3—5 мм. По результатам измерения диаметра полученной поверхности штангенциркулем (рис. 18, а) или при более высокой точности — микрометром (рис. 18, б) резец подают на окончательный размер по лимбу. Когда требуемый размер достигнут, лимбовое кольцо устанавливают на нуль для возможности обработки всех последующих деталей из партии без пробных отсчетов.
Длину обтачивания выдерживают разметкой заготовки или по лимбу продольной подачи.
В первом случае на заготовке протачивают риску на определенном расстоянии от торца, расположение
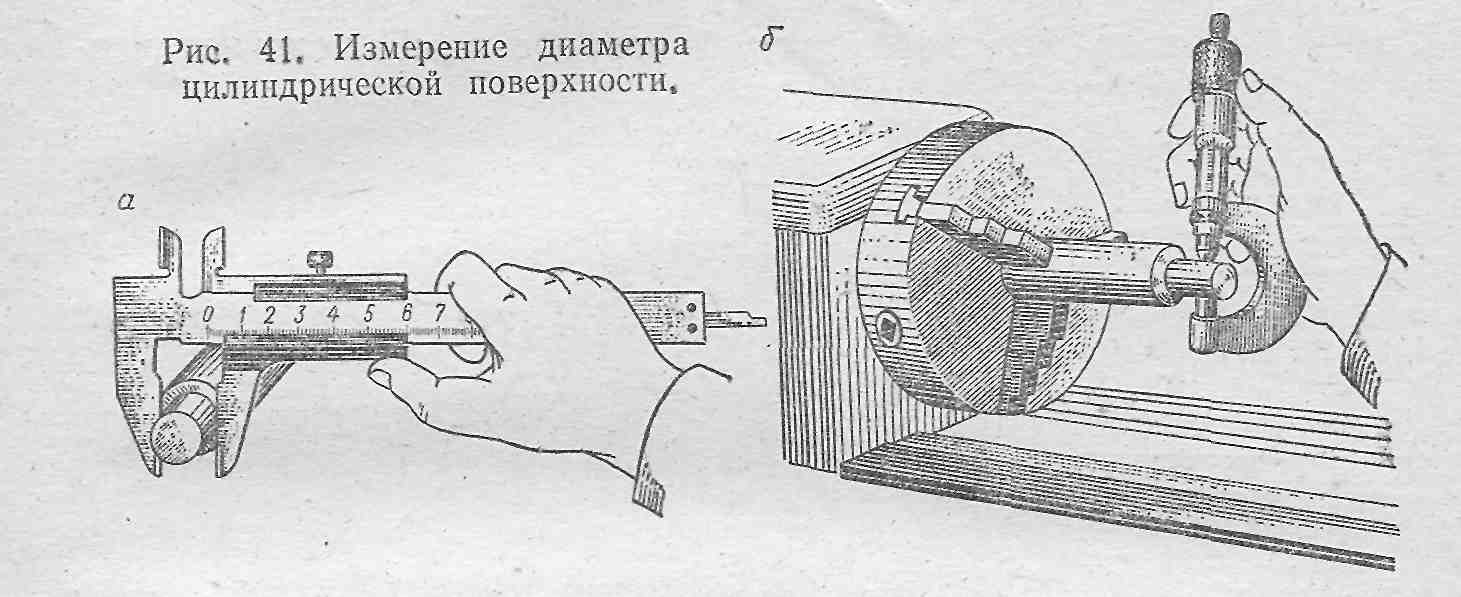
Рисунок 19- Измерение диаметра цилиндрической поверхности
которой устанавливают линейкой (рис. 19) или штангенциркулем. При пользовании
для этой цели лимбом продольной подачи резей подводят к торцу заготовки,
устанавливают лимб на нуль и ручным продольным перемещением суппорта врезаются
в металл.
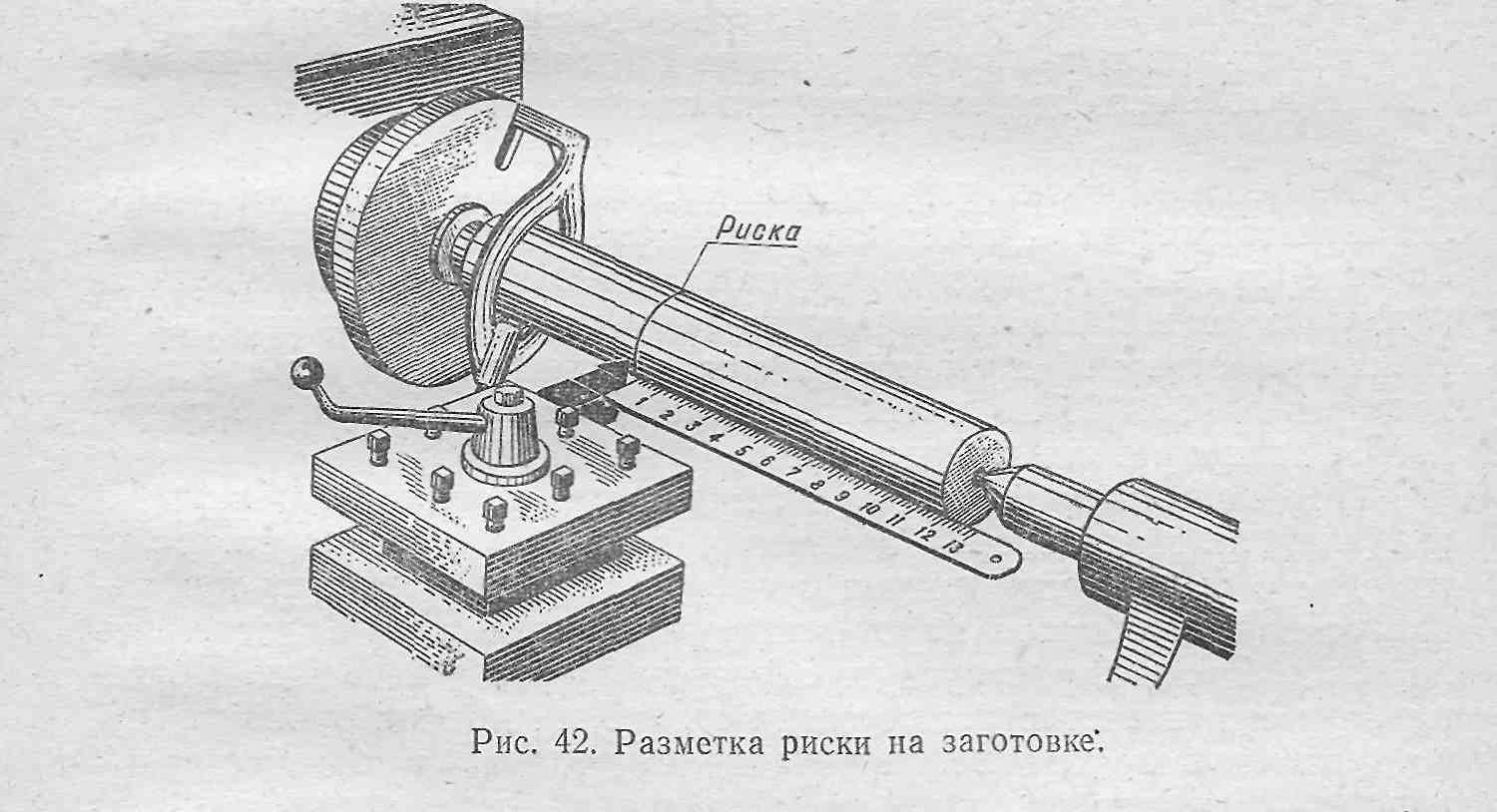
Рисунок 20-Разметка риски на заготовке
Затем включают продольную подачу и выполняют обтачивание.
Подачу выключают, не доходя 2—3 мм до требуемого размера длины. Оставшуюся часть обрабатывают ручным перемещением суппорта.
Чистоту обработки определяют сравнением поверхности детали с эталонами чистоты 2 (рис. 20).
Особенности пользования лимбами. Подавая резец на глубину резания по лимбу поперечной подачи, следует иметь в виду, что он перемещается по радиусу к оси детали. Следовательно, диаметр последней после обтачивания уменьшается на величину, вдвое большую глубины резания. Например, если заготовку диаметром 30 мм надо обточить до диаметра 27 мм, т. е. уменьшить диаметр на 3 мм, то резец следует переместить поперечно на 1,5 мм.
Чтобы определить необходимый поворот лимба, следует разделить глубину резания на цену его деления.
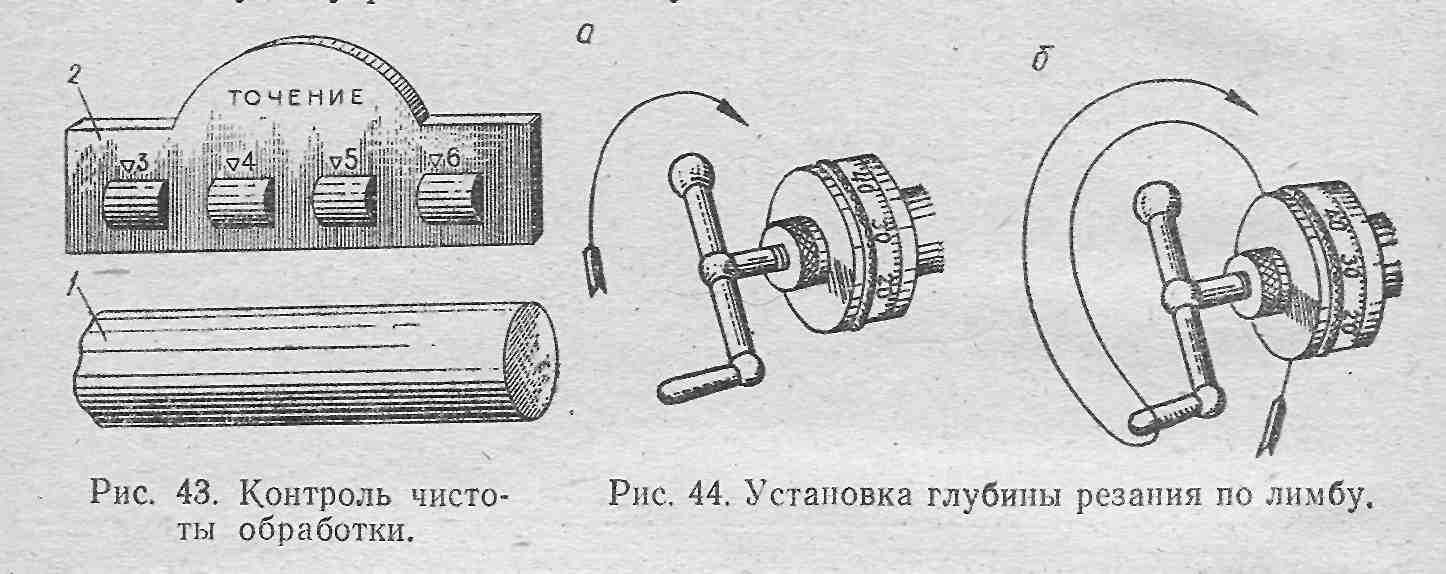
Рисунок 21-Установка глубины резцами по лимбу
Ценой деления называется величина перемещения резца, соответствующая повороту
лимба на одно деление.
Допустим, требуется подать резец на глубину резания 1,5 мм при цене деления лимба 0,05 мм. Число делений поворота лимба будет равно 1,5 : 0,05.
Некоторые станки имеют лимбы
поперечной подачи, цена деления которых указывается «на диаметр». В таком
случае величину поворота лимба определяют делением разности диаметров заготовки
до и после обтачивания на цену деления. Например,
заготовка диаметром 25 мм обтачивается до диаметра 20 мм при цене деления лимба
0,05 на диаметр. Число делений, на которое потребуется повернуть лимб, будет
равно (25—20): 0,05=100.
При пользовании лимбами необходимо учитывать наличие и величину люфта (зазора)
в передачах движения суппорта. Если, например, выдвинутый вперед суппорт
отводить назад, то при некоторой части оборота маховичка ручной подачи он будет
стоять на месте. Это и характеризует величину люфта в передаче.
Поэтому во время отсчетов размеров на станке маховичок ручной подачи необходимо плавно поворачивать только в одну сторону (рис. 21, а). Если допущена ошибка и лимб повернут на большее число делений, чем требуется, то маховичок поворачивают в обратную сторону на величину немного больше люфта (примерно 0,5—1 оборота), а затем, вращая в прежнем направлении, доводят лимб до нужного деления (рис. 22, б).
Так же поступают, когда надо отвести резец от поверхности детали на определенный размер. Для этого суппорт отводят на величину, больше необходимой, а затем, подавая его к детали, доводят лимб до необходимого} деления.
Особенности обработки твердосплавными резцами. Для наружного продольного чернового и чистового точения применяют проходные резцы. В настоящее время конструкция резцов с напаянными твердосплавными пластинами устарела. За рубежом около 80 % применяемых проходных твердосплавных резцов имеют сборную конструкцию, у нас в стране — только 20 % (рис. 23). По сравнению с напаянными резцами сборные имеют следующие преимущества: сокращение расходов на переточку; уменьшение вспомогательного времени на смену и подналадку резцов; экономия твердого сплава.

Рисунок 22- Проходные резцы сборной конструкции (а) и типовые резцовые вставки с механическим креплением многогранных и цилиндрических твердосплавных пластин (б): 1 — подкладка; 2 — пластина; 3 — штифт; 4 — винт; 5 — державка; 6 — шарик

Рисунок 23- Прямой
проходной резец:
φ и φ1 — главный и вспомогательный углы в плане; r — радиус
скругления при вершине резца; Ds — направление движения подачи
Прямые проходные резцы изготовляют с главным углом в плане φ = 45, 60 и 75° (рис. 23). Отогнутые проходные резцы (рис. 22, а и б) имеют угол φ = 45°. Они широко применяются для продольного и поперечного точения (т.е. для подрезки торцов). Упорные проходные резцы (рис. 22, в) имеют угол φ= 90°. Они пригодны для обработки деталей с уступами небольших размеров и нежестких деталей.

Рисунок 24- Проходные отогнутые (а и б) и упорные (в) резцы
Особенности обработки резцами из быстрорежущих сталей
Резцы из быстрорежущих сталей имеют такую же форму передней поверхности, как у сборных резцов с пластинками твердого сплава того же назначения, но имеют отличные от них углы резания и размеры элементов головки.
Резцы с плоской передней поверхностью и положительным передним углом у рекомендуется применять при обработке чугуна, бронзы и стали с подачей S0 < 0,2 мм/об. Резцы с плоской передней поверхностью с фаской применяют при обработке сталей с подачей S0 > 0,2 мм/об. Резцы с криволинейной передней поверхностью с фаской (радиус кривизны поверхности R = З...18мм, ширина фаски b = 2,5... 15 мм) применяют при обработке сталей. У этих резцов передний угол γ= 20...25°, задний угол α = 8... 12°.
3.2 Обработка конических поверхностей. Общие сведения о конусах:
Обработка деталей с конической поверхностью связана с образованием конуса, который характеризуется следующими размерами - рисунок слева а): меньшим d и большим D диаметрами и расстоянием L между плоскостями, в которых расположены окружности с диаметрами D и d. Угол a называется углом наклона конуса, а угол 2a - углом конуса. Отношение K=(D-d)/L называется конусностью и обычно обозначается со знаком деления (например, 1 : 20 или 1 : 50), а в некоторых случаях десятичной дробью (например, 0,05 или 0,02). Отношение y=(D-d)/(2L)=tg a называется уклоном.
Способы обработки конических поверхностей:
![]() При обработке валов часто встречаются
переходы между обрабатываемыми поверхностями, имеющие коническую форму. Если длина
конуса не превышает 50 мм, то его обработку можно производить широким резцом -
рисунок слева б). Угол наклона режущей кромки резца в плане должен
соответствовать углу наклона конуса на обрабатываемой детали. Резцу сообщают
подачу в поперечном или продольном направлении. Для уменьшения искажения
образующей конической поверхности и уменьшения отклонения угла наклона конуса
необходимо устанавливать режущую кромку резца по оси вращения обрабатываемой
детали.
При обработке валов часто встречаются
переходы между обрабатываемыми поверхностями, имеющие коническую форму. Если длина
конуса не превышает 50 мм, то его обработку можно производить широким резцом -
рисунок слева б). Угол наклона режущей кромки резца в плане должен
соответствовать углу наклона конуса на обрабатываемой детали. Резцу сообщают
подачу в поперечном или продольном направлении. Для уменьшения искажения
образующей конической поверхности и уменьшения отклонения угла наклона конуса
необходимо устанавливать режущую кромку резца по оси вращения обрабатываемой
детали.
Следует учитывать, что при обработке конуса резцом с режущей кромкой длиной более 10-15 мм могут возникнуть вибрации, уровень которых тем выше, чем больше длина обрабатываемой детали, меньше ее диаметр, меньше угол наклона конуса, ближе расположен конус к середине детали, больше вылет резца и меньше прочность его закрепления. В результате вибраций на обрабатываемой поверхности появляются следы и ухудшается ее качество. При обработке широким резцом жестких деталей вибрации могут отсутствовать, но при этом возможно смещение резца под действием радиальной составляющей силы резания, что приводит к нарушению настройки резца на требуемый угол наклона. Смещение резца зависит от режима обработки и направления подачи.
Конические поверхности с большими уклонами можно обрабатывать при повороте верхних салазок суппорта с резцедержателем - рисунок слева в), на угол a, равный углу наклона обрабатываемого конуса. Подача резца производится вручную (рукояткой перемещения верхних салазок), что является недостатком этого метода, поскольку неравномерность ручной подачи приводит к увеличению шероховатости обработанной поверхности. Указанным способом обрабатывают конические поверхности, длина которых соизмерима с длиной хода верхних салазок.
![]() Конические поверхности большой длины
с a=8-10
градусов можно обрабатывать при смещении задней бабки - рисунок слева г),
величина которого h=L×sin a. Величину смещения задней бабки определяют по шкале, нанесенной
на торце опорной плиты со стороны маховика, и риске на торце корпуса задней
бабки. Цена деления на шкале обычно 1 мм. При отсутствии шкалы на опорной плите
величину смещения задней бабки отсчитывают по линейке, приставленной к опорной
плите. Способы контроля величины смещения задней бабки показаны на рисунке
справа. В резцедержателе закрепляют упор, рисунок справа: а) или индикатор,
рисунок б). В качестве упора может быть использована тыльная сторона резца.
Конические поверхности большой длины
с a=8-10
градусов можно обрабатывать при смещении задней бабки - рисунок слева г),
величина которого h=L×sin a. Величину смещения задней бабки определяют по шкале, нанесенной
на торце опорной плиты со стороны маховика, и риске на торце корпуса задней
бабки. Цена деления на шкале обычно 1 мм. При отсутствии шкалы на опорной плите
величину смещения задней бабки отсчитывают по линейке, приставленной к опорной
плите. Способы контроля величины смещения задней бабки показаны на рисунке
справа. В резцедержателе закрепляют упор, рисунок справа: а) или индикатор,
рисунок б). В качестве упора может быть использована тыльная сторона резца.
Упор или индикатор подводят к пиноли задней бабки, фиксируют их исходное положение по лимбу рукоятки поперечной подачи или по стрелке индикатора, а затем отводят. Заднюю бабку смещают на величину больше h, a упор или индикатор передвигают (рукояткой поперечной подачи) на величину h от исходного положения. Затем заднюю бабку смещают в сторону упора или индикатора, проверяя ее положение по стрелке индикатора или по тому, насколько плотно зажата полоска бумаги между упором и пинолью.
Положение задней бабки для обработки конической поверхности можно определить по готовой детали. Готовую деталь (или образец) устанавливают в центрах станка и заднюю бабку смещают до тех пор, пока образующая конической поверхности не окажется параллельной направлению продольного перемещения суппорта. Для этого индикатор устанавливают в резцедержатель, подводят к детали до соприкосновения и перемещают (суппортом) вдоль образующей детали. Заднюю бабку смещают до тех пор, пока отклонения стрелки индикатора не будут минимальными, после чего закрепляют.
Для обеспечения одинаковой конусности партии деталей, обрабатываемых этим способом, необходимо, чтобы размеры заготовок и их центровых отверстий имели незначительные отклонения. Поскольку смещение центров станка вызывает износ центровых отверстий заготовок, рекомендуется обработать конические поверхности предварительно, затем исправить центровые отверстия и после этого произвести окончательную чистовую обработку. Для уменьшения разбивки центровых отверстий и износа центров целесообразно последние выполнять со скругленными вершинами.
![]() Распространенной является обработка
конических поверхностей с применением копирных устройств. К станине станка
крепится плита 1, рисунок слева а), с копирной линейкой 2, по которой
перемещается ползун 5, соединенный с суппортом 6 станка тягой 7 с помощью
зажима 8. Для свободного перемещения суппорта в поперечном направлении
необходимо отсоединить винт поперечной подачи. При продольном перемещении
суппорта 6 резец получает два движения: продольное от суппорта и поперечное от
копирной линейки 2. Величина поперечного перемещения зависит от угла поворота
копирной линейки 2 относительно оси 3 поворота. Угол поворота линейки определяют
по делениям на плите 1, фиксируют линейку болтами 4. Подачу резца на глубину
резания производят рукояткой перемещения верхних салазок суппорта. Обработку
конической поверхности 4, рисунок слева б), производят по копиру 3,
установленному в пиноли задней бабки или в револьверной головке станка. В
резцедержателе поперечного суппорта устанавливают приспособление 1 с копирным
роликом 2 и остроконечным проходным резцом. При поперечном перемещении суппорта
копирный ролик 2 в соответствии с профилем копира 3 получает продольное
перемещение, которое передается (через приспособление 1) резцу. Наружные
конические поверхности обрабатываются проходными, а внутренние конические
поверхности - расточными резцами.
Распространенной является обработка
конических поверхностей с применением копирных устройств. К станине станка
крепится плита 1, рисунок слева а), с копирной линейкой 2, по которой
перемещается ползун 5, соединенный с суппортом 6 станка тягой 7 с помощью
зажима 8. Для свободного перемещения суппорта в поперечном направлении
необходимо отсоединить винт поперечной подачи. При продольном перемещении
суппорта 6 резец получает два движения: продольное от суппорта и поперечное от
копирной линейки 2. Величина поперечного перемещения зависит от угла поворота
копирной линейки 2 относительно оси 3 поворота. Угол поворота линейки определяют
по делениям на плите 1, фиксируют линейку болтами 4. Подачу резца на глубину
резания производят рукояткой перемещения верхних салазок суппорта. Обработку
конической поверхности 4, рисунок слева б), производят по копиру 3,
установленному в пиноли задней бабки или в револьверной головке станка. В
резцедержателе поперечного суппорта устанавливают приспособление 1 с копирным
роликом 2 и остроконечным проходным резцом. При поперечном перемещении суппорта
копирный ролик 2 в соответствии с профилем копира 3 получает продольное
перемещение, которое передается (через приспособление 1) резцу. Наружные
конические поверхности обрабатываются проходными, а внутренние конические
поверхности - расточными резцами.
![]() Для получения конического отверстия в
сплошном материале, рисунок справа, заготовку обрабатывают предварительно
(сверлят, растачивают), а затем окончательно (развертывают). Развертывание
выполняют последовательно комплектом конических разверток - рисунок справа.
Диаметр предварительно просверленного отверстия на 0,5-1 мм меньше заходного
диаметра развертки.
Для получения конического отверстия в
сплошном материале, рисунок справа, заготовку обрабатывают предварительно
(сверлят, растачивают), а затем окончательно (развертывают). Развертывание
выполняют последовательно комплектом конических разверток - рисунок справа.
Диаметр предварительно просверленного отверстия на 0,5-1 мм меньше заходного
диаметра развертки.
Формы режущих кромок и работа разверток: режущие кромки черновой развертки (рисунок 25) - а) имеют форму уступов; получистовая развертка - б) снимает неровности, оставленные черновой разверткой; чистовая развертка - в) имеет сплошные режущие кромки по всей длине и калибрует отверстие. Если требуется коническое отверстие высокой, точности, то его перед развертыванием обрабатывают коническим зенкером, для чего в сплошном материале сверлят отверстие диаметром на 0,5 мм меньше, чем диаметр конуса, а затем применяют зенкер. Для уменьшения припуска под зенкерование иногда применяют ступенчатые сверла разного диаметра.

Рисунок 25- Виды разверток
3.3 Инструкционная карта «Обтачивание гладких цилиндрических поверхностей заготовки в трехкулачковом патроне с ручной подачей резца и подрезание торцов»
Цель задания: научиться обтачивать наружные цилиндрические поверхности заготовок, закрепленных в трехкулачковом самоцентрирующем патроне при механической подаче резца; точность обработки по 11-13 квалитету; шероховатость поверхности 40-20 мкм.
Оснащение рабочего места: трехкулачковый самоцентрирующий патрон; необходимые для работы подкладки; отвертки, ключи и др., заготовки (соответствующие чертежу на изготовленную деталь); резец проходной, отогнутый, правый, черновой; штангенциркуль с ценой деления по нониусу 0,1 мм; измерительная линейка; чертежи на детали, подлежащие обработке.
Организационные указания: установить рукоятку механизма вращения шпинделя в нейтральное положение.
1.Подготовка рабочего места и станка к обтачиванию заготовок в самоцентрирующем трехкулачковом патроне
1.Расположить на рабочем столе чертеж, необходимые измерительные инструменты, приспособления.
2.Проверить соответствие размеров заготовки чертежу. Проверить, соответствуют ли длина и диаметр заготовки чертежу и таблицам припусков на предварительную обработку.
3.Установить, выверить и закрепить заготовку в трехкулачковом самоцентрирующем патроне.
Вылет заготовки из кулачков патрона должен быть таким, чтобы она при обработке не вибрировал и не подрывалась резцом. Вылет заготовки рекомендуется брать не более 2,5-3 диаметров изготовляемой детали, а не заготовки.
4.Установить и закрепить проходной резец в резцедержателе. Выверить вершину резца строго на уровне оси центров станка с вылетом из резца приблизительно 1-1,5 высоты державки резца.
5.настроить станок на требуемую частоту вращения шпинделя. Подобрать скорость резания в зависимости от обрабатываемого материала заготовки, материала резца, требуемой глубины резания и подачи. Определить частоту вращения шпинделя по формуле:
n=1000v/ПD (мин-1)
или
n-318 v/ПD (об/мин-1),
где v-скорость резания, D-диаметр обработки.
2.Обтачивание гладких цилиндрических поверхностей заготовки в трехкулачковом патроне с ручной подачей резца
1.Выполнить условия безопасности на станке. Рабочая одежда должны быть застегнуты и плотно прилегать к телу. Волосы убрать под головной убор. Для предохранения глаз от попадания стружки использовать защитные очки или экран, расположенный на каретке суппорта станка. Для удаления стружки применять специальный крючок.
2.Включить механизм вращения шпинделя (включить станок).
3.Установить резец на требуемую глубину резания. Требуемую глубину резания (мм), на которую нужно подать резец, и число рабочих ходов определить согласно размерам на чертеже детали и заготовки.
4.Обточить поверхность заготовки на длину 3-5 мм с ручной подачей резца. Ручную подачу резца выполнить равномерным вращением маховичка фартука против часовой стрелки.
5.Отвести резец от заготовки и переместить его в исходное положение. Выключить станок.
6.Измерить диаметр обработанной заготовки. Штангенциркулем измерить обточенную часть заготовки. Если полученный диаметр больше требуемого, то подсчитать число лимба поперечной подачи, на которое нужно подать резец для получения требуемого диаметра. Подать резец. Выполнить второй рабочий ход. Вновь измерить обработанную поверхность. При получении требуемого диаметра обработку заготовки выполнить на заданной длине с ручной подачей резца.
7.Обтогчить гладкую цилиндрическую поверхность на заданную длину. Включить станок, переместить резец на врезание ручной продольной подачей. Вращать маховичок с перехватом рук до окончания обтачивания на заданную длину гладкой цилиндрической поверхности заготовки.
8.По окончании обтачивания резец отвести от обработанной поверхности поперечной подачи на себя и продольной подачей вправо возвратить в исходное положение. Выключить станок и электродвигатель. Измерить штангенциркулем полученный диаметр.
9.Закончить выполнение задания. Открепить и снять заготовку и резец.
3.Подрезание уступов в трехкулачковом патроне с ручной подачей резца
1.Установить и закрепить ступенчатый вал в трехкулачковом патроне и проходной упорный резец в резцедержателе. Установить вершину проходного упорного резца 2 с главным углом в патроне 900 (рисунок 26) на уровне оси центров.

Рисунок 26 – Установка вершины проходного резца
2.Установить требуемую частоту вращения шпинделя.
3.Выключить станок.
4.Подрезать уступ высотой до 5 мм. Проходной упорный резец 2 (рисунок 26) переместить ручной поперечной подачей до соприкосновения вершины резца с поверхностью заготовки 1.
Уступ заготовки высотой до 5 мм подрезать за один рабочий ход продольной ручной подачей по стрелке А (рисунок 27).

Рисунок 27- Установка продольной подачи по стрелке А
Отвести резец от обрабатываемой поверхности заготовки поперечной подачей по стрелке Б (рисунок 28).

Рисунок 28 – Отвод резца поперечной подачи по стрелке Б
5.Выключить станок.
6.Измерить длину ступени. Измерить длину ступени измерительной линейкой, стержнем глубиномера штангенциркуля, штангенглубиномером или шаблоном.
7.Подрезать уступ высотой более 5 мм. Проходной упорный резец 2 (рисунок 29) установить на угол в плане 950 и подрезать за несколько рабочих ходов наклонный уступ продольной подачей по стрелке А (рисунок 29 и 30).

Рисунок 29 – Установка проходного упорного резца

Рисунок 30 – Установка резца на угол 950
Для окончательного подрезания уступов подать резец ручной поперечной подачи до соприкосновения его вершины с цилиндрической поверхностью ступени меньшего диаметра, затем прямой продольной подачей переместить резец до неглубокого врезания в предварительно подрезанный уступ (рисунок 31) и ручной подачей на себя подрезать его окончательно.

Рисунок 31 – Перемещение резца до неглубокого врезания
Отвести резец от обрабатываемой поверхности заготовки по стрелке Б (рисунок 32).

Рисунок 32 – Отвод резца по стрелке Б
8.Выключить станок.
9.Измерить длину ступени.
10.Открепить и снять заготовку и резец.
Глава 4. Безопасные приемы труда и организации труда Рабочее место токаря
4.1 Функции станочника по обслуживанию станков
На универсальных станках настройку режимов резания производит станочник непосредственно перед или во время обработки, устанавливая рукоятками частоту вращения шпинделя, подачу и глубину резания. На специальных и специализированных станках режимы резания устанавливаются заранее (согласно карте наладки), путем установки сменных колес в цепях главного движения и подач. Наладку завершают регулировкой инструментов на размер и пробными работами.
На большинстве станков при механической обработке на направляющих станины и суппортов образуется мелкая пылевидная стружка, которая оседает на оборудовании, поэтому после каждой смены предусматривается 10—15 мин на уборку.
За это время рабочий-станочник обязан тщательно очистить оборудование от стружки и грязи. Направляющие необходимо тщательно протереть от охлаждающей жидкости и тщательно смазать тонким слоем масла. Смазывание оборудования в цехе производят по графику. Доставку масел, долив в резервуар, замену отработанных масел и периодическое смазывание производят по графику.
Ежедневное смазывание оборудования и контроль за состоянием системы подачи СОЖ выполняет станочник.
При работе оборудования необходимо также периодически проверять качество обрабатываемых деталей. При ухудшении качества, которое контролируется станочником или специальными приборами, станочник должен произвести подналадку оборудования, отрегулировать механизмы станка.
4.2 Уход и обслуживание за станками
Уход и обслуживание включает в себя чистку и смазывание, осмотр и контроль состояния механизмов и деталей станков и оснастки, уход за гидросистемой, системами смазывания и подачи СОЖ, регулировку и устранение мелких неисправностей. При эксплуатации автоматизированных станков применяют смешанную форму обслуживания: наладку станка производит наладчик, а подналадку — станочник. При этом в функции станочника входят: приемка заготовок и их установка; снятие готовых деталей; оперативное управление;
периодический контроль деталей; смена или регулирование режущего инструмента;
регулирование подачи СОЖ; контроль за удалением стружки и др.
Уход за гидросистемой оборудования предусматривает контроль температуры масла, которая не должна превышать +50 °С. Первую замену масла в гидросистеме, как правило, производят через 0,5—1 месяц работы, чтобы удалить продукты притирки механизмов. В дальнейшем замену масла производят через 4— 6 месяцев.
Необходимо систематически контролировать и поддерживать уровень масла, следить за состоянием трубопроводов (во избежание утечек и попадания воздуха в гидросистему), регулярно чистить фильтры.
Уход за электрооборудованием включает в себя ежемесячную очистку аппаратов от грязи и пыли, подтягивание винтовых соединений, контроль плавности перемещений и надежности возврата подвижных частей электроаппаратов в исходное положение.
Периодически смазывают приводы аппаратов, тонким слоем смазочного материала, не допуская попадания его на контакты. Раз в полгода меняют полярность рабочих контактов у кнопок и выключателей, работающих в цепях постоянного тока, проверяют состояние контактов.
При появлении пригара или капель металла на поверхности контактов их слегка зачищают бархатным надфилем. Особенности эксплуатации станков обязательно указывают в инструкциях.
Соблюдение инструкций обеспечит длительную, бесперебойную работу оборудования.
4.3 Испытание станков
Металлорежущие станки подвергаются приемным испытаниям, которые состоят из следующих этапов: испытания на холостом ходу и проверка паспортных данных;
испытания под нагрузкой и в работе; испытания на точность; испытания на жесткость и виброустойчивость.
Испытания на холостом ходу и проверку паспортных данных начинают включением минимальной скорости главного движения. Затем устанавливают другие ступени скорости, включают подачу и ускоренный ход. При оговоренной техническими условиями частоте вращения шпинделя станок должен непрерывно работать не менее 1,5—2 ч, причем установившаяся избыточная температура нагрева шпиндельных опор не должна превышать +50. °С для станков класса Н. Проверяют фиксацию рукояток и усилия их переключения, безотказность блокировок, действия системы смазывания,
охлаждения, гидра и электрооборудования, уровень шума, наибольшую мощность холостого хода главного привода. Определяют основные параметры и размеры станка.
При испытаниях под нагрузкой и в работе проверяют наибольшие силы резания (с кратковременной перегрузкой на 25%), наибольшие мощность и крутящий момент, убеждаются в безотказности действия под нагрузкой всех механизмов и систем, предохранительных устройств и тормозов. При рекомендуемых режимах в станке не должно быть вибраций, которые могут приводить к выкрашиванию режущей кромки инструмента или к образованию дробленой поверхности обработки.
Точность оборудования нормируется соответствующими ГОСТами, построенными на предположении, что геометрические погрешности данного станка являются систематическими и полностью переносятся на обрабатываемую деталь. Это позволяет не проводить анализ результирующей погрешности на деталях в целях выявления только геометрических погрешностей станка, что очень трудно, а заменить проверку детали соответствующей геометрической проверкой станка. Путем сбора на большом числе станков статистического материала о их геометрических погрешностях были составлены действующие ГОСТы на нормы точности. В них для каждого типа станков приведено определенное число инструментальных проверок геометрической точности, проводимых обычно в статическом состоянии и при перемещениях отдельных частей станка, осуществляемых вручную или на самых малых скоростях.
При проведении испытаний большое значение имеют условия, при которых производят измерения. Проверку необходимо проводить при температуре +20. °С; колебания температуры не должны превышать ±0,5. °С для станков класса. С, ±1.°С для станков классов А и В и ± 2 °С для менее точных станков. Станок на точность проверяют после его обкатки. Объем испытания определяется соответствующими нормами точности, предусмотренными ГОСТом.
Типовыми обычно являются проверка точности геометрических форм базирующих поверхностей (прямолинейность, плоскостность, овальность, конусность и т. п.), взаимного расположения этих поверхностей (параллельность, перпендикулярность, соосность), формы траектории движения исполнительных звеньев станка, взаимосвязанных движений (кинематическая точность), координатных перемещений (линейных и угловых).
Все проверки осуществляют без внешней нагрузки. В ГОСТ 2267—76 приведены схемы и способы измерения геометрической точности.
4.4 Общие требования техники безопасности
1. Общие требования безопасности.
1.1 К самостоятельной работе на станке допускаются лица не моложе 18 лет, изучившие инструкцию по охране труда и прошедшие инструктаж по охране труда, и имеющие первую группу по электро безопасности.
1.2 Работник обязан:
- соблюдать Правила внутреннего трудового распорядка;
-не допускать употребления алкогольных, наркотических и токсических средств на рабочем месте, а также курения в не установленных местах;
- соблюдать правила личной гигиены. Прием пищи должен быть организован в специальном месте.
1.3 Работник должен знать и соблюдать правила пожарной безопасности. Загромождение и захламление помещений, проходов не допускается.
1.4 Работник должен уметь оказывать первую (доврачебную) помощь.
1.5 В процессе работы возможно действие следующих опасных и вредных производственных факторов:
- подвижные части оборудования,
- передвигающиеся изделия, заготовки,
- повышенный уровень шума.
Возможные последствия: травмирование при соприкосновении с вращающимися частями станка, режущим инструментом, отрицательное воздействие шума на органы слуха.
1.6 Работающие должны соблюдать правила личной гигиены. Прием пищи должен быть организован в специальном месте.
1.7 Работающие должны быть обеспечены средствами индивидуальной защиты в соответствии с отраслевыми нормами.
1.8 Работающие обязаны знать и соблюдать основные правила пожарной безопасности. Загромождение и захламление помещения, проходов, рабочих мест не допускается.
1.9 О каждом несчастном случае на производстве пострадавший или очевидец должны сообщить администрации.
1.10 Лица, нарушившие требования инструкции по охране труда, несут ответственность в порядке, установленном законодательством.
2. Требования безопасности перед началом работы.
2.1 Правильно надеть спецодежду (фартук с нарукавниками или халат, берет или косынку):
- застегнуть обшлага рукавов на пуговицы, не завязывать их тесемкой;
- спрятать волосы под головной убор: берет или косынку, завязанную без свисающих концов.
2.2 Проверить наличие и надежность крепления защитных ограждений и соединений защитного заземления с корпусом станка.
2.3 Проверить наличие крепления и расположить заготовки и инструменты в определенном порядке на приставной тумбочке или на особом приспособлении.
2.4 Прочно закрепить резец и обрабатываемую деталь. Вынуть ключ из патрона и положить на установленное место.
2.5 Проверить работу станка на холостом ходу и исправность пусковой коробки путем включения и выключения кнопок и рычагов управления.
2.6 Надеть защитные очки.
3. Требования безопасности во время работы.
3.1 Плавно подводить резец к обрабатываемой детали, не допускать увеличения сечения стружки.
3.2 Во избежание травм запрещается:
- наклонять голову близко к патрону или режущему инструменту;
- передавать и принимать предметы через вращающиеся части станка;
- облокачиваться или опираться на станок, класть на него инструмент или заготовки;
- измерять обрабатываемую деталь, смазывать, чистить и убирать стружку со станка до полной остановки;
- охлаждать режущий инструмент или обрабатываемую деталь с помощью тряпки;
- выход из-под резца длинной стружки;
- останавливать станок путем торможения рукой патрона;
- отходить от станка, не выключив его;
- поддерживать и ловить рукой отрезаемую деталь.
3.3 Зачистку деталей на станке производить напильником или шкуркой, прикрепленными к жесткой оправе. Рукоятка оправы должна быть с предохранительным концом. При работе держать его левой рукой.
3.4 Перед выключением станка необходимо отвести резец от обрабатываемой детали.
3.5 При работе на центрах проверь, надежно ли закреплена задняя балка, и следи, чтобы засверловка была достаточна и угол ее соответствовал углу центров.
3.6 Пользуйся ключами, соответствующими гайками и головками болтов.
3.7 Обрабатываемый пруток не должен выступать за пределы станка.
3.8 При прекращении подачи электротока во время работы немедленно выключить станок.
4. Требования безопасности в аварийных ситуациях.
4.1 При возникновении пожара следует немедленно сообщить о случившемся в пожарную охрану и администрации учреждения, подать сигнал пожарной тревоги и приступить к тушению пожара имеющимися средствами (огнетушитель, песок, кошма).
4.2 В случае выявления нарушений правил охраны труда, создающих реальную угрозу жизни и здоровью самого работника, отключить оборудование, прекратить работу и сообщить об этом непосредственному руководителю работ.
4.3 При загорании электроустановок, электропроводки необходимо отключить их от сети питания.
5. Требования безопасности по окончанию работы.
5.1 Отвести суппорт, выключить мотор.
5.2 Удалить стружку со станка при помощи щетки, а из пазов станины – крючками. Сдувать стружку ртом или сметать рукой запрещается.
5.3 Протереть станок, смазать, привести в порядок инструмент и индивидуальные средства защиты. Сдать станок дежурному или учителю.
5.4 Привести себя в порядок.
Опасности в работе.
Несчастные случаи при работе на токарных станках происходят в следствие:
- отсутствия или неисправности ограждения;
- непрочного крепления детали и инструмента;
- неисправности и притупления режущего инструмента;
- неисправности электрооборудования, и в частности заземления;
- беспорядка на рабочем месте.
4.5 Пожарная безопасность
При работе на металлорежущих станках необходимо соблюдать инструкции по обработке металлов, которые создают концентрацию взрывоопасной пылевой смеси в воздухе (например, магниевые сплавы).
Смазочные материалы убирают в тумбочку, с тем, чтобы исключить возгорание при попадании раскаленной стружки. Неиспользованные обтирочные материалы также хранят в тумбочке, а использование- сразу относят в специальные отведенные мета.
Надо помнить, что при работе допускается кратковременная перегрузка станка. При длительной перегрузке, т.е. при нагрузках, превышающих мощность электродвигателя, станок нагревается и может сгореть. Поэтому при появлении признаков возгорания двигателя необходимо обесточить станок и вызвать дежурного электрика.
Следует помнить, что тушить электродвигатель водой нельзя, так как ток распространяется во влажной среде и это может вызвать поражение электрическим током рабочего и окружающих.
Быстрое обнаружение загорания и немедленное сообщение об этом мастеру и пожарной дружине является важным условием своевременного ограничения распространения и ликвидации пожара. Для сообщения о пожаре на предприятиях служат специальная система сигнализации и телефонная связь.
Пожар- процесс горения, который может быть прерван путем прекращения доступа воздуха к горящему предмету или снижения его температуры. В цехах, обычно в специальных шкафах, размещены краны и рукава с насадками для управления струей воды, ящики с песком и щиты с инструментом. Другим распространенным средством тушения пожара, особенно при загорании оборудования, являются огнетушители (воздушно-пенные, жидкостные, порошковые, углекислотные и др.).
4.6 Электробезопасность
Электротравмы возникают при прохождении электрического тока через тело человека.
Тяжесть поражения электрическим током зависит от величины тока и напряжения, а так же от пути прохождения тока в организме человека, длительности действия тока, частоты (с повышением частоты переменного тока степень поражения снижается, переменный ток опаснее постоянного).
Опасным напряжение может оказаться шаговое напряжение, возникающее при растекании тока в землю. Растекание тока возможно в случаях касания оборванного электрического провода воздушной сета с землей или при срабатывании защитного заземления. Если человек окажется в зоне растекания тока, то между ногой, находящейся ближе к заземлению, и ногой, отстоящей от заземления на расстоянии шага (0,8 м), возникает разность потенциалов (шаговое напряжение) и от ноги к ноге замкнется цепь тока. Для защиты от шагового напряжения пользуются резиновой обувью.
Помещения по степени безопасности поражения людей электрическим током подразделяются на три категории: особо опасные (высокая влажность и температура воздуха, химически активная среда, приводящая к разрушению изоляции токоведущих частей), с повышенной опасностью ( токопроводящие полы, возможность прикосновения человека к металлическим конструкциям и корпусам электрооборудования и др.) и без повышенной опасности (отсутствие опасности поражения электротоком). Электрические установки и устройства считаются опасными, если у них токоведущие части не ограждены и расположены на доступной для человека высоте менее 2,5 м отсутствует заземление, запыление и защитные отключения токопроводящих конструкций (металлические корпуса магнитных пускателей, кнопок «пуск», «стоп» и др. Правилами технической эксплуатации электроустановок, к работе на них допускаются лица пяти квалификационных групп. Квалификационная группа I присваивается персоналу, не прошедшему проверку знаний по правилам технической эксплуатации электроустановок. Квалификационная группа II присваивается лицам, имеющим элементарные технические знания (электромонтеры, электросварщики и др.). Повышение квалификационной группы присваиваются лицам, имеющим повышенные знания по электротехнике и по электрооборудованию.
Электроустановками называются совокупность машин, аппаратов, линий и вспомогательного оборудования (вместе с сооружениями помещениями, в которых они установлены), предназначенных для производства, преобразования, трансформации, передачи, распределения электрической энергии и преобразования ее в другой вид энергии.
Электроустановки по условиям электробезопасности разделяются правилами электроустановки до 1000 вольт и электроустановки выше 1000 вольт (по действующему значению напряжения).
Действующими электроустановками считаются такие установки или их участки, которые находятся под напряжением полностью или частично, или на которые в любой момент может быть подано напряжение включением коммутационной аппаратуры.
Обслуживание действующих электроустановок, проведение в них оперативных переключений, организация и выполнение ремонтных, монтажных или наладочных работ и испытаний осуществляются специально подготовленным электротехническим персоналом, сдавшие экзамен на группу по электробезопасности и обязательной для выполнения данной работы (должности).
Электротехнический персонал должен ясно представлять себе технические особенности своего предприятия, строго соблюдать трудовую дисциплину, знать и выполнять « Правила технической эксплуатации». Лица неэлектрической специальности (технологический персонал предприятия), обслуживающие электрифицированные механизмы или работающие на них, должны пройти ежегодную проверку знаний по технике безопасности с записью в журнале с присвоением квалификационной группы по электробезопасности, соответствующей для выполнения своих профессиональных обязанностей ( 1 группа- специальности, включающие электропривода механизмов, 2 группа- плавильщики, машинисты кранов и грузоподъемных механизмов, термисты ВЧ).
Лицам неэлектрической специальности запрещается производить работу в электрических установках, как-то:
А) подключение электропроводов к электродвигателям, сварочным трансформаторам, электроаппаратам, к ручному электроинструменту;
Б) замена предохранителей и сгоревших ламп;
В) изолирование оголенных проводов, как находящихся под напряжением, так и отсутствии напряжения, а также прикосновение к ним.
В таких случаях для устранения неисправности нужно вызвать электромонтера и принять меры по исключению получения электротравмы другими лицами.
При ремонте станков, механизмов электрических установок, приводимых в работу действием электрического тока, должно быть произведено отключение данной установки не менее высокой температуры (более 30 градусов), токопроводящей пылью и полами ( металлическими, земляными, железобетонными, кирпичными и т.п.), или когда работы усугубляются теснотой неудобным положением работающего (сырые подвалы, колодцы и т.п.), для питания ручных переносных ламп должно применяться напряжение не выше 12 вольт. На каждой переносной лампе должен иметься порядковый номер.
Глава 5. Охрана окружающей среды
5.1 Экологическая политика АЗФ
Аксуский завод ферросплавов в процессе деятельности осуществляет воздействие на следующие компоненты окружающей среды: атмосферу, воды, растительного и живого мира.
Зону влияния на атмосферу определяют в основном источники выбросов следующих подразделений предприятия: плавильные цеха №№1,2,4,6; ЦПШ-1,2;ТСЦ;БРМЦ;ЦПШ.
Основными ингредиентами в выбросах вредных веществ АЗФ являются: пыль кремний содержащая, пыль неорганическая, зола, оксид углерода, оксиды азота, сероводорода, оксиды алюминия, хрома и марганца.
Самыми мощными источниками АЗФ, выбрасывающими в атмосферу оксиды алюминия, неорганическую пыль и пыль кремний содержащую являются открытые печи цеха № 4 и закрытые печи цехов №1,2 и 6.
Оксиды хрома выбрасывают дымовые трубы, летки и реверсивные конвейера печей, разливочные машины, тракты подачи шихты и дозировочные отделения цехов №2 и 6, а также тракты подачи и узлы подготовки шихты и дозировочные отделения цехов № 2 и 6, а также от тракта подачи и узлов подготовки шихтовых материалов ЦПШ-2.
Основными источниками выбросов золы, сероводорода и оксида азота являются районная отопительная котельная (РОК-2) и заводские котельные.
Основными источниками выбросов в атмосферу окиси углерода являются открытые печи цеха №4.
Очистка выбросов на АЗФ осуществляется при помощи газоочистительных установок «сухого» и «мокрого» типа, аспирационных систем.
Все закрытые печи на АЗФ оборудованы газоочистными установками, в которых очистка газов от взвешенных частиц осуществляется «мокрым» способом-скруббер, труба Вентури с каплеотделением. Данный способ позволяет производить очистку отходящего ферросплавного газа с коэффициентом очистки 0,99. Очищенный газ подается на заводскую котельную, как топливо.
Для очистки газа в открытых печах используются «сухие» газоочистки с рукавными фильтрами. На вспомогательном оборудовании используются циклоны ЦН15.
АЗФ не имеет сброса производственных и хозфекальных стоков в открытые водоемы. Система водоотведения АЗФ подразделяется на несколько самостоятельных систем канализации:
- производственной канализации;
-хозфекальной канализации;
-ливневой канализации;
-канализации промывных вод.
АЗФ не осуществляет сбросов в поверхностные водоемы, поэтому прямого воздействия на поверхностные воды нет.
Для зоны влияния АЗФ характерны два вида загрязнения подземных вод. Это химическое и бактериальное. Из макрокомпонентов в грунтовых водах отмечаются азотистые соединения, но их содержание не превышает предельно допустимых величин.
Пылевые и газовые выбросы в атмосферу являются основным источником загрязнения почв. Кроме того, большую нагрузку на почвы создают отходы в шлакоотвалах и шламонакопителях. Специфика загрязнения и накопления в почвах загрязняющих веществ зависит от состава выбросов АЗФ с одной стороны и геохимических особенностей степных и пойменных ландшафтов с другой.
На всей территории Аксуского промузла происходит накопление различных металлов. Ведущая роль в загрязнении почв принадлежит осаждениям из атмосферных газопылевых выбросов.
Растительный и животный мир, являясь компонентом единой экосистемы так же испытывает влияние производственной деятельности АЗФ.
Наиболее сильными воздействиями, связанными с деятельностью АЗФ являются механические нарушения почвенно-растительного покрова при строительстве различных объектов инфраструктуры.
На механическое разрушение растительного покрова накладывается химическое загрязнение в результате выбросов-вредных веществ и их осаждения на почвенно-растительный покров. Из основных видов воздействия на животный мир можно выделить опустынивание степных ландшафтов, смену растительности, что приводит к обеднению численности животных.
Аксуский завод ферросплавов- филиал АО «ТНК» «Казхром», как один из мировых лидеров в производстве ферросплавов проводит деятельность в области охраны окружающей среды, ориентируясь на требования международного стандарта ИСО 14001.
Цель- непрерывное снижение неблагоприятного воздействия производственных процессов и продукции и населения, проживающего в зоне влияния предприятия. Усилия направлены на сокращение выбросов, уменьшение и образования и повышение эффективности переработки отходов.
Основные направления деятельности Аксуского завода ферросплавов в облати охраны окружающей среды следующие:
- каждый в ответе за охрану окружающей среды-такова основа деятельности завода;
- управлять производственной деятельностью и экологическим ростом в соответствии с законодательными требованиями и действующими внутренними стандартами, направленными на защиту окружающей среды, здоровье и безопасности персонала, а также осуществлять профилактические программы;
- ежегодно сокращать объемы выбросов, образования отходов на единицу выпускаемой продукции;
- ежегодно сокращать потребление энергоресурсов, сырья и материалов на единицу выпускаемой продукции;
- при проектировании и внедрении новых процессов и оборудования, модернизации, ремонтах и эксплуатации существующих применять технологии и технику, позволяющие сократить образование загрязняющих веществ в источнике их образования.
Заключение
Данная работа содержит теоретический и практический материал, которые связанны между собой для преобразования цели выполнения задания по инструкционной карте.
Раскрывается технологический процесс обработки наружных цилиндрических и торцовых поверхностей с применением механической подачи.
Инструкционная карта составлена по заданию дипломного проекта, содержит определенную цель; описание оснащения рабочего места: поводковый патрон, передний и задний центры, хомутик, штангенциркуль, цилиндрические заготовки гладкие, резец проходной отогнутый черновой правый, крючок для отвода и удаления стружки, защитные очки.
Описывается наладка станка для обработки заготовки в центрах; определяется припуск на черновое обтачивание и режим резания при черновом обтачивании; настройка станка для черновой обработки заготовки; по выбранной скорости резания и диаметру обрабатываемой заготовки определяется частота вращения шпинделя; включение и выключение станка на другие операционные переходы.
Токарь должен быть широко развит в своей работе, так как токарная обработка является творчеством, должен знать и уметь применять все виды и методы точения и выполнять свою работу, как художник.
Профессия актуальна и нужна на Аксуском заводе ферросплавов.
Описанный технологический процесс и инструкционную карту с выполнением задания на данный процесс, можно применять при изучении тем «Обтачивание гладких цилиндрических поверхностей заготовки в трехкулачковом патроне с ручной подачей резца и нарезание уступов », а так же может применяться в виде примера составления инструкционных карт по выполнению токарной обработки и изготовлению изделия.
Список используемая литература
1. Слепинен В.А. « Руководство для обучения токарей по металлу»- М. Высшая школа, 1977 г.
2. Барбашов Ф.А. « Фрезерные работы»- М. Высшая школа, 1986 г.
3. Денежный П.М. « Токарное дело»- М. Высшая школа, 1973 г.
4. Фещенко В.Н. « Токарная обработка»- М. Высшая школа, 1990 г.
5. Чернов Н.Н. « В помощь молодому токарю»- Омск; Омское книжное издательство, 1990 г.
6. Правила по охране труда для работающих на Аксуском заводе ферросплавов- Аксу- 2004 г.
7. Памятка о безопасных методах труда на АЗФ- г.Аксу 2011 г.
Рабочие листы
к вашим урокам
Скачать
Данный дипломный проект может служить примером для написания различных дипломных проектов по различным спецификам и видам обучения. Проект содержит введение, где студент описывает свою профессию и где применяется данная профессия; развитие токарного дела; научная организация труда; различные приспособления и режущий инструмент для токарной обработки; технологическая часть с описание технологии выполнения механической обработки цилиндрической поверхности в ручную; составлена технологическая карта последовательности выполнения обработки; техника безопасности.

6 661 452 материала в базе
Настоящий материал опубликован пользователем Козярская Маргарита Владимировна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Удалить материал
Ваша скидка на курсы
40%
Курс повышения квалификации
72/180 ч.

Курс профессиональной переподготовки
600 ч.

Курс профессиональной переподготовки
300/600 ч.

Мини-курс
4 ч.

Мини-курс
4 ч.


Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.