



































- 04.02.2020
- 221
- 0
ЩИГРОВСКИЙ ФИЛИАЛ ОБЛАСТНОГО БЮДЖЕТНОГО
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ
«СОВЕТСКИЙ СОЦИАЛЬНО- АГРАРНЫЙ ТЕХНИКУМ
ИМЕНИ В.М.КЛЫКОВА»
Методические указания
по выполнению практических и лабораторных работ по
ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки.
Профессия
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
2017 год
|
РАССМОТРЕНЫ: на заседании предметно-цикловой методической комиссии___________М.В.Чубарова_
Протокол №___ от «___»____________20___г.
|
УТВЕРЖДАЮ: Зав. Учебной частью ______________ Н.Л.Рюмшина «___»________________20___г.
|
Разработчик:
Гамов Иван Митрофанович – мастер производственного обучения
Оглавление
Стр.
1. Введение 4
2. Содержание практических и лабораторных работ 7
3. Список литературы 117
1.Введение
Настоящие методические рекомендации служат руководством для студентов при выполнении лабораторных и практических работ. С их помощью обучающийся сможет самостоятельно справиться с выполнением заданий.
Лабораторно-практические работы составлены в соответствии с действующей программой профессионального модуля «Подготовительно-сварочные работы и контроль качества сварных швов после сварки» для студентов по профессии 15.01.05. Сварщик (ручной и частично механизированной сварки (наплавки).
Работы проводятся по следующим междисциплинарным курсам профессионального модуля:
- МДК.01.01 Основы технологии сварки и сварочное оборудование
- МДК. 01.02 Технология производства сварочных конструкций
- МДК. 01.03 Подготовительные и сварочные операции перед сваркой
- МДК. 01.04 Контроль качества сварных соединений
Главная цель данных лабораторных и практических работ – практическое закрепление и углубление знаний, полученных на теоретических занятиях по ПМ. 01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки.
Для успешного выполнения лабораторно-практических работ обучающиеся обязаны ознакомиться с порядком их проведения и изучить соответствующие разделы теоретического курса, они должны четко представлять задачу, уметь проводить необходимые расчеты.
Каждая практическая работа включает в себя контрольные вопросы, направленные на практическое применение полученных знаний.
Задачи практических работ:
-формирование первоначальных умений работы со специальным оборудованием;
-подбор инструментов, инвентаря для выполнения работ;
-изучение правил безопасного использования оборудования и умение им пользоваться;
-формирование умений работы с нормативной и технологической документацией;
– решение производственных ситуаций во время практической работы;
– осуществлять контроль и качество выполненной работы.
Выполнение лабораторных работ требует наличие слесарной и сварочных мастерских. Необходимым условием является так же наличие технических средств обучения; персональных компьютеров и систем мультимедиа.
Практические и лабораторные работы составляют важную часть профессиональной подготовки студентов. Они направлены на экспериментальное подтверждение теоретических положений и формирование практических навыков и умений.
В результате выполнения лабораторных работ обучающийся должен
уметь:
- выполнять правку и гибку, разметку, рубку, резку механическую, опиливание металла;
- подготавливать газовые баллоны к работе;
-выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками;
- проверять точность сборки;
знать:
- правила подготовки изделий под сварку;
- назначение, сущность и технику выполнения типовых слесарных операций, выполняемых при подготовке металла к сварке;
- средства и приемы измерений линейных размеров, углов, отклонений формы поверхности;
- виды и назначение сборочно-сварочных приспособлений;
- виды сварных швов и соединений, их обозначения на чертежах;
- типы разделки кромок под сварку;
- правила наложения прихваток;
- типы газовых баллонов и правила подготовки их к работе.
Правила выполнения лабораторных работ
Лабораторно-практические работы проводятся после изучения обучающимися соответствующих тем теоретического курса и закрепления пройденного материала.
Практические работы выполняются фронтально, когда обучающиеся выполняют одновременно одну и ту же работу.
Все работы выполняются в следующей последовательности: сначала обучающиеся знакомятся с общими сведениями, затем приступают к практической части работы, после этого составляют отчет и отвечают на контрольные вопросы.
Результаты расчетов, бракераж и составление отчета по лабораторной работе обучающиеся выполняют в часы, отведенные для лабораторных работ; расчеты и ответы на вопросы практических работ - на уроке. Отчет составляется в рабочей тетради. Отчет должен содержать номер и название работы, дату выполнения. Кроме того в отчете приводятся данные, которые обучающиеся получили на лабораторной или практической работе. Данные заносятся в таблицу. Текст, формулы в отчете выполняются одной пастой; рисунки, таблицы - карандашом с помощью чертежных принадлежностей. В заключение отчета обучающиеся, на основании полученных результатов, делают краткие выводы.
Полностью оформленный отчет предъявляется преподавателю. Для получения зачета необходимо предъявить правильно оформленный отчет с записями и ответами на контрольные вопросы.
Основными критериями оценки лабораторных и практических работ являются:
1. Выполнение работы в полном объеме и в отведенное время.
2. Аккуратность и соблюдение режима.
3. Умение пользоваться всем инвентарем и оборудованием, используемым при проведении работы.
4. Самостоятельность и активность при выполнении работы.
5. Техническая грамотность в оформлении работы.
6. Правильные ответы на контрольные вопросы.
Одно из основных условий оценки работы обучающимися - соблюдение правил техники безопасности.
Во избежание несчастных случаев обучающиеся допускаются к выполнению лабораторных работ только после проведения преподавателем инструктажа по технике безопасности.
Инструктаж должен носить как общий для всех работ характер, так и конкретный, для каждой работы в отдельности. Каждый обучающийся после инструктажа расписывается в специальном журнале, что с правилами техники безопасности ознакомлен и обязуется их выполнять. В дальнейшем, на протяжении всего цикла лабораторных работ, обучающиеся должны строго следить за выполнением всех мероприятий, обеспечивающих безопасность работ с различными инструментами, инвентарем и оборудованием.
Ниже приведены основные правила техники безопасности при выполнении лабораторных работ:
1. Прежде, чем приступить к работе, следует внимательно ознакомиться с заданием, необходимым для его выполнения оборудованием, инструментами, инвентарем и порядком выполнения работы.
2. Не приступать к выполнению работы без разрешения преподавателя.
3. Быть внимательным и дисциплинированным, точно выполнять указания преподавателя во время выполнения работы.
4. Нельзя переносить оборудование, загромождать свое рабочее место оборудованием, не относящимся к выполняемой работе, так как это может стать причиной несчастного случая.
5.Следить за исправностью всех креплений в оборудовании.
6.После окончания работы обязательно привести в порядок своё рабочее место и только после этого (с разрешения преподавателя) можно выйти из кабинета.
2. Содержание практических и лабораторных работ
Практическая работа №1
Тема: «Условное обозначение сварных швов на чертеже»
Цель работы: ознакомить учащихся с правилами обозначения сварных швов на чертежах
Условное обозначение сварных швов на чертеже
В соответствии с ГОСТ 2.312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком « + » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).

Рис.1.
Условные изображения видимых и невидимых швов сварных соединений:
а — видимый электрозаклепочный, б — видимый стыковой односторонний, в —
невидимый стыковой односторонний; 1— условное обозначение шва по ГОСТу
Вспомогательные знаки для обозначения сварных швов
|
№ п/п |
Вспомогательный знак |
Значение вспомогательного знака |
Расположение вспомогательного знака относительно полки линии выноски |
|
|
С лицевой стороны |
С оборотной стороны |
|||
|
1 |
|
Усиление шва снять |
|
|
|
2 |
|
Наплывы и неровности шва обработать с плавным переходом к основному металлу |
|
|
|
3 |
|
Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения |
|
|
|
4 |
|
Шов прерывистый или точечный с цепным расположением. Угол наклона линии равен 60° |
|
|
|
5 |
|
Шов прерывистый или точечный с шахматным расположением |
|
|
|
6 |
|
Шов по замкнутой линии. Диаметр знака — 3…5 мм |
|
|
|
7 |
|
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
|
|
Примечания:
1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
На рис. 2 показана структура условного обозначения шва. Вспомогательные знаки для обозначения сварных швов приведены в табл. 1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать.
При наличии на чертеже одинаковых швов у одного из изображений наносят обозначение и порядковый номер шва (на выносной линии), а от изображений остальных одинаковых швов проводят линии-выноски с полками, над (под) которыми ставят порядковый номер шва, например № 1 (рис. 3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.

Рис. 2.Структура условного обозначения стандартного шва
2 — обозначение стандарта,1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва согласно стандарту на типы и конструктивные элементы швов сварных соединений,
4—знак «дефис»,
5 — условное обозначение способа сварки (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
6 — знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений,
7 — другие характеристики шва (длина привариваемого участка, размер шага, размеры отдельных точек и др.),
8 — вспомогательные знаки (см. табл. 1, порядковые номера 1, 2, 4, 5 и 7), 9 — шероховатость поверхности шва.

Рис.3.Обозначение на чертеже одинаковых швов (цифрой 12 указано количество одинаковых швов)
Таблица № 2.
ГОСТы на основные типы и конструктивные элементы швов сварных соединений
|
гост |
Способ сварки |
Тип соединения |
Условное обозначение шва |
|
5264—80 |
Ручная дуговая |
Стыковое |
С … С27; С39; С40 |
|
Угловое |
У1 … У10 |
||
|
Тавровое |
Т1 … T9 |
||
|
Нахлесточное |
HI; Н2 |
||
|
11534—75 |
То же (под острыми и тупыми углами) |
Угловое |
У1 … У8 |
|
Тавровое |
Т1 … Т8 |
||
|
14771—76 |
Дуговая в защитных газах |
Стыковое |
C1 … С28 |
|
Угловое |
У1 … У10 |
||
|
Тавровое |
Т1 … T9 |
||
|
Нахлесточное |
Н1 … Н2 |
||
|
23518—79 |
То же (под острыми и тупыми углами) |
Угловое |
У1 … У10 |
|
Тавровое |
Т1 … Т9 |
||
|
8713—79 |
Автоматическая под флюсом |
Стыковое |
Cl … С34 |
|
Угловое |
У1 … У4 |
||
|
Тавровое |
Tl … Т13 |
||
|
Нахлесточное |
|Н1 … Н6 |
||
|
11533—75 |
То же (под острыми и тупыми углами) |
Угловое |
У1 … У6 |
|
Тавровое |
Tl … T9 |
||
|
14806—80 |
Дуговая алюминия и алюминиевых сплавов (толщина элементов — 0,8… …60 мм) |
Стыковое |
C1…С27 |
|
Угловое |
У1…У 14 |
||
|
Тавровое |
Т1…Т12 |
||
|
Нахлесточное |
Н1, Н5 |
||
|
16098-80 |
Дуговая и электрошлаковая двуслойной коррозионно-стойкой стали |
Стыковое |
Cl…С22 |
|
Угловое |
У1…У11 |
||
|
Тавровое |
Т1…Т6 |
||
|
15164-78 |
Электрошлаковая |
Стыковое |
С1…СЗ |
|
Угловое |
У1…У4 |
||
|
Тавровое |
Т1…ТЗ |
||
|
14776-79 |
Дуговая электрозаклепками под флюсом, в углекислом газе и аргоне |
Нахлесточное |
Н1…Н6 |
Задание
Что означает
запись на чертеже:
Практическая работа №2
Тема: «Определение конструктивных элементов разделки кромок».
Цель работы: ознакомить учащихся с методикой определения конструктивных элементов разделки кромок
Оборудование: чертеж, чертежные инструменты, оборудование для разделки кромок
Необходимость разделки кромок сварных соединений
Как
известно, основными типами сварных соединений, выполняемых электродуговой
сваркой плавлением, являются стыковые, угловые, тавровые и нахлёсточные.
При сварке плавлением металла толщиной более 5 мм наибольшей проблемой
является получение гарантированного сплошного проплавления. При сварке SAW
(автоматической сварке под флюсом) за счет большого тока сварки и высокой
скорости подачи присадочной проволоки сплошное проплавление удается получить
при толщинах листов до 20 мм, а при сварке на медной формирующей подкладке - и
до 30 мм. Однако при сварке ММА (ручной сварке штучным электродом) и MIG/MAG
(полуавтоматической сварке в защитных газах) толщина металла 5 мм является
пределом, после которого добиться гарантированного проплавления под силу только
сварщику высокой квалификации даже при условии применения многопроходной или
двусторонней сварке.
Поэтому нормативной документацией устанавливается необходимость выполнения специальной разделки кромок свариваемых листов. Такая разделка выполняется как для стыковых, так и для угловых и тавровых соединений. Весьма важным обстоятельством является и то, что применение разделки кромок свариваемых деталей частот позволяет заменить двустороннюю сварку на одностороннюю, позволяя избежать излишнего тепловложения в металл, и устранить кантовку свариваемых изделий. Это особенно важно при сварке крупногабаритных конструкций и изделий сложной формы с пересекающимися сварными швами в нескольких плоскостях, таких как фермы, балки мостов, судовые конструкции.

I-образная соединение без разделки кромок (носит также название щелевой разделки)
К-образная с прямым одинарным скосом обеих кромок на одной детали с притуплением или без притупления кромки
V-образная с прямым одинарным скосом одной кромки на двух свариваемых деталях без притупления кромки
Y-образная с прямым одинарным скосом одной кромки на двух свариваемых деталях с притуплением кромки
Х-образная с прямым одинарным или двойным скосом обеих кромок на двух свариваемых деталях с притуплением или без притупления кромки
J-образная с криволинейным скосом одной кромки на одной свариваемой детали с притуплением кромки
U-образная с криволинейным скосом одной кромки на двух свариваемых деталях с притуплением кромки
J- и U-образная разделки могут быть односторонними и двусторонними. Чаще всего применяются К-, Y- и Х-образные разделки с одинарным скосом кромок, как более простые в изготовлении (впрочем Y-образную разделку в обиходе обычно называют V-образной). Также существуют формы разделок с прямыми кромками с двойным скосом.

Из Рис. 8 и 9, видно, что важнейшими элементами подготовленных кромок, устанавливаемыми стандартами, являются угол разделки и величина притупления. Для стыковых соединений с К-, V-, и Х-образными разделками с одинарным скосом кромки угол разделки установлен 50º±5º или 27º±3º, а для соединений с подкладной пластиной - 10º÷12º. Размеры этих элементов определяют форму сварного шва и влияют на величину площади его поперечного сечения. Таким образом, угол разделки и величина притупления напрямую определяют глубину и характер сплошного проплавления, что определяет качество получаемого сварного шва.
Задание
1. Определите по рисунку параметр разделки кромки L1 .
S=6 мм; S1=15мм; b=2 мм.

2. Выполните разделку кромки по чертежу.
Практическая работа №3
Тема: «Планировка рабочего места сварщика»
Цель работы: получить практические навыки по планировке рабочего места и выбору слесарного инструмента.
Оборудование: основные слесарные инструменты
1. Планировка рабочих мест
Одним из основных элементов организации рабочего места является его планировка, при выполнении которой учитывают требования научной организации труда к расположению рабочего места по отношению к другим рабочим местам в мастерской, расположению оборудования, местоположению рабочего и оснастки, размещению инструментов, приспособлений (порядок на рабочем месте).
В целях экономии движений и устранения ненужных поисков предметы на рабочем месте делят на предметы постоянного и временного пользования, за которыми постоянно закреплены места хранения и расположения.
Заготовки и готовую продукцию хранят на складах, соответственно подготовки производства и готовой продукции. В цехах и мастерских на рабочем месте, заготовки и готовую продукцию, хранят в контейнерах для заготовки и готовой продукции, расположенные так, чтоб не загромождать проходы, входы, выходы, оборудование, пожарные щиты и гидранты.
Расстояния от тары с заготовками и готовой продукцией, от оборудования (верстака) до рабочего должны быть такими, чтобы можно было использовать преимущественно движение рук.
Между организацией рабочего места и уровнем организованности труда рабочих имеется прямая связь. От планировки, т.е. характера размещения на рабочем месте основного и вспомогательного оборудования, заготовок, изготовленных деталей, инструментов и приспособлений, зависит создание условий для высокопроизводительного труда.
При планировке рабочих мест должны учитываться: зоны досягаемости рук, (в горизонтальной и вертикальной плоскостях); количество сочленений тела участвующих в движениях.
Для снижения утомляемости в движениях работающего должно участвовать наименьшее количество "сочленений. Поэтому рабочие места планируют и оборудование расставляют так, чтобы рабочий использовал более простые движения.
2. Выбор слесарных инструментов
К рабочему инструменту слесаря относят те инструменты, которыми непосредственно выполняют нужные операции при изготовлении деталей или их ремонте, сборке различных узлов и машин.
Ящик с набором слесарных инструментов: 1 - щетка, 2 - скребок для очистки напильников, 3 - отвертка, 4 - крейцмейсель, 5 - зубило, 6 - клупп, 7 - ножонка, 8 - клеши, 9 - плоскогубцы, 10 - разметочный циркуль, 11 - угольник 90°, 12 - линейка, 13 - штангенциркуль, 14 - чертилка, 15 - кернер, 16 - раздвижной ключ, 17 - накидной ключ для круглых гаек, 18 - ручные тиски,19 - плоский драчевый напильник, 20, 22 - плоский и круглый личные напильники, 21 - трехгранный напильник, 23, 24 - шаберы, 25 - молоток.
На рисунке показан примерный набор универсального слесарного инструмента слесаря работающего вне мастерских. В мастерских, в ящиках слесарного стола, должен быть более разнообразный и специализированный инструмент для выполнения различных производственных заданий. Например: отвёртки, напильники, ключи гаечные, зубило и прочее, не по одному, а оп 2 - 4 и более разного размера, конфигурации и назначения.
Задание
|
|
1. - 2. - 3. - 4. - 5. - 6. - 7. - 8. -
|
Практическая работа №4
Тема: «Обслуживание сварочных трансформаторов»
Цель работы: познакомиться с принципами работы и устройством сварочных трансформаторов
Оборудование: технические описания различных типов трансформаторов, паспорта или руководства по эксплуатации трансформаторов.
|
Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В). Устройство однопостового сварочного трансформатора с подвижными обмотками приведено на рисунке ниже.
Рис. Устройство сварочного трансформатора (с подвижными обмотками)
Регулирование силы тока в таком сварочном трансформаторе осуществляется с помощью подвижной обмотки.
Серийно производят сварочные трансформаторы для ручной дуговой сварки и сварочные трансформаторы для автоматической сварки под флюсом. Виды сварочных трансформаторов · сварочные трансформаторы амплитудного регулирования с нормальным магнитным рассеянием – с дросселем с воздушным зазором или с дросселем насыщения; · сварочные трансформаторы амплитудного регулирования с увеличенным магнитным рассеянием – с подвижными или разнесенными обмотками, с реактивной обмоткой, с подвижным магнитным или подмагничиваемым шунтом, с конденсатором или с импульсным стабилизатором; · тиристорные сварочные трансформаторы (фазового регулирования) – с импульсной стабилизацией или с подпиткой. Преимущества сварочных трансформаторов · дешевизна изготовления (сварочный трансформатор примерно в 2–4 раза дешевле сварочного выпрямителя и в 6–10 раз дешевле сварочного агрегата аналогичной мощности); · высокий КПД (обычно 70–90%); · сравнительно низкий расход электроэнергии; · простота эксплуатации и ремонта. Недостатки сварочных трансформаторов · для качественной сварки обычно требуются специальные электроды для переменного тока, обладающие повышенными стабилизирующими свойствами; · низкая стабильность горения дуги (при отсутствии встроенного стабилизатора горения дуги); · в простых трансформаторах – зависимость от колебаний сетевого напряжения. |
Задание
для заданного типа сварочного трансформатора выполнить описание принципа его работы, составить перечень основных конструктивных узлов трансформатора, привести конструктивную схему трансформатора, схему магнитных полей и функциональную схему трансформатора.
Практическая работа №5
Тема: «Включение, регулирование и выключение электросварочного оборудования»
Цель работы: научиться включать, регулировать и выключать электросварочное оборудование
Оборудование: различное электросварочное оборудование
Включение, регулирование и выключение сварочного преобразователя
Для пуска в ход сварочного преобразователя необходимо включить электродвигатель, приводящий во вращение якорь генератора. Перед включением сварщик должен После выполнения перечисленных выше операций можно пустить электродвигатель сварочного преобразователя. Пуск электродвигателя производится включением пускового рубильника. Перед включением рубильника нужно ручку 9 поставить в положение против знака л (звезда). Когда якорь двигателя получит нормальное число оборотов, ручку ставят в положение претив знака А (треугольник). Некоторые электродвигатели не имеют специальной рукоятки для переключения их обмоток со звезды на треугольник при пуске и включаются одним рубильником.
Регулируется сварочный ток поворотом маховичка, около которого на корпусе реостата обычно располагается шкала, имеющая деления, соответствующие току в амперах. При наличии у сварочной машины амперметра шкалу не устанавливают.
Выключение преобразователя производится рубильником. Перед выключением сварка должна быть прекращена и сварочная цепь (электрод — свариваемый металл) разомкнута
Включение, регулирование и выключение сварочного трансформатора
Задание
произвести включение, регулировку и выключение предложенного электросварочного оборудования
Практическая работа №6
Тема: «Сварочные генераторы. Обслуживание сварочных генераторов»
Цель работы: изучить принципиальную схему сварочных генераторов следующих типов: генераторы с расщеплёнными полюсами, генераторы с независимым возбуждением и размагничивающей последовательной обмоткой, генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения.
Оборудование: калькулятор, принципиальная схема сварочного генератора.
Рассмотрим характеристики генератора с независимым возбуждением и размагничивающей последовательной обмоткой.
Генератор имеет 2 обмотки возбуждения: независимую (обозначена буквой Н) и последовательную С, которые располагаются на разных полюсах. В цепь независимой обмотки Н включен реостат РТ. Последовательная обмотка изготавливается из шины большого сечения, т.к в ней протекает значительный сварочный ток. Обмотка С имеет отвод от части витков. Магнитный поток последовательной обмоткой направлен противоположно магнитному потоку, создаваемому независимой обмоткой возбуждения. В результате взаимодействия этих потоков появляется результирующий поток. На холостом ходе генератора последовательная обмотка не работает. Напряжение холостого хода определяется током в обмотке возбуждения генератора. Это напряжение можно регулировать при помощи реостата РТ. При наличии нагрузки в последовательной обмотке появляются сварочный ток, который создает магнитный поток противоположного направления. С увеличением сварочного тока этот магнитный поток также увеличивается, а рабочее напряжение уменьшается. Таким образом, создается падающее внешнее характеристика генератора. Сварочный ток можно регулировать 2 способами: реостатом в цепи независимой обмотки ( плавное регулирование) и переключением числа витков размагничивающей обмотки (ступенчатое регулирование). Генераторы с параллельной намагничивающей и 21 последовательной размагничивающей обмотками возбуждения являются разновидностью генераторов с самовозбуждением.
Задание
1. Охарактеризовать конструкцию сварочных генераторов и их электромагнитные схемы.
2. По схеме генератора постоянного тока указать зависимость между напряжением и током на клеммах сварочной цепи генератора от внешней вольтамперной характеристики.
3. Указать условие создания падающей внешней характеристики генератора.
4. По схеме генератора постоянного тока указать способы регулирования сварочного тока.
5. Объяснить можно ли за счёт встречного включения обмоток создать падающую внешнюю характеристику.
Практическая работа №7
Тема: «Обслуживание сварочных преобразователей»
Цель работы: изучить технические характеристики и правила обслуживания сварочных преобразователей
Оборудование: сварочный преобразователь.
Сварочные преобразователи служат источниками питания для сварки постоянным током. Сварочный преобразователь состоит из генератора постоянного тока и приводного электродвигателя. Сварочные преобразователи, как правило, оснащаются асинхронными трехфазными двигателями однокорпусным исполнении. Сварочные преобразователи либо монтируются стационарно ,либо имеют колеса для перемещения по цеху. Сварочные агрегаты предназначены для работы в полевых условиях, а так же в некоторых других случаях (например, при сильном колебании напряжения в электрической сети). Генератор и двигатель внутреннего сгорания ( бензиновый или дизельный) устанавливаются на общей раме без колес, на колесах или на катках. Иногда агрегаты монтируются в кузове автомашины или на тракторе. Выпускаются различные сварочные агрегаты, например, агрегат СДУ-2,смонтированный на базе трактора Т-100М,или агрегат ПАС-400-VIII, имеющий генератор СГП-3-VIи двигатель ЗИЛ-164, смонтированные на общей раме, агрегат АСБ-300-7,с генератором ГСО-3-5 и бензиновым двигателем ГАЗ-320 и т.д.
Задание
1.Перечислить конструктивные особенности сварочных преобразователей.
2.Изучить принципиальную схему сварочных агрегатов.
3.Указать принципиальное различие сварочных преобразователей и агрегатов
Практическая работа №8
Тема: «Сварочные выпрямители. Включение, регулирование и выключение сварочных выпрямителей»
Цель работы: изучить технические характеристики и правила обслуживания сварочных выпрямителей
Оборудование: сварочные выпрямители.
Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.

Рис. Устройство сварочного выпрямителя (с трансформатором с подвижными обмотками)
Сварочный выпрямитель для дуговой сварки, как правило, состоит из силового трансформатора, выпрямительного блока, пускорегулирующей, измерительной и защитной аппаратуры.

Рис. Типовая функциональная блок-схема выпрямителя для сварки плавящимся электродом
Силовой трансформатор преобразует энергию силовой сети в энергию, необходимую для сварки, а также согласует значения напряжений сети с выходным напряжением. В однопостовых выпрямителях используют преимущественно трехфазные трансформаторы, поскольку однофазные одно- и двухполупериодные схемы выпрямления приводят к существенным пульсациям выходного напряжения, которые ухудшают качество сварных соединений.
Регуляторы тока (или регуляторы напряжения) используются для формирования жесткой или падающей внешней характеристики. Они позволяют установить режим сварки и соответствующее значение сварочного тока.
Выпрямительный блок в основном собирают по трехфазной мостовой схеме, реже – по однофазной мостовой двухполупериодного выпрямления. При трехфазной мостовой схеме обеспечивается более равномерная загрузка трехфазной силовой сети и достигаются высокие технико-экономические показатели. В качестве полупроводников применяются селеновые или кремниевые вентили.
Виды сварочных выпрямителей
В зависимости от конструкции силовой части сварочные выпрямители подразделяют на следующие виды:
· регулируемые трансформатором;
· с дросселем насыщения;
· тиристорные;
· с транзисторным регулятором;
· инверторные.
Сварочные выпрямители также классифицируют по типу формируемых вольт-амперных характеристик.
При механизированной сварке под флюсом или в защитном газе в сварочных аппаратах с саморегулированием дуги используют однопостовые выпрямители с жесткими внешними характеристиками. Обычно в таких выпрямителях применяется трансформатор с нормальным магнитным рассеянием. Возможные способы регулирования сварочного напряжения:
· витковое регулирование – в сварочном выпрямителе с трансформатором с секционированными обмотками;
· магнитное регулирование – в выпрямителе с трансформатором с магнитной коммутацией или дросселем насыщения;
· фазовое регулирование – в тиристорном выпрямителе;
· импульсное регулирование – широтное, частотное и амплитудное регулирование в выпрямителе с транзисторным регулятором и инверторном выпрямителе.
Наиболее известные выпрямители с жесткими (естественно пологопадающими) внешними характеристиками для механизированной дуговой сварки:
· серий ВС (ВС-200, ВС-300, ВС-400, ВС-500, ВС-600, ВС-632), ВДГ (ВДГ-301, ВДГ-302, ВДГ-303, ВДГ-603) и ВСЖ (ВСЖ-303);
· а также сварочные выпрямители ВС-1000 и ВС-1000-2 для механизированной сварки в аргоне, гелии, углекислом газе, под флюсом.
При ручной дуговой сварке применяют выпрямители с падающими внешними характеристиками. В конструкциях российских аппаратов используют следующие способы формирования характеристик:
· повышение сопротивления трансформатора – в сварочном выпрямителе с трансформатором с подвижными обмотками, с магнитным шунтом либо с разнесенными обмотками;
· применение обратной связи по току – в тиристорном, транзисторном или инверторном выпрямителях.
Наиболее распространенные выпрямители для ручной дуговой сварки: серии ВД (ВД-101, ВД-102, ВД-201, ВД-301, ВД-302, ВД-303, ВД-306, ВД-401), типов ВСС-120-4, ВСС-300-3, а также аппараты ВД-502 и ВКС-500, предназначенные для автоматической сварки под флюсом.
Весьма популярны и универсальные сварочные выпрямители, формирующие как падающие, так и жесткие характеристики. Наиболее известные типы:
· серии ВСК (ВСК-150, ВСК-300, ВСК-500) для ручной дуговой сварки покрытыми электродами, полуавтоматической и автоматической сварки в защитных газах;
· серий ВСУ (ВСУ-300, ВСУ-500) и ВДУ (ВДУ-504, ВДУ-305, ВДУ-1201, ВДУ-1601) для ручной сварки покрытыми электродами, механизированной сварки плавящейся электродной проволокой под флюсом, в защитных газах, порошковой проволокой.
Сварочные выпрямители с крутопадающими характеристиками и регулируемые трансформатором
Силовая часть выпрямителя состоит из трансформатора и выпрямительного блока с силовыми диодами.

Рис. Функциональная блок-схема сварочного выпрямителя с крутопадающими характеристиками, регулируемого трансформатором
В таких выпрямителях обычно используются трехфазные трансформаторы с увеличенным магнитным рассеянием – с подвижными обмотками или магнитными шунтами.

Рис. Трехфазные трансформаторы с подвижными обмотками и магнитными шунтами
Режимы сварки регулируются комбинированно: ступенчато за счет переключения обмоток трансформатора со «звезды» на «треугольник» и плавно, например, в результате изменения зазора между обмотками трансформатора.

Рис. Упрощенные схемы соединения обмоток трансформатора в сварочном выпрямителе – в «звезду» и в «треугольник»
лавное регулирование в пределах каждой ступени выполняется трехфазным симметричным дросселем насыщения, выполненным на шести попарно объединенных ленточных сердечниках. Первая ступень регулирования напряжения соответствует соединению фаз первичной обмотки «треугольником» с применением отводов, вторая ступень регулирования – соединению фаз обмоток «треугольником» без отводов, третья ступень регулирования – соединению фаз обмоток с применением отводов «звездой».
Выпрямительный блок имеет трехфазную мостовую схему с неуправляемыми вентилями.
Задание:
для заданной марки выпрямителя выполнить описание принципа его работы, составить перечень основных конструктивных узлов выпрямителя, привести схему выпрямления, конструктивную и функциональную схему выпрямителя.
Практическая работа №9
Тема: «Ознакомление с устройством оборудования
для плазменно-дуговой сварки»
Цель работы: изучить устройство оборудования для плазменно-дуговой сварки
Оборудование: схемы оборудования для плазменно-дуговой сварки.
Плазменная сварка – это сварка с помощью направленного потока плазменной дуги. Имеет много общего с технологией аргонной сварки.
Технология плазменной сварки
Плазмой называется частично или полностью ионизированный газ, состоящий из нейтральных атомов и молекул, а также электрически заряженных ионов и электронов. В таком определении обычная дуга может быть названа плазмой. Однако по отношению к обычной дуге термин «плазма» практически не применяют, так как обычная дуга имеет относительно невысокую температуру и обладает невысоким запасом энергии по сравнению с традиционным понятием плазмы.

Рис. Схема процесса плазменной сварки
Для повышения температуры и мощности обычной дуги и превращения ее в плазменную используются два процесса: сжатие дуги и принудительное вдувание в нее плазмообразующего газа. Схема получения плазменной дуги приведена на рисунке выше. Сжатие дуги осуществляется за счет размещения ее в специальном устройстве – плазмотроне, стенки которого интенсивно охлаждаются водой. В результате сжатия уменьшается поперечное сечение дуги и возрастает ее мощность – количество энергии, приходящееся на единицу площади. Температура в столбе обычной дуги, горящей в среде аргона, и паров железа составляет 5000–7000°С. Температура в плазменной дуге достигает 30 000°С.
Одновременно со сжатием в зону плазменной дуги вдувается плазмообразующий газ, который нагревается дугой, ионизируется и в результате теплового расширения увеличивается в объеме в 50–100 раз. Это заставляет газ истекать из канала сопла плазмотрона с высокой скоростью. Кинетическая энергия движущихся ионизированных частиц плазмообразующего газа дополняет тепловую энергию, выделяющуюся в дуге в результате происходящих электрических процессов. Поэтому плазменная дуга является более мощным источником энергии, чем обычная.
Основными чертами, отличающими плазменную дугу от обычной, являются:
· более высокая температура;
· меньший диаметр дуги;
· цилиндрическая форма дуги (в отличие от обычной конической);
· давление дуги на металл в 6–10 раз выше, чем у обычной;
· возможность поддерживать дугу на малых токах (0,2–30 А).
Перечисленные отличительные черты делают плазменную дугу по сравнению с обычной более универсальным источником нагрева металла. Она обеспечивает более глубокое проплавление металла при одновременном уменьшении объема его расплавления. На рисунке приведена форма проплавления для обычной дуги и плазменной. Из рисунка видно, что плазменная дуга – более концентрированный источник нагрева и позволяет без разделки кромок сваривать большие толщины металла. Из-за своей цилиндрической формы и возможности существенно увеличить длину такая дуга позволяет вести сварку в труднодоступных местах, а также при колебаниях расстояния от сопла горелки до изделия.

Рис. Форма проплавления для обычной и плазменной дуги
Возможны две схемы процесса:
· сварка плазменной дугой, когда дуга горит между неплавящимся электродом и изделием,
· и плазменной струей, когда дуга горит между неплавящимся электродом и соплом плазмотрона и выдувается потоком газа.
Первая схема наиболее распространена.
В качестве плазмообразующего газа при сварке используется обычно аргон, иногда с добавками гелия или водорода. В качестве защитного газа используется чаще всего также аргон. Материал электрода – вольфрам, активированный иттрием, лантаном или торием, а также гафний и медь.
Разновидности
В зависимости от силы тока различают три разновидности плазменной сварки:
· микроплазменная (Iсв = 0,1–25А);
· на средних токах (Iсв = 50–150А);
· на больших токах (Iсв > 150А).
Микроплазменная сварка
Наиболее распространенной является микроплазменная сварка. В связи с достаточно высокой степенью ионизации газа в плазмотроне и при использовании вольфрамовых электродов диаметром 1–2 мм плазменная дуга может гореть при очень малых токах, начиная с 0,1 А.

Рис. Схема процесса микроплазменной сварки
Специальный малоамперный источник питания (см. рисунок выше) постоянного тока предназначен для получения дежурной дуги, непрерывно горящей между электродом и медным водоохлаждаемым соплом. При подведении плазмотрона к изделию зажигается основная дуга, которая питается от источника. Плазмообразующий газ подается через сопло плазмотрона, имеющее диаметр 0,5–1,5 мм.
Защитный газ подается через керамическое сопло. Плазменная горелка охлаждается водой. Для зажигания дуги в сварочной установке имеются осцилляторы дежурной и основной дуги.
Микроплазменная сварка является весьма эффективным способом сплавления изделий малой толщины, до 1,5 мм. Диаметр плазменной дуги составляет около 2 мм, что позволяет сконцентрировать тепло на ограниченном участке изделия и нагревать зону сварки, не повреждая соседние участки. Такая дуга имеет цилиндрическую форму, поэтому глубина проплавления и другие параметры шва мало зависят от длины дуги, что позволяет при манипуляциях сварщиком горелкой избежать прожогов, характерных для обычной аргонодуговой сварки тонкого металла.
Основным газом, использующимся в качестве плазмообразующего и защитного, является аргон. Однако в зависимости от свариваемого металла к нему могут осуществляться добавки, увеличивающие эффективность процесса сварки. При сварке сталей к защитному аргону целесообразна добавка (8–10%) водорода, что позволяет повысить тепловую эффективность плазменной дуги. Это связано с диссоциацией водорода на периферии столба дуги и последующей его рекомбинацией с выделением тепла на поверхности свариваемого металла. При сварке низкоуглеродистых сталей к аргону возможна добавка углекислого газа, при сварке титана – добавка гелия.
Установки для микроплазменной сварки позволяют осуществлять сварку в различных режимах: непрерывный прямой полярности, импульсный прямой полярности (позволяет регулировать тепловложение), разнополярными импульсами (для алюминия, обеспечивает разрушение оксидной пленки), непрерывный обратной полярности. Наиболее распространенной установкой является МПУ-4у.
К основным параметрам процесса микроплазменной сварки относятся сила тока, напряжение, расход плазмообразующего и защитного газа, диаметр канала сопла, глубина погружения в сопло электрода, диаметр электрода.
Микроплазменная сварка успешно применяется при производстве тонкостенных труб и емкостей, приварке мембран и сильфонов к массивным деталям, соединении фольги, термопар, при изготовлении ювелирных изделий.
Задание
1. Зарисуйте в тетрадь схему установки для плазменной сварки
2. Каковы особенности плазменной сварки?
3. Каковы достоинства и недостатки плазменной сварки
Практическая работа №10 (2 часа)
Тема: «Обслуживание оборудования для сварки в защитных газах»
Цель работы: познакомиться с правилами обслуживания оборудования для сварки в защитных газах; формировать навыки расчета режимов сварки
Оборудование: схемы оборудования для сварки в защитных газах, учебная и справочная литература.
Задание
Необходимо выполнить сварку двух листов малоуглеродистой, низколегированной стали толщиной 8 мм, длиной шва 1,2 м. полуавтоматической сваркой в защитных газах
тип шва - С2;
условие выполнения работы - стационарное;
масса изделия- 40 кг;
![]() количество изделий - одно; работа
- простая; положение шва - нижнее.
количество изделий - одно; работа
- простая; положение шва - нижнее.
1) Подобрать оборудование для сварки
2) Подобрать марку сварочной проволоки, указать её химический состав;
3) Выбрать диаметр сварочной проволоки;
4) Выбрать защитный газ или смесь (обосновать);
5) Подобрать параметры режимов сварки (род тока и полярность, диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи проволоки, вылет электрода, расход углекислого газа, наклон электрода относительно шва и скорость сварки)
6) Определить расстояние от сопла до горелки
7) Выполнить расчёты;
8) Описать технику сварки.
Пример
Необходимо выполнить сварку двух листов малоуглеродистой, низколегированной стали толщиной 5 мм, длиной шва 0,8 м. полуавтоматической сваркой в защитных газах
тип шва - С2;
условие выполнения работы - стационарное;
масса изделия - 30 кг;
![]() количество изделий - одно; работа
- простая; положение шва - нижнее.
количество изделий - одно; работа
- простая; положение шва - нижнее.
1) Оборудование для полуавтоматической дуговой сварки плавящимся электродом в защитных газах обычно включает:
- источник постоянного тока (выпрямитель);
- механизм подачи электродной проволоки с кассетой для проволоки;
- комплект специальных гибких шлангов с горелкой;
- встроенный в источник блок управления или отдельный шкаф управления;
- систему подачи защитного газа (баллон, подогреватель газа (для СО2), газовый редуктор, смеситель газов, газовые шланги, электроклапан);
- кабели цепей управления;
- сварочные кабели с зажимами;
- приспособление для сборки и кантовки сварного узла (механическое оборудование).
2) Для малоуглеродистой, низколегированной стали марка проволоки Св-08Г2С (Сварочная проволока с содержание углерода 0,08%, марганца до 2%, кремния до 1%), эта проволока используется для сварки малоуглеродистых сталей.
3) D =1,2мм
4) Смесь Ar и CO2 и кислорода. Это cмесь 86% аргона, 12% двуокиси углерода, 2% кислорода. Дает устойчивую дугу с широкой зоной нагрева и хорошим проваром профиля, подходит для глубокого провара, сварки коротких швов и для наплавки. Может использоваться для сварки во всех положениях. Идеально подходит для ручной, автоматической и сварки с применением робота-автомата.
5) Параметры режимов сварки
А) Сила тока 200 – 300 А;
Б) напряжение 22- 25 В;
В) скорость подачи проволоки 380 -490 м/ч
Г) расход защитного газа 8-11 литров/мин;
Д) вылет электрода 10 -13 м
6)Расстояние от сопла горелки до изделия должно быть 8 -18 мм (табл)
7)Расчет времени сварки:
Штучное время определяем по формуле: Тшт = (ТншL + Тви)К1-n
где L - длина шва, м;
Тви - вспомогательное время, связанное с изделием и типом оборудования, которое включает затраты: на клеймение шва, на установку и снятие щитов, на крепление, перемещение, установку, снятие и поворот изделий, на перемещение сварщика в процессе работы, на намотку сварочной проволоки в кассеты (карты 78 - 85);
В картах сборника приведено неполное штучное время (Тнш) на 1 м шва при сварке в нижнем положении в стационарных условиях и рассчитано по формуле: Тнш = (То + Твш)К мин,
где То - основное время, мин; То=60/Vсв (мин), Vсв - скорость сварки (16-18 м/час), То=60/16=3,75 мин
Твш - вспомогательное время, связанное со сваркой шва, мин;
K1-n - поправочные коэффициенты на измененные условия работы (карты 87 - 91).
|
Номер позиции |
Наименование работ и тип производства |
Номер карты и позиции |
Время, мин |
Значение коэффициента |
|
1 |
Установка и снятие изделия вручную |
82, 13а |
0,58 |
- |
|
2 |
Обмазка раствором поверхности металла околошовной зоны |
74, 1а |
0,54 |
- |
|
3 |
Сварка |
1, 16в |
4,5 |
- |
|
4 |
Зачистка околошовной зоны от брызг |
75, 1г |
0,30 |
- |
|
5 |
Тип производства - единичное |
- |
- |
1,3 |
|
6 |
Подготовительно-заключительное время |
86, 6в |
14,0 |
- |
|
Индекс |
а |
б |
в |
|
Тшт = (ТншL + Тви)К1-n = [(4,5 + 0,54 + 0,30)0,8 + 0,58]1,3 = 6,30 мин.
Норма времени рассчитывается по формуле:
Нвр= Тшт+ Тпз/n (n- количество проходов)
Нвр=6,30 +14/1 =20,3 мин
8) Расчет защитного газа
Расчет расхода защитного газа Нг в литрах или кубических метрах на 1 м шва определяется в основном для малого производства по следующей формуле:
Нг = (Нуг ∙Т + Ндг)
где Нг — удельный расход защитного газа, приведенный в табл. Т — основное время сварки n-го прохода, с (мин); Ндг — дополнительный расход защитного газа на выполнение подготовительно-заключительных операций при сварке n-го прохода.
Нг = (9∙3.75 -12∙3,75)=33,75 – 45 литров
9) Техника сварки
Наклон электрода относительно шва оказывает большое влияние на глубину провара и качество шва. В зависимости от угла наклона сварку можно производить углом назад и углом вперёд.
При сварке углом назад в пределах 5 – 10 град. улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл получается боле плотным.
При сварке углом вперёд труднее наблюдать за формированием шва, но лучше наблюдать за свариваемыми кромками и направлять электрод точно по зазорам. Ширина валика при этом возрастает, а глубина провара уменьшается. Этот способ рекомендуется применять при сварке тонкого металла, где существует опасность сквозного прожога.
Скорость сварки устанавливается самим сварщиком в зависимости от толщины металла и необходимой площади поперечного сечения шва. При слишком большой скорости сварки конец электрода может выйти из-под зоны защиты газом и окислиться на воздухе.
Приложение:
Применяется метод расчета расхода защитного газа Нг в литрах или кубических метрах на 1 м шва определяется в основном для малого производства по следующей формуле:
Нг = (Нуг х Т + Ндг)
где Нг — удельный расход защитного газа, приведенный в табл. 3, м3/с (л/мин); Т — основное время сварки n-го прохода, с (мин); Ндг — дополнительный расход защитного газа на выполнение подготовительно-заключительных операций при сварке n-го прохода.



Практическая работа №11
Тема: «Газосварочная аппаратура»
Цель работы: познакомиться с газосварочной аппаратурой
Оборудование: схемы различной газосварочной аппаратуры
При проведении газовой сварки и резки применяются ацетиленовые генераторы, предохранительные затворы , горелки, резаки, баллоны для газов, редукторы, газоразборные посты и другие виды оборудования и аппаратуры.
Материалы и аппаратура для газов ой сварки и резки. Для газовой сварки и резки применяется кислород, получаемый из воздуха на кислородных установках или заводах. Кислород может доставляться в газообразном состоянии в сорокалитровых баллонах под давлением 14,7 МПа (150 кгс/см ). Баллон для кислорода имеет массу 70 кг. На резьбе головки баллона имеется бронзовый запорный вентиль со штуцером для навинчивания на него накидной гайки редуктора. Поверх вентиля навинчивается защитный стальной предохранительный колпак. Кислородные баллоны окрашивают в голубой цвет и по нему наносят черными буквами надпись Кислород
Для газовой сварки необходимы газосварочная аппаратура, баллоны с газом, шланги и пр., что делает газовую сварку также неудобной и громоздкой. К. этому следует добавить, что аргон пока еще дефицитен. В некоторых условиях, где требуется особенно качественное сварное соединение (в загрязняемых районах), применение аргона необходимо. Поэтому широко применять его там, где без него можно обойтись, не представляется возможным. Кроме того, как электрическая, так и газовая сварка требуют для своего внедрения согласно инструкции специально обученного и допущенного для этих работ персонала.
Задание
Зарисовать основную газосварочную аппаратуру
Практическая работа №12
Тема: «Ознакомление с устройством баллонов»
Цель работы: познакомиться с устройством баллонов и правилами маркировки газосварочного оборудования
Оборудование: кислородный и пропановый баллоны,
1. Маркировка газосварочного оборудования
Познакомьтесь с основными правилами маркировки газосварочного оборудования
1. Расшифруйте паспортные данные кислородного баллона

2. Расшифруйте паспортные данные пропанового баллона

3. Заполните таблицу, укажите цвет окраски и маркировки баллонов с защитными газами
|
Газ |
Аргон |
Водород |
Гелий |
Кислород |
Ацетилен |
Углекислота |
|
Окраска баллона |
|
|
|
|
|
|
|
Цвет надписи |
|
|
|
|
|
|
Практическая работа №13
Тема: «Правила эксплуатации кислородного баллона»
Цель работы: получить практические навыки по эксплуатации кислородного баллона
Оборудование: кислородный баллон,
1. Устройство баллонов
 Запишите составные части
кислородного баллона
Запишите составные части
кислородного баллона
 Из какого материала
изготавливают вентили кислородного баллона. Запишите его составные части
Из какого материала
изготавливают вентили кислородного баллона. Запишите его составные части
2. Правила эксплуатации кислородного баллона
Познакомиться с типовой инструкцией по охране труда при эксплуатации, хранении и транспортировке кислородных баллонов.
ТИПОВАЯ ИНСТРУКЦИЯ (Образец)
по охране труда №_______
при эксплуатации, хранении и транспортировке
кислородных баллонов
I. Общие положения.
1.1. Настоящая инструкция определяет основные требования предъявляемые к эксплуатации, хранению и транспортировке кислородных баллонов, используемых на предприятии.
1.2. Инструкция составлена на основании требований Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (утв. постановлением Госгортехнадзора РФ от 11 июня 2003 г. N 91), "Правил перевозки автомобильным транспортом инертных газов и кислорода, сжатых и жидких", а также других нормативных документов.
1.3. Требования настоящей инструкции распространяются на баллоны, емкостью 40 л, предназначенные для хранения и транспортировки кислорода.
1.4. К работам, связанным с эксплуатацией, транспортировкой и хранением кислородных баллонов, допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, специальное обучение, прошедшие проверку знаний в объеме настоящей инструкции и имеющие соответствующую запись в удостоверении о проверке знаний.
1.5. Периодическая проверка знаний персонала, занятого эксплуатацией и хранением кислородных баллонов производится не реже одного раза в год.
1.6. Внеочередная проверка знаний проводится в случае изменения требований настоящей инструкции, их нарушения, по требованию представителей Госнадзорохрантруда или лиц ответственных по надзору за техническим состоянием и эксплуатацией баллонов, назначенных в каждом подразделении предприятия из числа лиц ИТР.
1.7. Повторный инструктаж по ОТ персонал, занятый работами, связанными с эксплуатацией и хранением кислородных баллонов проходит не реже одного раза в месяц в объеме требований настоящей инструкции.
1.8. Допуск персонала к самостоятельному обслуживанию кислородных баллонов оформляется распорядительным документом по предприятию.
1.9. Выдача должностными лицами указаний или распоряжений, противоречащих требованиям вышеуказанных правил и настоящей инструкции не допустимо.
1.10. Требования настоящей инструкции обязательные для выполнения всеми работниками предприятия, занятыми эксплуатацией, хранением и транспортировкой кислородных баллонов.
1.11. Работники, допустившие нарушения требований настоящей инструкции, несут персональную ответственность, не зависимо от того, привело ли нарушение к авариям или несчастному случаю с людьми. Должностные лица отвечают также за нарушение требований данной инструкции, допущенные их подчиненными. В зависимости от характера нарушений указанные лица могут быть привлечены к дисциплинарной, материальной или уголовной ответственности.
1.12. Для обеспечения содержания баллонов с кислородом в исправном состоянии и обеспечения безопасных условий работы с ними приказом по предприятию из числа ИТР, прошедших в установленном порядке проверку знаний "Правил устройства и безопасной эксплуатации сосудов, работающих под давлением" и требований настоящей инструкции в каждом подразделении эксплуатирующих кислородные баллоны назначается лицо ответственное за исправное состояние и безопасную их эксплуатацию, которые должны:
1.12.1.Вести надлежащий учет всех поступающих в подразделение кислородных баллонов.
1.12.2.Обеспечить содержание баллонов в исправном и безопасном состоянии.
1.12.3.Обеспечить обследование баллонов с кислородом обученным и прошедшим проверку знаний персоналом.
1.12.4. Обеспечить выполнение обслуживающим персоналом требований настоящей инструкции.
1.12.5. Своевременно сдавать баллоны эксплуатируемые в подразделении для технического переосвидетельствования.
1.12.6. Периодически, не реже одного раза в квартал, проводить целевые проверки безопасной эксплуатации и хранения баллонов кислородных, находящихся в эксплуатации в подразделении.
1.13. Основными опасными и вредными производственными факторами, имеющими место при эксплуатации кислородных баллонов, являются следующие:
1.13.1. Интенсивно поддерживает горение.
1.13.2. Способствует воспламенению горючих материалов.
1.13.3. Взрывоопасность кислорода в смеси с парами топлива и газами.
1.13.4. Концентрация кислорода в воздухе окружающей среды более 23% способствует возгоранию одежды.
1.13.5. При концентрации более 40% представляет опасность для живых организмов, т.е. проявляется токсичное действие – поражение дыхательных органов, главным образом легких вплоть до их отека.
1.13.6.Смазочные вещества и жировые загрязнения поверхностей, контактирующие с кислородом, являются причиной загорания или при определенной толщине слоя, причиной детонационного взрыва.
1.13.7. Возможность накапливания кислорода при утечках газообразного кислорода в траншеях, колодцах и т.д. из-за того, что он тяжелее воздуха
1.14. Следует выполнять только ту работу, которая поручена непосредственным руководителем, не расширяя ее объема.
II. Требования безопасности перед началом работы.
2.1. Убедиться в наличии на кислородном баллоне отчетливо видимых данных выбитых на заводе-изготовителе:
- товарный знак предприятия-изготовителя;
- номер баллона;
- фактическая масса порожнего баллона с точностью до 0,2 кг;
- дата (месяц, год) изготовления и следующего освидетельствования;
- рабочее давление (кгс/см2).
- пробное гидравлическое давление (кгс/см2).
- вместимость баллона с точностью до 0,3 л.
- клеймо ОТК предприятия-изготовителя круглой формы диаметром 10 мм.
2.2. Установить баллон с кислородом, исключив воздействие на него прямых солнечных лучей.
2.3. Убедиться в укомплектованности и исправности кислородного баллона, наличии на нем соответствующей надписи "Кислород".
2.4. Очистить вентиль баллона от окалины, пыли, песка, масляных пятен в случае наличия их на нем.
2.5. Убедиться в отсутствии разгерметизации узлов, соединительных деталей.
2.6. Транспортировка кислородных баллонов разрешается только на рессорных транспортных средствах, а также на специальных ручных тележках и носилках.
2.7. Получить инструктаж по безопасному выполнению работ.
2.8. Удалить с рабочего места лишние предметы, мешающие выполнению работы.
2.9. Надеть спецодежду, спецобувь определенные отраслевыми нормами выдачи спецодежды, спецобуви для данной категории работников.
2.10. Проверить исправность оборудования и приспособлений, используемых при выполнении работ.
2.11. О всех замеченных неисправностях оборудования и приспособлений сообщить непосредственному руководителю.
2.12. Перед присоединением редуктора к кислородному баллону проверить исправность входного штуцера и накидной гайки редуктора, убедиться в отсутствии на их поверхности масел и жиров, а также в наличии и исправности уплотняющей фибровой прокладки и фильтра на входном штуцере редуктора.
 2.13. При хранении кислородных баллонов должны
соблюдаться следующие требования:
2.13. При хранении кислородных баллонов должны
соблюдаться следующие требования:
2.13.1 Баллоны с кислородом могут храниться как в специальных помещениях, так и на открытом воздухе, в последнем случае они должны быть защищены от атмосферных осадков и солнечных лучей.
2.13.2. Хранение в одном помещении баллонов с кислородом и горючими газами запрещено.
2.13.3. Баллоны с кислородом, устанавливаемые в помещениях, должны находиться на расстоянии не менее 1 м от радиаторов отопления, др.отопительных приборов, печей и не менее 5 м от источников тепла с открытым огнем.
2.13.4 Наполненные баллоны должны храниться в вертикальном положении. Для предохранения от падения баллоны должны устанавливаться в специально оборудованные гнезда, клетки или ограждаться барьером.
2.13.5. Склады для хранения баллонов должны быть одноэтажными с покрытиями легкого типа, не иметь чердачных помещений. Стены, перегородки, покрытия складов должны быть из несгораемых материалов не ниже III степени огнестойкости. Окна и двери должны открываться наружу. Оконные и дверные стекла должны быть матовыми или закрашены белой краской. Высота складских помещений должна быть не менее 3,25 м от пола до нижних выступающих частей кровельного покрытия. Полы складов должны быть ровными с нескользкой поверхностью.
2.13.6. В складах должны быть вывешены инструкции, правила и плакаты по обращению с баллонами.
2.13.7. На предприятии должно быть назначено лицо, ответственное за хранение кислородных баллонов на складе, выдачу баллонов со склада и возвращение их на склад.
2.13.8. На складе где хранятся кислородные баллоны, должен быть журнал выдачи и возврата кислородных баллонов.
2.13.9. Выдачу и прием кислородных баллонов на складе должно выполнять лишь лицо указанное 2.13.7.
III. Требования безопасности во время работы с кислородными баллонами.
3.1. Не допускается попадания на кислородные баллоны различного вида масел, прикасаться к ним руками загрязненными маслом.
3.2. Проявить максимум внимания выполняемой работе, не отвлекаясь на выполнение другой работы и посторонними разговорами.
3.3. Содержать рабочее место в чистоте и порядке, не допуская его загромождения посторонними предметами.
3.4. Кислородные баллоны должны находиться на расстоянии не менее 5 м от источников тепла.
3.5. Не допустимо снятие предохранительного колпака с кислородного баллона ударами молотка, зубила и др.инструментом, могущих вызвать искру.
3.6. При нарушении технологического процесса или происшествии, несчастного случая, обнаружении неисправностей оборудования немедленно сообщить об этом своему непосредственному руководителю.
3.7. Не допускать резкого открывания и закрывания вентиля, что может привести к самовоспламенению кислорода и выгоранию частей вентиля и редуктора.
3.8. Не производить ремонт вентиля, подтягивания резьбовых соединений при наличии кислорода в баллоне.
3.9. Не допускать падения
кислородного баллона, переноски их на руках и плечах.
3.10. Не допускается хранение и перемещение кислородных баллонов без навинченных на их горловины предохранительных колпаков и заглушек на боковых штуцерах вентилей.
3.11. При транспортировке должны соблюдаться следующие требования:
3.11.1. К транспортировке кислородных баллонов допускаются рабочие в чистой, не имеющей следов масел и жиров спецодежде. Руки также не должны быть замаслены.
3.11.2. Транспортировка кислородных баллонов автомобильным транспортом производится в соответствии с "Правилами перевозки автомобильным транспортом инертных газов и кислорода: сжатых и жидких".
3.11.3. Транспортировка кислородных баллонов разрешается на рессорных транспортных средствах, а также на специальных ручных тележках и носилках.
3.11.4. При погрузке кислородных баллонов на тележку и снятии с нее необходимо принять меры, препятствующие самопроизвольному ее движению.
3.11.5. При бесконтейнерной транспортировке кислородных баллонов должны соблюдаться следующие требования:
- на баллонах должны быть до отказа навернуты предохранительные колпаки;
- баллоны должны укладываться в деревянные бруски с вырезанными гнездами, оббитыми войлоком или другим мягким материалом;
- при погрузке более одного ряда баллонов должны применяться прокладки на каждый ряд для предохранения их от соприкосновения друг с другом. Допускается применять в качестве прокладки пеньковый канат диаметром не менее 25 мм и кольца из резины толщиной не менее 25 мм;
- баллоны должны укладываться только поперек кузова автомобиля вентилями в одну сторону – правую по ходу машины;
- укладка баллонов допускается в пределах высоты бортов;
- при погрузке и разгрузке не допускается сбрасывание баллонов и удары их друг о друга, а также разгрузка вентилями вниз;
- запрещается погрузка баллонов на автомобили и другие транспортные средства при наличии в кузове грязи, мусора и следов масел;
- разрешается перевозка баллонов в специальных контейнерах, а также без контейнеров в вертикальном положении обязательно с прокладками между ними и ограждением, препятствующим возможным падениям;
- совместная транспортировка кислородных и ацетиленовых баллонов на всех видах транспорта запрещена;
- в летнее время перевозимые баллоны должны быть защищены от солнечных лучей брезентовым или другим покрытием;
- лицом ответственным за перевозку кислородных баллонов является водитель транспортного средства;
- допустимая скорость движения автомобиля перевозящего кислородные баллоны 60км/час;
- в условиях плохой видимости (туман, дождь, снегопад и т.д.) до 300 м перевозка кислородных баллонов запрещена;
- запрещается перевозка людей в одном кузове с заправленными кислородными баллонами.
3.11.6. Перемещение кислородных баллонов на незначительные расстояния в пределах одного рабочего места разрешается производить путем осторожной его кантовки в вертикальном положении с небольшим наклоном. Перемещение баллона с одного помещения в другое, даже смежное, должно производиться на специально приспособленных тележках или носилках, обеспечивающих безопасную переноску баллонов.
IV. Требования безопасности по окончании работы с кислродными баллонами.
4.1. После окончания работы оставлять кислородные баллоны на рабочем месте запрещено.
4.2. После окончания работы от баллона должен быть отсоединен редуктор, вентиль баллона плотно закрыт и навинчен предохранительный колпак, после чего баллон убирается в специально отведенное для его хранения место.
4.3. Удалить с рабочего места инструмент и приспособления, при помощи которых производились работы.
4.4. Сообщить непосредственному руководителю о всех замеченных при производстве работ, неисправностях инструментов и приспособлений.
4.5. Вымыть руки теплой водой с мылом, а при возможности принять душ.
V. Требования безопасности при аварийных ситуациях.
5.1. Кислородные баллоны, у которых при осмотре поверхности выявлены трещины, вмятины, раковины и риски глубиной более 10% от номинальной толщины стенки, выщербления, износ резьбы горловины, а также на которых отсутствуют некоторые паспортные данные выбраковываются.
5.2. Если в результате очистки паспортные данные баллона видны, неудовлетворительно потребителю запрещается набивать их самостоятельно. В этом случае баллон должен быть направлен на предприятие наполнитель.
5.3. Если при закрытии вентиля (при продувке баллона или проверки наличия остаточного давления в нем, или просто в процессе использования баллонов) оборвется шпиндель (шток) необходимо оторвавшуюся "головку" и сам баллон возвратить лицу выдавшему баллон, поставить в известность о неисправности баллона непосредственного руководителя и не в коем случае не предпринимать никаких попыток ремонта вентиля самостоятельно.
5.4. В случае когда из-за неисправности вентиля кислород содержащийся в баллоне не может быть использован, баллон должен быть возвращен на наполнительную станцию и на нем наносится подпись "Осторожно! Полный" и направляется соответствующее сопроводительное письмо с указанием заводского номера этого баллона.
5.5. В случае полного срабатывания кислорода из баллона, последний должен направляться на наполнительную станцию в мастерскую по ремонту и испытанию баллонов.
5.6. Потребители кислорода, виновные в нарушении правил обращения с баллонами снимаются с обеспечения кислородом на период разбора и устранения нарушений и принятия мер воздействия к виновным.
5.7. При возникновении ситуаций, которые могут привести к несчастному случаю или аварии, следует немедленно прекратить все работы и сообщить об этом непосредственному руководителю.
5.8. При возникновении возгорания немедленно приступить к его ликвидации первичными средствами пожаротушения, а при необходимости вызвать пожарную охрану.
5.9. При несчастном случае с персоналом немедленно приступить к оказанию первой помощи пострадавшему, вызвав при необходимости скорую медицинскую помощь.
Практическая работа №14 (2 часа)
Тема: «Ознакомление с устройством горелок инжекторных и безинжекторных»
Цель работы: ознакомить учащихся с устройством инжекторных и безинжекторных горелок
Оборудование: инжекторная и безинжекторная горелки
Устройство инжекторной и безинжекторной горелок
Один из инструментов, необходимый при проведении большинства газосварочных работ – это сварочная газовая горелка. С ее помощью осуществляется подогрев металлоизделия и, собственно, сваривание деталей.
Современная сварочная газовая горелка – это надежный инструмент, который обеспечивает устойчивое пламя, как по форме, так и по силе, безопасность выполнения сварочных работ, простоту в использовании.
Выделяют два основных вида газовых горелок – это инжекторные и безинжекторные. Отличаются они наличием (отсутствием) инжектора. Заметим, что наличие в конструкции горелки этого элемента определяет величину давления газа, допустимого для использования. Так, инжекторные горелки применяются для низкого и среднего давления, тогда как безинжекторные используются для горючего газа с высоким давлением.
Конструкции этих двух видов горелок также отличаются – безинжекторные имеют более простое устройство.
В данной горелке образование смеси газов осуществляется путем впрыскивания горючего газа (который имеет низкое либо среднее давление) и кислорода, который подается из баллона в горелку под давлением равным 0,5-4 кгс/см2. Процесс происходит следующим образом: кислород, проходя через осевой канал инжектора, направляется в смесительную камеру на довольно большой скорости. В результате чего происходит разрежение в канале, через который проходит горючий газ или пары жидкого горючего. Этот процесс заставляет горючее поступать также в смесительную камеру, только проходит он не по осевому каналу, а за пределами инжектора. Смесь, что образовывается в камере инструмента, подается через мундштук и воспламеняется.
Пропорции газов в горючей смеси при желании можно немного отрегулировать с помощью вентилей горелки. Отметим, что для инжекторных горелок горючий газ должен подаваться из баллона под давлением не меньше 0,01 кгс/см2.
Суть работы горелки, не имеющей инжектора.
Данная горелка работает по более простому принципу.
Оба газа – кислород и горючий, подаются в горелку практически под одинаковым давлением, которое должно составлять не меньше 0,5 кгс/см2. Газы смешиваются в камере, после чего направляются в наконечник горелки.
Как и любое оборудование, предназначенное для проведения сварочных работ, газовые горелки должны отвечать ряду требований. Назовем основные из них:
· Горелки должны иметь не очень большие размеры и относительно маленький вес.
· Кислород и горючий газ должны смешиваться в определенном соотношении. К примеру, горелок, которые используются с ацетиленом, предъявляют следующие требования по соотношению – Vк/Va = 0,8-1,5.
· Горелка должна поддерживать постоянный состав смеси во время проведения сварочных работ.
· Газовая горелка для сварки должна позволять сварщику менять мощность пламени.
· Скорость, с которой полученная смесь выходит из горелки, должна превышать скорость воспламенения этой смеси. Горелка обязательно оснащается вентилями для регулировки состава смеси.
· Газовые горелки для сварочных работ должны соответствовать всем требованиям безопасности.
Отметим, что при использовании инжекторных горелок следует помнить, что на состав смеси могут негативно повлиять засорения мундштука, нагревание наконечника и прочие факторы. Поэтому перед использованием горелки необходимо проверять ее и при необходимости очищать от сварных брызг мундштук. В ходе работы следить, чтобы наконечник горелки не нагревался выше допустимой температуры. Безынжекторные горелки для сварочных работ также требуют тщательного контроля и ухода.
Задание
Сравните конструктивные и технологические особенности сварочных горелок, представленных на рисунках
.

Укажите составные части предложенных горелок
Практическая работа №15 (2 часа)
Тема: «Организация безопасного выполнения сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда»
Цель работы: ознакомить учащихся с инструкцией по охране труда при выполнении сварочных работ
Оборудование: инструкция по охране труда при выполнении сварочных работ
Инструкция
по охране труда
при выполнении сварочных работ
1. Общие требования охраны труда
1.1 К самостоятельному выполнению сварочных работ допускаются работники не моложе 18 лет, прошедшие медицинское освидетельствование, вводный инструктаж, первичный инструктаж, обучение и стажировку на рабочем месте, проверку знаний требований охраны труда, имеющие группу по электробезопасности не ниже II, профессиональные навыки по газосварочным работам и имеющие удостоверение на право производства газосварочных работ.
1.2 Работник обязан:
1.2.1 Выполнять только ту работу, которая определена рабочей инструкцией.
1.2.2 Выполнять правила внутреннего трудового распорядка.
1.2.3 Правильно применять средства индивидуальной и коллективной защиты.
1.2.4 Соблюдать требования охраны туда.
1.2.5 Немедленно извещать своего непосредственного или вышестоящего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, или об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого профессионального заболевания (отравления).
1.2.6 Проходить обучение безопасным методам и приёмам выполнения работ и оказанию первой помощи пострадавшим на производстве, инструктаж по охране труда, проверку знаний требований охраны труда.
1.2.7 Проходить обязательные периодические (в течение трудовой деятельности) медицинские осмотры (обследования), а также проходить внеочередные медицинские осмотры (обследования) по направлению работодателя в случаях, предусмотренных Трудовым кодексом Российской Федерации и иными федеральными законами.
1.2.8 Уметь оказывать первую доврачебную помощь пострадавшим от действия электрического тока и при других несчастных случаях;
1.2.9 Уметь применять первичные средства пожаротушения.
1.3 При выполнении сварочных работ на работника возможны воздействия следующих опасных и вредных производственных факторов:
-повышенное напряжение в электрической цепи, замыкание которой может пройти через тело человека;
-расположение рабочего места на значительной высоте относительно земли (пола);
-вредные вещества;
-острые кромки, заусенцы и шероховатости на поверхности заготовок;
-повышенная запыленность и загазованность воздуха рабочей зоны, токсические вещества в составе сварочного аэрозоля;
-повышенная температура поверхности оборудования;
-повышенная или пониженная температура воздуха рабочей зоны;
-повышенная яркость света.
-оборудование (газогенератор, баллоны с газом);
-инфракрасное излучение;
-расплавленный металл.
-ультрафиолетовое, видимое и инфракрасное излучение;
1.4 Оборудование (газогенератор, баллоны с газом, горелки) - в результате неправильной эксплуатации или неисправности может произойти взрыв с тяжелыми последствиями.
1.5 Ультрафиолетовые лучи, возникающие при электросварке, вызывают ожоги лица, рук и приводят к воспалению глаз. Видимые лучи действуют на сетчатую и сосудистую оболочку глаз, а инфракрасные - на хрусталик и роговицу глаза.
1.6 Инфракрасное излучение оказывает вредное влияние на хрусталик и роговицу глаза.
1.7 Газы: ацетилен -
бесцветный газ с резким характерным запахом. Длительное вдыхание ацетилена
может повлечь за собой головокружение и даже отравление. Смесь ацетилена с
кислородом и воздухом взрывоопасна;
-пропан - бутан - метановая смесь - бесцветный газ со слабым запахом,
взрывоопасен, при больших концентрациях может вызвать отравление.
1.8 Температура электрической дуги достигает 4000 °С при этом свариваемые детализначительно нагреваются и прикосновение к ним вызывает ожог. Горячая деталь внешне ничем не отличается от холодной и поэтому не воспринимается как источник опасности. Кроме того, при электросварке происходит разбрызгивание капель жидкого металла, которые попадая на тело вызывают ожоги.
1.9 Вредные газы и пыль (аэрозоль) выделяются при электросварочных работах и зависят от типа электродов, присадочного материала и свариваемого металла. Основными вредными веществами, входящими в состав выделяемых газов и аэрозолей, являются: оксид углерода, оксиды азота, хрома, марганца, цинка, кремния, фтористые соединения и др. Попадая вместе с вдыхаемым воздухом в организм работающего они могут привести к отравлениям, а пылевидная их часть - к поражению слизистой оболочки.
1.10 Работник при
производстве сварочных работ должен быть обеспечен спецодеждой, спецобувью и
другими средствами индивидуальной защиты в соответствии с Типовыми отраслевыми
нормами бесплатной выдачи специальной одежды, специальной обуви и других
средств индивидуальной защиты и Коллективным договором.
При нахождении на территории стройплощадки работник должен носить защитную
каску.
1.11 В процессе повседневной деятельности необходимо:
-применять в процессе работы сварочные аппараты, другое оборудование и средства малой механизации по назначению, в соответствии с инструкциями заводов-изготовителей;
-не пользоваться приспособлениями, оборудованием обращению с которым он не обучен и не проинструктирован;
-поддерживать порядок на рабочих местах, очищать их от мусора, снега, наледи, не допускать нарушений правил складирования материалов и конструкций;
-быть внимательными во время работы и не допускать нарушений требований безопасности труда;
1.12 В случаях травмирования или недомогания необходимо прекратить работу, известить об этом руководителя работ и обратиться в медицинское учреждение.
1.13 За невыполнение данной
инструкции виновные привлекаются к ответственности согласно законодательства
Российской Федерации.
2. Требования охраны труда перед началом работы
2.1 Перед началом выполнения газосварочных работ работник обязан:
-проверить наличие и исправность средств индивидуальной защиты;
-осмотреть и подготовить свое рабочее место, убрать все лишние предметы, не загромождая при этом проходов;
-проверить состояние пола на рабочем месте. Если пол скользкий или мокрый, потребовать, чтобы его вытерли или сделать это самому;
-проверить наличие и исправность газосварочной аппаратуры, вентиляции, инструмента, приспособлений, а также воды в водяном затворе;
-подготовить холодную воду для охлаждения горелки (резака), огнетушители, ящик с песком и другие средства пожаротушения;
-убедиться, что вблизи места сварочных работ нет легковоспламеняющихся и горючих материалов. Если они имеются, потребовать, чтобы их убрали не менее чем на 5 м от места сварки (резки);
-транспортировку баллонов с газом производить только на специальных тележках. Не бросать баллоны, не ударять друг о друга, не браться при подъеме баллона за его вентиль. Следить, чтобы на штуцере вентиля была заглушка, а на баллоне колпак;
-включить вентиляцию.
2.2 Запрещается:
-работать неисправным инструментом и приспособлениями или на неисправном оборудовании, а также самому производить устранение неисправностей;
-переносить баллоны на плечах (одним или двумя рабочими).
2.3 Перед началом выполнения электросварочных работ работник обязан:
-предъявить руководителю работ удостоверение о проверке знаний безопасных методов работ;
-надеть каску, спецодежду,
спецобувь установленного образца;
-получить задание на выполнение работы у бригадира или руководителя.
2.4 Запрещается:
-соединять сварочные провода скруткой;
-касаться руками токоведущих частей;
-осуществлять ремонт электросварочного оборудования.
2.5 После получения задания у руководителя работ необходимо:
-подготовить необходимые средства индивидуальной защиты (при выполнении потолочной сварки – асбестовые или брезентовые нарукавники; при работе лежа теплые подстилки; при производстве работ во влажных помещениях – диэлектрические перчатки, галоши или коврики; при сварке или резке цветных металлов и сплавов – шланговый противогаз);
-проверить рабочее место и подходы к нему на соответствие требованиям безопасности;
-подготовить инструмент, оборудование и технологическую оснастку, необходимые при выполнении работ, проверить их исправность и соответствие требованиям безопасности;
-в случае производства сварочных работ в закрытых помещениях или на территории действующего предприятия проверить выполнение требований пожаровзрывобезопасности и вентиляции в зоне работы;
-проверить устойчивость свариваемых или разрезаемых деталей и конструкций;
-убедиться в отсутствии в зоне работы пожароопасных материалов.
2.6 Запрещается приступать к работе при следующих нарушениях требований безопасности:
-отсутствии или неисправности защитного щитка, сварочных проводов, электрододержателя, а также средств индивидуальной защиты;
-отсутствии или неисправности заземления корпуса сварочного трансформатора, вторичной обмотки, свариваемой детали и кожуха рубильника;
-недостаточной освещенности рабочих мест и подходов к ним;
-отсутствии ограждений рабочих мест, расположенных на высоте 1,3 м и более, и оборудованных систем доступа к ним;
-пожаровзрывоопасных условиях;
-отсутствии вытяжной вентиляции в случае работы в закрытых помещениях.
2.7 Работник не должен приступать к работе при следующих нарушениях требований безопасности:
-неисправности горелки или редуктора (неплотности примыкания накидной гайки редуктора, неисправности вентиля горелки);
-неисправности манометра на редукторе (отсутствии клейма о ежегодном испытании или несвоевременном проведении очередных испытаний; разбитом стекле или деформированном корпусе, неподвижности стрелки при подаче газа в редукторе);
-нарушении целостности
баллона (наличие трещин или вмятин), а также отсутствии на баллоне с газом
клейма с датой испытания;
-неисправности водяного затвора ацетиленового генератора, а также наличии
других неисправностей, указанных в инструкции завода-изготовителя по его
эксплуатации, при которых не допускается применение генератора;
-недостаточной освещенности рабочих мест и подходов к ним;
-отсутствии ограждений рабочих мест, расположенных на высоте 1,3 м и более, и оборудованных систем доступа к ним;
-отсутствии вытяжной вентиляции в случае работы в закрытых помещениях;
-наличии в зоне работы
взрывопожароопасньх материалов.
Обнаруженные неисправности и нарушения требований безопасности должны быть
устранены собственными силами до начала работ, а при невозможности сделать это
работник обязан сообщить о них руководителю работ.
3. Требования охраны труда во время работы
3.1 Электросварочные работы необходимо выполнять при соблюдении следующих требований безопасности:
-место производства работ, а также нижерасположенные места должны быть освобождены от горючих материалов в радиусе не менее 5 м, а от взрывоопасных материалов и установок - 10 м;
-при производстве электросварочных работ вне помещений (во время дождя или снегопада) над рабочим местом сварщика и местом нахождения сварочного аппарата должен быть установлен навес;
-электросварочные работы на высоте должны выполняться с лесов или подмостей с ограждениями. Запрещается производить работы с приставных лестниц;
-сварка должна осуществляться с применением двух проводов, один из которых присоединяется к электрододержателю, а другой (обратный) - к свариваемой детали. Запрещается использовать в качестве обратного провода сети заземления металлические конструкции зданий, технологическое оборудование, трубы санитарно-технических сетей (водопровод, газопровод и т.п.);
-сварочные провода должны соединяться способом горячей пайки, сварки или при помощи соединительных муфт с изолирующей оболочкой. Места соединений должны быть заизолированы; соединение сварочных проводов методом скрутки не допускается;
-сварочные провода должны прокладывать так, чтобы их не могли повредить машины и механизмы. Запрещается прокладка проводов радом с газосварочными шлангами и трубопроводами, расстояние между сварочным проводом и трубопроводом кислорода должно быть не менее 0,5 м, а трубопроводом ацетилена и других горючих газов - 1 м.
3.2 Перед сваркой работник должен убедиться, что кромки свариваемого изделия и прилегающая к ним зона (20-30 мм) очищены от ржавчины, шлака и т.п. При очистке необходимо пользоваться защитными очками. Свариваемые детали до начала сварки должны быть надежно закреплены. При резке элементов конструкций электросварщик обязан применять меры против случайного падения отрезаемых элементов.
3.3 Емкости, в которых
находились горючие жидкости или кислоты, до начала электросварочных работ
должны быть очищены, промыты, просушены с целью устранения опасной концентрации
вредных веществ.
3апрещается производить сварку на сосудах, находящихся под давлением. Сварку
(резку) свежеокрашенных конструкций и деталей следует производить только после
полного высыхания краски.
3.4 При выполнении электросварочных работ в закрытых емкостях или полостях конструкций необходимо соблюдать следующие требования безопасности:
-рабочее место должно быть обеспечено вытяжной вентиляцией, а в особых случаях сварку следует производить в шланговом противогазе;
-применять освещение напряжением не выше 12 В, устанавливая трансформатор вне емкости;
-работы необходимо осуществлять с применением предохранительного пояса с креплением его к веревке, другой конец которой должен держать страхующий снаружи емкости; электросварочный аппарат должен иметь электроблокировку, обеспечивающую автоматическое отключение напряжения холостого хода или ограничение его до напряжения 12В с выдержкой времени не более 0,5 с;
-при работе пользоваться диэлектрическими перчатками, галошами, ковриком, а также изолирующим шлемом.
3.5 При выполнении сварочных
работ в одном месте несколькими работниками, их рабочие места необходимо
ограждать светонепроницаемыми щитами из несгораемого материала.
Запрещается одновременная электросварка и газосварка (газорезка) внутри
закрытой емкости или резервуара.
3.6 Во время перерывов в работе запрещается оставлять на рабочем месте электрододержатель, находящийся под напряжением, сварочный аппарат необходимо отключать, а электрододержатель закреплять на специальной подставке или подвеске. Подключение и отключение сварочных аппаратов, а также их ремонт должны осуществляться специальным персоналом через индивидуальный рубильник.
3.7 При выполнении работ на действующих объектах с установленным режимом проведения огневых работ работник обязан выполнять дополнительные требования инструкций, утвержденных Госгортехнадзором России.
3.8 Газосварочные работы необходимо выполнять при соблюдении следующих требований безопасности:
-шланги должны быть защищены от соприкосновений с токоведущими проводами, стальными канатами, нагретыми предметами, масляными и жирными материалами. Перегибать и переламывать шланги не допускается;
-перед зажиганием горелки следует проверить правильность перекрытия вентиля (при зажигании сначала открывают кислородный вентиль, после чего ацетиленовый, а при тушении - наоборот);
-во время перерывов в работе горелка должна быть потушена и вентили на ней перекрыты, перемещаться с зажженной горелкой вне рабочего места не допускается;
-во избежание сильного нагрева горелку, предварительно потушив, следует периодически охлаждать в ведре с чистой водой;
-емкости, в которых находились горючие жидкости или кислород, разрешается сваривать (резать) только после их очистки, промывки и просушки. Запрещается производить сварку, резку и нагрев открытым пламенем аппарата сосудов и трубопроводов под давлением;
-во избежание отравления окисью углерода, а также образования взрывоопасной газовоздушной смеси запрещается подогревать металл горелкой с использованием только ацетилена без кислорода;
-свариваемые (разрезаемые) конструкции и изделия должны быть очищены от краски, масла, окалины и грязи с целью предотвращения разбрызгивания металла и загрязнения воздуха испарениями газа;
-свариваемые конструкции до начала сварки должны быть закреплены, а при резке должны быть приняты меры против обрушения разрезаемых элементов конструкций;
-при обратном ударе (шипении горелки) следует немедленно перекрыть сначала ацетиленовый, затем кислородный вентили, после чего охладить горелку в чистой воде;
-разводить огонь, курить и зажигать спички в пределах 10 м от кислородных и ацетиленовых баллонов, газогенераторов и иловых ям не допускается.
3.9 При газопламенных работах в закрытых емкостях или полостях конструкций необходимо выполнять следующие требования:
-использовать в процессе работы вытяжную вентиляцию, а в особых случаях - шланговые противогазы;
-размещать ацетиленовые генераторы и газовые баллоны вне емкостей;
-выполнять работы только при наличии вне емкости двух работников, которые должны страховать газосварщика с помощью веревки, второй конец должен быть прикреплен к его предохранительному поясу;
-провести проверку загазованности в колодцах, тоннелях и других местах возможного скопления взрывопожароопасных газов до начала производства работ;
-не допускать одновременно производства газопламенных и электросварочных работ.
3.10 При работе с карбидом кальция работник обязан выполнять следующие требования безопасности:
-хранить барабаны с карбидом на стеллажах в сухом, закрытом, но хорошо проветриваемом помещении, защищенном от проникновения влаги; запрещается хранить карбид кальция в подвальных помещениях и около рабочего места;
-в случае возникновения пожара в помещении, где хранится карбид кальция, тушить огонь следует сухим песком или углекислотными огнетушителями. Запрещается при тушении использовать воду.
-вскрывать крышки барабанов с карбидом кальция латунным зубилом и деревянным молотком либо специальным ножом; для предупреждения искрообразования барабан в местах вскрытия необходимо покрыть слоем солидола толщиной 2-3 мм;
-размельчать крупные куски карбида латунным молотком; при дроблении необходимо находиться под навесом, пользоваться респиратором (противогазом) и защитными очками;
-переносить куски карбида в герметически закрываемой таре.
3.11 При использовании газовых баллонов необходимо выполнять следующие требования безопасности:
-хранение, перевозка и выдача газовых баллонов должны осуществляться лицами, прошедшими обучение;
-перемещение баллонов с газом следует осуществлять только в предохранительных колпаках на специальных тележках, контейнерах или других устройствах, обеспечивающих устойчивость положения баллонов;
-хранить газовые баллоны - в сухих и проветриваемых помещениях, исключающих доступ посторонних лиц;
-производить отбор кислорода из баллона до минимально допустимого остаточного давления - 0,5 атм; отбор ацетилена (в зависимости от температуры наружного воздуха) до остаточного давления 0,5-3 атм;
-применять кислородные баллоны, окрашенные в голубой цвет, а ацетиленовые - в белый.
3.12 При эксплуатации ацетиленовых газогенераторов:
-генераторы должны быть установлены на специальные металлические поддоны строго вертикально; запрещается устанавливать ацетиленовые генераторы в проходах, на лестничных площадках, а также в эксплуатируемых помещениях;
-куски карбида кальция, загружаемые в генератор, должны быть не менее- 2 мм. При загрузке генератора необходимо надевать резиновые перчатки;
-для определения мест утечки газа следует использовать мыльный раствор, не допускается использовать генератор, имеющий утечку газа;
-перед пуском генератора и через каждые 2 ч работы необходимо проверять уровень воды в водяном затворе; работать с генератором, водяной затвор которого не заполнен водой или не исправен, не допускается;
-карбидный ил следует высыпать в иловую яму, находящуюся вдали от транспортных путей и жилых районов.
3.13 При производстве газопламенных работ с применением пропан-бутановых смесей работник обязан выполнять следующие требования:
-применять в работе газовые баллоны, редукторы и регуляторы, окрашенные в красный цвет;
-не допускать нахождения более одного баллона с пропан-бутановой смесью на рабочем месте;
-Следить за тем, чтобы окалина не попадала в сопло, а перед каждым зажиганием выпускать через резак образующуюся в шланге гремучую смесь паров, газов и воздуха.
3.14 При выполнении газопламенных работ на действующих предприятиях, где установлен режим огневых работ, работы следует выполнять по наряду-допуску.
4. Требования охраны труда в аварийных ситуациях
4.1 При возникновении аварий и ситуаций, которые могут привести к авариям и несчастным случаям, необходимо:
4.1.1 Немедленно прекратить работы и известить руководителя работ.
4.1.2 Под руководством ответственного за производство работ оперативно принять меры по устранению причин аварий или ситуаций, которые могут привести к авариям или несчастным случаям.
4.2 При обнаружении в процессе работы загораний необходимо работу прекратить, перенести баллоны, шланги и другое оборудование на безопасное расстояние от места загорания и принять меры к их тушению. Пламя следует тушить углекислотными огнетушителями, асбестовыми покрывалами, песком или сильной струей воды. В случае невозможности ликвидировать загорание собственными силами необходимо сообщить бригадиру или руководителю работ.
4.3 В случае возникновения неисправности сварочного агрегата, сварочных проводов, электрододержателей, защитного щитка или шлема - маски необходимо прекратить работу и сообщить об этом бригадиру или руководителю работ. Возобновить работу можно только после устранения всех неисправностей соответствующим персоналом.
4.4 При обнаружении неисправности оборудования для газопламенных работ (генератора, баллонов, редуктора, резака и т.п.) работник обязан прекратить производство работ и не возобновлять их до устранения неисправности.
4.5 В случае возникновения загазованности помещений при отсутствии вытяжной вентиляции работы необходимо приостановить и проветрить помещение. Работы также должны быть прекращены при выполнении их вне помещений (при возникновении дождя или снегопада). Работы могут быть возобновлены только после прекращения дождя или снегопада или устройства навеса над местом работы электросварщика.
4.6 При потере устойчивости свариваемых (разрезаемых) изделий и конструкций работы следует прекратить и сообщить о случившемся бригадиру или руководителю работ. После этого работник должен принять участие в работах по предотвращению обрушения конструкций.
4.7 При несчастных случаях:
4.7.1 Немедленно организовать первую помощь пострадавшему и при необходимости доставку его в медицинскую организацию;
4.7.2 Принять неотложные меры по предотвращению развития аварийной или иной чрезвычайной ситуации и воздействия травмирующих факторов на других лиц;
4.7.3 Сохранить до начала расследования несчастного случая обстановку, какой она была на момент происшествия, если это не угрожает жизни и здоровью других лиц и не ведет к катастрофе, аварии или возникновению иных чрезвычайных обстоятельств, а в случае невозможности ее сохранения - зафиксировать сложившуюся обстановку (составить схемы, провести другие мероприятия);
4.8 При термическом ожоге без нарушения целостности пузырей (ожог 1-й степени) необходимо подставить обожженное место под струю холодной воды на 10-15 минут или приложить холод на 20-30 минут, затем наложить сухую стерильную повязку.
4.9 При ожоге с нарушениями целостности ожоговых пузырей и кожи (2-й и 3-й степени) обожженный участок следует закрыть стерильным материалом. Поверх сухой ткани приложить холод. Не допускается промывать водой и бинтовать обожженную поверхность.
4.10 При любом повреждении кожи и тканей тела следует смазать йодом кожу вокруг раны, закрыть стерильным материалом и наложить повязку.
4.11 При ощущении боли в глазах надо немедленно прекратить работу, поставить в известность непосредственного руководителя и обратиться в медицинское учреждение.
4.12 В случае возникновения пожара:
4.12.1 Оповестить работающих в производственном помещении и принять меры к тушению очага пожара. Горящие части электроустановок и электропроводку, находящиеся под напряжением, тушить углекислотным огнетушителем.
4.12.2 Принять меры к вызову на место пожара непосредственного руководителя или других должностных лиц.
5. Требования охраны труда по окончании работы
5.1 По окончании электросварочных работ работник обязан:
-отключить электросварочный аппарат;
-привести в порядок рабочее место, собрать инструмент, смотать в бухты сварочные провода и убрать в отведенные для их хранения места;
-убедиться в отсутствии очагов загорания, при их наличии залить водой;
-обо всех нарушениях требований безопасности, имевших место в процессе выполнения работы, сообщить бригадиру или руководителю работ;
5.2 После окончания газосварочных работ электрогазосварщик обязан:
-потушить горелку;
-привести в порядок рабочее место;
-убрать газовые баллоны, шланги и другое оборудование в отведенные для них места;
-разрядить генератор, для чего следует очистить его от ила и промыть волосяной щеткой;
-убедиться в отсутствии
очагов загорания, при их наличии - залить их водой;
обо всех нарушениях требований безопасности, имевших место в процессе работы,
сообщить бригадиру или руководителю работ.
5.3 Убрать спецодежду, средства индивидуальной защиты в предназначенные для хранения места.
5.4 Вымыть руки с мылом и принять душ, выполнить другие мероприятия личной гигиены.
5.5 Сообщить лицу, ответственному за производство работ о всех недостатках, замеченных во время работы, и принятых мерах по их устранению.
Задание
Познакомиться с инструкцией и сделать конспект
Практическая работа №16 (2 часа)
Тема: «Классификация деталей и сборочных единиц»
Цель работы: ознакомить учащихся с классификацией деталей и сборочных единиц; а также с условными обозначениями деталей машин в кинематических схемах
Оборудование: детали машин и сборочные единицы (болты, гайки, шпонки, подшипники, редукторы и т.д.),
Машины состоят из деталей. Деталью принято называть элемент конструкции, изготовленный из материала одной марки без применения операций сборки.
Число деталей в сложных машинах может достигать десятков и сотен тысяч. Некоторые совокупности совместно работающих деталей объединяются в отдельную конструкцию – сборочную единицу.
Сборочная единица (узел) – совокупность деталей, соединенных на предприятии-изготовителе сборочными операциями (завинчиванием, сваркой и т.п.) и предназначенных для совместной работы.
Многие детали и узлы различных машин похожи, имеют одинаковые функциональные назначения и применяют почти во всех машинах – их называют деталями общего назначения.
Ниже приведена классификация деталей машин (по назначению).
Классификация деталей машин
Соединение деталей машин
Для выполнения своих функций детали машин соответствующим образом соединяются между собой. При этом детали образуют подвижные (различного рода шарниры, подшипники, зацепления и др.) и неподвижные (болтовые, сварные, шпоночные и др.) соединения. Наличие подвижных соединений в машине обеспечивает относительное перемещение деталей, предусмотренное её кинематической схемой, таким образом, взаимное положение между соединяемыми деталями может изменяться во время работы. При неподвижных соединениях взаимное расположение соединяемых деталей и узлов остается неизменным. Неподвижные соединения позволяют расчленить машину на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т.п.
Детали соединений образуют наиболее распространенную группу деталей машин; работоспособностью соединений, как показывает практика, определяется надежность конструкции в целом. В машиностроении термин "соединение" принято относить только к неподвижным соединениям деталей машин.
По форме сопрягаемых поверхностей различают плоское, цилиндрическое, коническое, сферическое, винтовое соединения.
Соединения по признаку возможности разборки делят на разъемные и неразъемные.
Задание
Выполнить эскиз детали или сборочной единицы, предложенной преподавателем
Практическая работа №17 (2 часа)
Тема: «Определение, сборка и разборка разъёмных соединений»
Цель работы: ознакомить учащихся с алгоритмом сборки и разборки разъемных соединений
Оборудование: разъемное соединение
Разъемные соединения разбираются без разрушения деталей. К этому типу относятся резьбовые, шпоночные, штифтовые, зубчатые (шлицевые) и др. соединения.

Рис.1. Резьбовые соединения
Резьбовыми называют такие соединения (рисунок 1), в которых сопряженные детали соединяются с помощью резьбы или резьбовых крепежных деталей (болты, обычные и специальные гайки, винты, шпильки и др.)
Болт 1 представляет собой стержень с резьбой для гайки на одном конце и головкой на другом (рисунок 1, а). За головку болт вращают или, наоборот, удерживают от вращения при соединении деталей. Между гайкой 2 и соединяемыми деталями, как показано на рисунке 1, ставят шайбу 3.
Шайба – диск с отверстием, подкладывается под гайку или, головку болта для увеличения опорной поверхности. Это позволяет предотвратить повреждение детали вращающейся гайкой.
Винт 4 – это стержень обычно с головкой на одном конце и резьбой на другом конце, которым он ввинчивается в резьбовое отверстие одной из соединяемых деталей (рисунок 1, б).
Шпилька 5 представляет собой стержень, имеющий резьбу с обоих концов. При соединении шпилькой её ввёртывают в одну из скрепляемых деталей, а на другой конец шпильки навинчивают гайку (рисунок 1, в).
Гайка 2 – это деталь с резьбовым отверстием, навинчиваемая на болт (рисунок 1, а) или на шпильку (рисунок 1, в) и служащая для замыкания скрепляемых с помощью болта или шпильки деталей соединения.
Соединение болтом применяют для деталей сравнительно малой толщины, а также при многократной разборке и сборке соединений. Возможны варианты установки болтов с зазором (рисунок 1, а) и без зазора (рисунок 1, г) между болтом и соединяемыми деталями. При большой толщине соединяемых деталей предпочтительны соединения с помощью шпилек. Из всех видов соединений, применяемых в машиностроении, резьбовые – самые распространенные. До 60% деталей имеют резьбу, так как они наиболее надежны и удобны для сборки и разборки, имеют небольшие габариты и возможность фиксированного зажима в любом положении, просты в изготовлении.
В нашей стране и за рубежом существуют стандарты на наиболее распространенные виды резьбовых крепежных деталей.
Шпоночным называют соединение зацеплением с помощью шпонки двух соосных цилиндрических (конических) деталей (рисунок 2, 3, 4). Шпонкой 1 называют деталь в виде призматического (рисунок 2, б, в), круглого (рисунок 2, г) или клинового (рисунок 3) стержня, устанавливаемого в пазах вала и ступицы и препятствующего относительному повороту или сдвигу этих деталей. Шпонки преимущественно применяют для взаимного соединения и передачи вращающего момента от вала к ступице и наоборот.
 Рис.2. Шпоночные соединения
Рис.2. Шпоночные соединения
Шпоночные соединения делятся на две группы: ненапряженные и напряженные. Ненапряженные соединения осуществляются призматическими и сегментными шпонками (рисунок 2, б, в), которые не вызывают деформации ступицы и вала при сборке. Напряженные соединения осуществляются клиновыми (рисунок 3) и круглыми шпонками (штифтами рисунок 2, г), устанавливаемыми с натягом и вызывающими деформацию вала и ступицы при сборке. Применяют также штифты для точной ориентации одной детали относительно другой (рисунок 4).
Шпонки этих типов регламентированы, их размеры выбирают по стандартам.


Рис.3. Клиновые шпонки Рис.4. Штифты
Достоинства этих соединений состоят в простоте конструкции, невысокой стоимости изготовления, удобстве сборки и разборки. Однако канавки для шпонок существенно снижают прочность вала, так как создают значительную концентрацию напряжений.
Зубчатое (шлицевое) соединение условно можно рассматривать как многошпоночное, у которого шпонки, называемые шлицами (зубьями), выполнены как одно целое с валом 1 и они входят в соответствующие пазы ступицы 2 детали (рисунок 5, а). В шлицевом соединении профиль сечения зубьев имеет прямоугольную, эвольвентную или треугольную форму (рисунок 5, б). Шлицевые соединения по сравнению со шпоночными имеют некоторые преимущества: возможность передачи больших вращающих моментов в связи с большей поверхностью контакта соединяемых деталей, лучшее центрирование ступицы на валу, удобство сборки и разборки, большая усталостная прочность вала.
Недостаток шлицевых соединений – высокая трудоемкость и стоимость их изготовления.
Все размеры зубчатых (шлицевых) соединений, а также допуски на них стандартизованы.

Рис.5. Шлицевые соединения
Задание
1. Какие соединения относят к разъемным
2. Какие детали используются в резьбовых соединениях и их назначение?
3. Каковы достоинства резьбовых соединений?
4. Какие соединения используют для передачи вращающего момента?
5. Какие виды шпонок Вы знаете?
6. Каковы достоинства и недостатки шпоночных соединений?
7. Какой профиль могут иметь зубья шлицевого соединения?
Практическая работа №18 (2 часа)
Тема: «Определение видов и способов неразъёмного соединения деталей и узлов»
Цель работы: ознакомить учащихся с алгоритмом определения видов и способов неразъемного соединения деталей и узлов
Оборудование: неразъемное соединение
Неразъемные соединения – это соединения, при разборке которых элементы, связывающие их, разрушаются, и тем самым становятся непригодны для дальнейшей работы. К соединениям такого типа относятся: заклепочные, сварные, прессовые, клеевые и др.
Заклёпки представляют собой сплошной или полый цилиндрический стержень (рисунок 6). Заклепочные соединения образуются постановкой заклепок в совмещенные отверстия соединяемых деталей и последующей расклепкой их. Геометрические размеры заклепок стандартизованы. Основные типы заклепок, различаемых по форме головок, изображены на рисунке 6; а – с полукруглой головкой; б – с потайной; в – с полупотайной; г – трубчатая.

Рис.6. Типы заклепок
Заклёпочные соединения применяют для изделий из листового, полосового материала или профильного проката при небольшой толщине соединяемых деталей; для скрепления деталей из разных материалов; деталей из материалов, не допускающих нагрева или несвариваемых; в конструкциях, работающих в условиях ударных или вибрационных нагрузок (авиация, водный транспорт, металлоконструкции мостов и т.д.). Заклёпочные соединения вытесняются более экономичными и технологичными сварными и клеевыми соединениями, так как отверстия под заклёпки ослабляют сечения деталей на 10 – 20%, а трудоёмкость изготовления и масса клёпаной конструкции обычно больше.
Заклёпки изготавливают из низкоуглеродистых сталей, цветных металлов или их сплавов. При выборе материалов желательно, чтобы коэффициенты линейного расширения заклёпок и соединяемых деталей были примерно равными.
Сварные соединения – это неразъемные соединения (рисунок 7, а), основанные на использовании сил молекулярного сцепления между частями свариваемых деталей при их нагревании или пластическом деформировании. Сварные соединения являются наиболее совершенными неразъемными соединениями, так как лучше других приближают составные детали к целым и позволяют изготовлять детали неограниченных размеров. Прочность сварных соединений при статических и ударных нагрузках доведена до прочности деталей из целого металла. Освоена сварка всех конструкционных сталей, цветных сплавов и пластмасс. Замена клепаных конструкций сварными уменьшает их массу до 25%, а замена литых конструкций сварными экономит до 30% и более металла. Высокая производительность сварочного процесса и хорошее качество соединений обеспечили широкое распространение сварки в технике. Основные недостатки: наличие остаточных напряжений из-за неоднородности нагрева и охлаждения; возможность коробления деталей при сваривании; возможность существования скрытых (невидимых) дефектов (трещин, непроваров), снижающих прочность соединений.
В зависимости от расположения соединяемых частей различают следующие виды сварных соединений: угловые (рисунок 7, б), тавровые (рисунок 7, в), стыковые (рисунок 7, г), нахлесточные (рисунок 7, д).
Условные изображения и обозначения швов сварных соединений стандартизованы.

Рис.7. Сварные соединения
Задание
1. Почему некоторые виды соединений называют неразъемными?
2. Какими достоинствами обладают заклепочные соединения?
3. Каковы преимущества и недостатки сварных соединений?
4. Каковы основные виды сварных соединений?
Практическая работа №19 (2 часа)
Тема: «Выполнение операций неразъёмных соединений»
Цель работы: выполнить операции неразъемных соединений
Оборудование: неразъемное соединение
Неразъемной сборкой называются соединения, которые невозможно разобрать без частичного или полного нарушения размеров первоначальных деталей и целостности материала, из которого они изготовлены. Неразъемные соединения получают сваркой, пайкой твердыми припоями, склеиванием термореактивными смолами, клепкой или соединением деталей на прессовых посадках.
Заклепочные соединения применяют в сборочных единицах, подверженных большим динамическим нагрузкам, а также в тех случаях, когда сопрягаемые между собой детали плохо поддаются сварке. Заклепки обеспечивают неразъемность соединения.
В таких соединениях величина зазора для заклепок диаметром до 6 мм должна составлять 0,2 мм, для заклепок диаметром 6...10 мм — 0,25 мм и для заклепок диаметром 10...18 мм — 0,3 мм.
В зависимости от размера и места применения заклепок клепка может быть горячей или холодной. Обычно при диаметре заклепки до 10 мм производится холодная клепка, а свыше 10 мм — горячая.
Клепка представляет собой процесс, при котором соединение двух или большего числа деталей происходит посредством расклепывания стержней заклепок, которые вставляются в заранее приготовленные отверстия. Заклепка ( 3.29) представляет собой стержень 2 с закладной головкой 1 и замывающей головкой 3, которая образуется на другом конце стержня после обработки. Основное назначение заклепки — противостоять срезывающим силам, приложенным к разным сторонам соединяемых частей.
Волокна металла в заклепках обычно направлены вдоль их стержней, что обеспечивается применением проволоки в качестве материала для них. Диаметр употребляемой проволоки — от 2 до 10 мм. Закладную го- л0Вку заклепки изготавливают заранее.
Подготовка заклепочных отверстий часто имеет решающее значение для качества заклепочного шва. Отверстия могут быть сделаны пробивкой или сверлением, а иногда пробивкой с последующим рассверливанием или развертыванием.
Пробивка отверстий при прочих равных условиях дает худшие результаты соединения, чем при сверлении, Образующаяся при иробтке нагартовка материала вблизи стенок отверстия вызывает иногда трещины и ослабляет прочность соединения. Кроме того, пробитые отверстия получаются несколько выпученными, что, в свою очерелъу усложняет технологический процесс клепки при накладывании листов друг на друга.
Отверстия под заклепки засверливают под прямым Углом к плоскости деталей. Диаметр отверстия выбира ют в зависимости от диам'етра стержня заклепки по данным
Виды брака при клепке, обусловленные, различными причинами, приведены в табл. 3.4.
Головки заклепки могут быть образованы прямым и обратным методом. При прямом методе удары наносят со стороны замыкающей головки при обратном — со стороны, закладной головки. Для получения плотного соприкосновения склепываемых деталей в первом случае необходимо тщательное их обжатие, а во втором плотность достигается одновременно с образованием головки.
При горячей клепке, которая применяется при диаметрах стержня свыше 10 мм, усилие клепки составит 6500...8000 Н на 1 см2 сечения стержня, который нагревается до температуры 1323..Л373 К (1050...1100 °С).
Склеивание — процесс получения неподвижных неразъемных соединений, при котором между сопрягаемыми поверхностями деталей вводится слой специального вещества, способного неподвижно скреплять их. Важным преимуществом склеивания является возможность получения соединений из разнородных металлов и неметаллических материалов. При этом в значительной мере устраняются внутренние напряжения и деформации деталей, так как технология склеивания не требует повышенных температур.
Процесс склеивания деталей предусматривает выполнение следующих операций: подготовка поверхностей и клея; нанесение его на поверхности; подсушивание поверхностей; соединение деталей; выдержка их под давлением или подогрев;, зачистка соединения; контроль,
В конструкциях машин иногда встречаются клеесварные соединения. При их сборке слой клея (ВК-9) наносят на сопрягаемую поверхность одной детали, а вторую приваривают точечной сваркой по этому слою.
Задание
Под руководством преподавателя провести операцию неразъемного соединения. Описать алгоритм выполнения.
Практическая работа №20
Тема: «Классификация материалов для изготовления сварных конструкций»
Цель работы: познакомиться с материалами для изготовления сварных конструкций
Оборудование: различные материалы для изготовления сварных конструкций
При выборе материала сварных конструкций энергоустановок, работающих при высоких температурах, специального рассмотрения заслуживает вопрос об уровне свойств стали при комнатной температуре. Наиболее важной характеристикой, которая должна при этом учитываться, является пластичность и вязкость материала при комнатной температуре.
Приведенные соображения показывают важность сохранения пластичности и вязкости материала сварных конструкций энергоустановок при комнатной температуре. Указанное требование является особенно необходимым для изделий, имеющих сложную форму, например отливок и поковок арматуры, цилиндров и др.
Свариваемость общая — определяется испытаниями, оценивающими способность материала сварной конструкции выдерживать напряжения, присущие этой конструкции, как в процессе ее изготовления (при сварке), так и при последующей эксплуатации. Испытания на общую свариваемость подразделяются на 2 раздела один включает испытания на склонность к трещинообразованию, другой — на чувствительность к надрезу.
Материал сварных конструкций
Из отмеченного выше следует, что материал сварных конструкций должен обладать таким комплексом свойств, которые обеспечивали бы высокие прочностные характеристики сварных соединений при применении сравнительно простых технологических приемов сварки (без предварительного подогрева, последующей термической обработки и других специальных мер). Более того, материал сварных конструкций должен обладать не только определенными свойствами, обеспечивающими его высокую эксплуатационную прочность, но он должен также обладать достаточной технологической прочностью , т. е. он должен выдерживать без разрушения усилия, возникающие в процессе сварки.
Достоинства сварных соединений.
1. Экономия материала (сварные конструкции в среднем легче клепаных на 20... 25%).
2. Плотность и непроницаемость соединений (клепаные резервуары, котлы и другие емкости, находящиеся под давлением, заменены сварными).
3. Возможность соединения деталей любых криволинейных профилей произвольной толщины.
4. Трудоемкость сварного соединения значительно меньше заклепочного (исключены разметка и сверление или продавливание отверстий),
5. Стоимость мелкосерийных сварных конструкций примерно в два раза ниже стоимости стального литья или поковок,
6. Бесшумность технологического процесса сварки и возможность ее автоматизации.
Требование технологичности - одно из основных, которое должно учитываться при проектировании конструкции, так как трудоемкость конструкции, сроки ее изготовления и ее экономичность в значительной мере определяются тем, насколько полно выполнены требования технологичности при выборе материала и конструктивных форм сварного изделия или сооружения. Учет технологичности при проектировании сварной конструкции означает, что выбранный материал сварной конструкции допускает сварку обычными приемами, не требуя каких-либо условий, осложняющих производство, а принятые конструктивные формы способствуют применению при изготовлении конструкции наиболее прогрессивных процессов автоматической сварки и других высокопроизводительных ТП, что принятое конструктивное решение требует минимального количества элементов, что в каждом элементе используется минимальное число.
Термины и определения, относящиеся к сварке (процесс сварки, виды сварных соединений, сварные швы и т. д.), установлены Г(ХТ 2601—74. Сваривать можно металлы, стекло, некоторые виды пластмасс и т. д. Применение сварки вместо клепки позволяет экономить материал, облегчать конструкцию, уменьшать трудоемкость производственных процессов , облегчать условия работы и т. д.
Диагностика технического состояния и оценка ресурса аппаратов являются специальной дисциплиной, на базе которой формируются знания по обеспечению надежности и безопасности эксплуатации длительнопроработавших сварных конструкций оболочкового типа. К числу отличительных черт нефтеперерабатывающих и нефтегазохимических производств следует отнести наличие значительной доли потенциально опасных объектов, выработавших проектный срок эксплуатации или не имеющих расчетного срока эксплуатации. Износ основноготехнологического нефтегазохимического оборудования достиг 80-90%, и оно естественно нуждается в замене. Поддерживать работоспособное состояние оборудования не представляется возможным без решения проблем диагностики современными достоверными методами и оценки остаточного ресурса. Параметры эксплуатации такого оборудования (рабочая температура и давление, рабочая среда и т.д.) охватывают очень широкие интервалы и весьма различны по воздействию на материал. Им присуще разнообразие по конструктивным оформлениям и по применяемым методам формоизменяющих операций при изготовлении. В процессе эксплуатации в металле конструктивных элементов оборудования происходит постепенное накопление необратимых повреждений и по истечении определенного времени возможны преждевременные их разрушения.
При выборе материала заготовки следует учитывать не только его эксплуатационные свойства, но и его свариваемость. Сварка материала не должна ухудшить работу сварной конструкции в реальных условиях эксплуатации. Например, если конструкция работает При НИЗКИХ температурах, то материал заготовки должен обеспечить после сварки металлу сварного шва и околошовной зоны порог хладноломкости ниже предполагаемой температуры
Эффективным направлением является использование в различных частях сварных конструкций разнородных материалов, наиболее полно отвечающих требованиям эксплуатации, применение двухслойного прокатасо специальными свойствами облицовочного слоя и других сочетаний. Примером может служить ротор газовой турбины. По ободу диск ротора подвергается действию высоких температур и относительно небольших усилий, а центральная часть работает в условиях невысоких температур и воздействия больших усилий Подобрать материал, одинаково хорошо работающий в этих условиях, очень трудно. Поэтому целесообразно изготовить сварной ротор центральную часть из высокопрочной стали перлитного класса , а обод диска из жаропрочной аустенитной
При вибрационной нагрузке следует переходить на стыковые соединения. Соединения внахлестку применяют только для неответственных конструкций при статической нагрузке . Допускаемое напряжение для материала сварного шва
Межкристаллитная коррозия типична для коррозионно-стойких сталей, проходит между кристаллами и поражает границы зерен. Склонность к коррозии появляется при неправильной термической обработке сталей, которые теряют прочность и вязкость. В первую очередь этот вид коррозии проявляется в виде растрескивания поверхности, а затем и полного распада. С точки зрения разрушения наиболее опасным местом сварных конструкций из аустенитных сталей является зона основного материала, прилегающая к металлу сварного шва.
Отвал бульдозера — сварная конструкция, разрушение которой связано прежде всего с наличием концентраторов напряжений в местах сварки. Для разных типов отвалов интенсивность их разрушений при низких температурах различна, но во всех случаях достаточно высока (рис. 36, а — г). Основной тип исследуемого отвала — отвал бульдозера Д-271. Для изготовления отвала применяется сталь с низкими прочностными свойствами, склонная к хладноломкости (табл. 11). Так, ударная вязкость материала (образцы вырезались из реальных деталей) снижается с 6,5—3,8 кгс-м/см,2 при температуре 20°С до 4,0—0,6 при температуре —30°С. Разброс значений ударной вязкости можно объяснить значительным колебанием, химического состава, а также разным временем, которое отработала каждая деталь до момента разрушения.
Во многих случаях конструктивные размеры определяются требованиями прочности. В случаях, когда существует риск коррозионного растрескивания под напряжением (см. 4.11), необходимо убедиться, что растягивающие напряжения не превосходят верхнего предела, который с точки зрения коррозионного растрескивания допустим для данного сплава. При переменной нагрузке необходимо убедиться, что не превышен предел усталости. Иначе может произойти усталостное или коррозионно-усталостное повреждение (см. ри. 4.11). Опасность растрескивания от коррозии под напряжением, усталости или коррозионной усталостиособенно велика там, где имеются концентраторы механических напряжений, например надрезы и маленькие отверстия, а также места резкого изменения формы. Эти неоднородности должны быть учтены путем введения коэффициента формы при силовом расчете размеров конструкции. В случае сварных конструкций необходимо также принимать во внимание, что прочность материала, а также его сопротивление коррозионному растрескиванию под напряжением, усталости и коррозионной усталости в месте шва или около него бывает часто пониженным.
На определенном расстоянии по обе стороны сварного шва находятся области, нагревающиеся до критических температур. Здесь по границам зерен пересыщенного аустенита выделяются карбиды, богатые хромом. В результате того что устойчивость по границам зерен уменьшается, в агрессивных средах идет межкристаллитная коррозия. Образование карбидов зависит не только от температуры, но и от продолжительности ее воздействия. Влияние этих факторов определяется химическим составом основного материала и его структурой. Для сварки непригодны стали, при нагревании которых в области критических температур по границам зерен образуется карбид хрома. Поэтому для изготовления сварных конструкцийшироко применяются стали, стабилизованные титаном, ниобием или танталом, а также стали с низким содержанием углерода, при сварке которых не выделяются карбиды. В большинстве случаев их использования межкристаллитная коррозия в зонах, расположенных на определенном расстоянии от сварного шва, не наблюдается.
Наличие скачков на R-кривых и на диаграммах нагрузка — смещение у никелевых сталей является предметом для обсуждения. Эти скачки представляют собой быстрый рост трещины с последующей его остановкой. Остановки могут быть связаны с характеристиками вязкости материала, но могут быть также результатом падения приложенной нагрузки из-за жесткости испытательной машины. Результаты определения вязкости разрушения, полученные в настоящей работе, дают более полную характеристику свойств материала и призваны помочь при выборе материала в каждом конкретном случае его применения. Проведенные испытания показывают, что работоспособность сварной конструкции, изготовленной из сталей, легированных никелем, зависит от свойств зоны термического влияния. Это необходимо учитывать наряду с расчетными, технологическими и экономическими факторами при окончательном выборе материала.
Листовой материал, трубы для гидравлических систем Сварные сосуды, работающие под давлением в морских условиях, в автомобилестроении, авиации, криогенной технике, в военной технике, а также для телевизионных вышек, транспортного оборудования, компонентов реактивных снарядов Перспективный листовой материал для авиационной техники Сварные конструкции , сосуды, работающие под давлением, морская техника.
Крупнейшим достижением явилась разработка в 1949—1951 гг, в Институте электросварки им, Е. О. Патона высокоэффективной электрошлаковой сварки. При электрошлаковой сварке, в отличие от автоматической под флюсом, электрическая энергия превращается в тепловую не при помощи электрической дуги, а при прохождении ее через расплавленный шлак (отсюда и название способа). Сущность способа состоит в том, что расплавленный шлак, будучи нагрет до очень высокой температуры, оплавляет кромки свариваемых изделий и расплавляет присадочный электродный материал. Это крупнейшее достижение советской сварочной техники, получившее мировую известность, подняло технику сварки на новую, более высокую ступень и внесло громадные изменения в конструкцию, технологию и организацию производствамассивных крупногабаритных изделий, решив весьма важный для дальнейшего развития техники вопрос качественной и высокопроизводительной сварки металла практически неограниченной толщины и механизации сварки вертикальных швов. Электрошлаковая сварка стала ведущим методом при изготовлении барабанов паровых котлов и сосудов высокого давления, прокатного оборудования, мощных прессов, валов крупных гидротурбин и гидрогенераторов, доменных комплексов и т. д. Она позволила эффективно заменить литые и кованые изделия сварными, что резко сократило трудоемкость и цикл изготовления конструкций, способствовало экономии металла, снижению стоимости изделий, позволило отказаться от строительства ряда крупных кузнечно-прессовых и литейных цехов и дало огромную экономию в народном хозяйстве. С широким применением электрошлаковой сварки в 50-х годах началось эффективное производство крупногабаритных комбинированных сварных конструкций в тяжелом машиностроении.
Для изготовления крупногабаритных корпусных деталей (корпуса, крышки, фонари, бугели, диски и др.) применяются различные способы. Крупногабаритные литые детали трудно получить одинаково высокой прочности во всех сечениях без рыхлостей, раковин и других дефектов, поэтому достаточно широко применяются и сварно-литые и штампо-сварные конструкции, в которых детали получаются путем сварки отдельных элементов простой формы в одну деталь сложной формы. Таким путем получают детали повышенной прочности и создают возможность тщательного контроля свойств материала, что повышает надежность конструкции . В качестве заготовок для элементов корпусов задвижек используются штамповки, литье или отрезки труб.
Материал фундаментных рам — чугун СЧ-15—32 или СЧ-18—36 для тяжёлых двигателей и стальное литьё или сварная конструкция для лёгких. В случаях применения анкерных связей рамы лёгких дизелей могут быть отлиты также из легированного чугуна (с присадкой хрома и никеля), обеспечивающего однородную структуру отливки и возможность отливать тонкие стенки.
В качестве материала для изготовления ползунов применяются чугун марки СЧ 21-40 и СЧ 24-44 почти для всех типов прессов простого действия стальное литьё с содержанием углерода 0,35—0,4% для прессов тяжело нагружённых, а также предназначенных для горячей штамповки и калибровки стальные плиты для прессов сварной конструкции.
Сварка винипласта. Наиболее широко сварка нагретым воздухом используется при изготовлении сварных конструкций из винипласта. Прочность сварных соединений в значительной мере зависит от технологического режима сварки (температуры и количества подаваемого воздуха, диаметра сопла горелки и сварочного прутка, толщины свариваемого материала, и т. д.).
Материал и заготовки Корпусы и коробки выполняются в виде чугунных, стальных или алюминиевых отливок, а также в виде сварных конструкций. Чугунные отливки должны удовлетворять требованиям ГОСТ 1412-54. При этом для более ответственных корпусных де талей (блоки цилиндровдвигателей, корпусы коробок скоростей особо точных и быстроходных станков и автоматов и др.) используется чугун СЧ 28-48, СЧ 24-44, СЧ 21-40 корпусные детали станков, корпусы редукторов, картеры стационарных двигателей и тому подобные детали выполняются из чугуна СЧ 18-36, СЧ 15-32 для менее ответственных отливок применяется чугун СЧ 12-28.
Повышенная стоимость теплообменных аппаратов ядерных установок объясняется сложностью конструкции, обусловленной специфическими свойствами теплоносителей, необходимостью пооперационного технологического контроля, условиями эксплуатации, применением дорогих и сложных в обработке материалов, усложнением производства и трудностью технологического контроля аппарата (приварка или высокотемпературная пайка труб к трубным доскам, радиометрический контроль сварных швов, проба материала сварных швов на межкристаллитную коррозию и т. д.).
Основным видом образцов сварных соединений для испытания на длительную прочность, как и при кратковременных испытаниях, являются образцы с поперечным швом. При этом, в зависимости от типа свариваемых изделий, форма образцов может изменяться. В большинстве случаев испытания ведутся на круглых десяти- или пятикратных образцах диаметром 8 или 10 мм. В случае сварки тонколистового материала используются плоские образцы, а для оценки свойств сварных стыков труб малого диаметра—трубчатые образцы. В пп. 2, 3 и 4 приведены значения пределов длительной прочности большинства используемых в сварных конструкциях энергоустановок сталей там же приведены указанные характеристики для металла швов и сварных соединений.
Как показывает опыт изготовления и эксплуатации сварных конструкцийэнергоустановок, работающих при высоких температурах, хрупкость материала при комнатной температуре может в определенных случаях привести к разрушению изделия при отсутствии рабочих напряжений. Необходимо учитывать, что непосредственно после сварки в изделии возникают остаточные напряжения, имеющие в массивных узлах характер реактивных сварочных напряжений (глава III). Скрытая энергия, накопившаяся в изделии при наличии в нем реактивных напряжений, может достигать очень высоких значений, превосходящих величину энергии, которая может быть поглощена хрупким материалом, особенно при наличии различных концентраторов напряжений в виде резкого изменения формы сечения или дефектов в швах (непроваров, трещин и других). В этих условиях зародышевая трещина, идущая от концентратора напряжений, будет развиваться дальше, приводя к полному разрушению конструкции. При сборке, гидравлических испытаниях узла в процессе пуска установки конструкция также подвергается воздействию напряжений при комнатной температуре. При наличии конструктивных концентраторов напряжений и хрупком материале и в этих случаях может произойти разрушение изделия.
Удовлетворяющую этому требованию Хромоникелевую сталь марки Х18Н9Т применяют для сварных конструкций. Легирование стали ниобием (сталь 0Х17Н12Б) в ряде случаев дает больший эффект, чем легирование титаном. Кроме того, ниобий меньше, чем титан, подвержен выгоранию, поэтому в качестве присадочного материала при сварке применяют электродную проволоку из стали, легированной ниобием.
Принцип минимального удельного расхода материалов. Стоимость материалов и полуфабрикатов в машиностроении составляет от 40 до 80 % общей себестоимости продукции. Поэтому снижение удельного расхода материала на единицу продукции имеет большое народнохозяйственное значение. Например, при снижении расхода проката на 1 % по стране экономится 600 тыс. т металла в год, что позволяет изготовить 200 тыс. тракторов или 450 тыс. легковых автомобилей Москвич . При стандартизации заготовок и изделий экономию металла можно получить в результате использования рациональных конструктизных схем и компоновок машин, совершенствования методов расчета деталей на прочность и обоснованного снижения запаса прочности, применения экономичных профилей, периодического проката, сварных конструкций, пластмасс, литых заготовок, особенно лнтья по выплавляемым моделям. Так, внедрение на Коломенском тепловозостроительном заводе им. Куйбышева Л1ГГЫХ коленчатых валов из высокопрочного чугуна (длиной свыше 4 м, массой 1450 кг) дало 2 т экономии металла на один вал.
Последнее обстоятельство является весьма важным и свидетельств) -ет о том, что при выборе того или иного присадочного материала необходимо предварительно знать, обеспечивается ли при заданных параметрахсварного соединения (А д, к) и >словиях нагружения оболочковой конструкции п (или типе оболочки) требования по запасу пластичностиметалла шва Лр. В противном случае при экспл> атации конструкции в наиболее нагр женной части мягкого шва может произойти локальное разрушение (Л = Лр), что приведет к разрушению всей конструкции. С точки зрения силового подхода данные условия сводятся к тот, чтобы в процессе нагружения сварных конструкций, ослабленных мягким швом, наибольшие напряжения в центральной части шва не превышали своего предельного значения — сопротивления микросколу определяющегося ресурсом пластичности металла /129/. Характеристика не зависит от температу ры и скорости нагружения и нашла хорошее практаческое применение при анализе разрушения материалов в у словиях их апастического деформирования /130, 131/. В работе /129/ нами была установлена связь данной силовой характеристики с ресурсом пластичности металла в виде
Определить номер профиля уголков и длину щвов сварной конструкции соединения. Сравнить по весу сварную конструкцию узла с клепаной. Материал уголков — сталь с допускаемым напряжением [СТр] = 140МПа.
Рассмотрим условия, определяющие долговечность элемента конструкции на стадии развития трещины. Как указывалось, число циклов, соответствующее росту трещины от начальной длины и до критической /с, определяет долговечность данного элемента конструкции по числу циклов. Чтобы обеспечить прочность конструкции, долговечность должна быть больше числа перемен заданной нагрузки. Таким образом, наряду с оценкой материала по классической кривой Велера, существенную информацию о поведении элемента конструкции с трещиной в условиях усталости должна дать механика разрушения. Следовательно, в данном случае, как обычно, надо исходить из того, что начальный трещиноподобный дефект существует в конструкции с момента ее изготовления (несмотря на дефектоскопический контроль, который, как известно, имеет определенный допуск на размер не-обиаружпваемых дефектов). К сварным конструкциям это относится в большей мере, и в этом случае желательно иметь критические значения коэффициентов иитеисивиости напряжений (Кс или Я/с) для основного материала, материала шва и материала переходной, термически поврежденной, зоны. Кроме этого, для сварных конструкций я елательно в области сварного шва знать величину и распределение остаточных напряжений . Все это вместе взятое способствует уточнению расчетов.
Крышка турбины, опора пяты, верхнее и нижнее кольца относятся к стационарным деталям направляющего аппарата. Состоят они, как правило, из нескольких частей (секторов), габариты которых определяются условиями транспортировки и производства. Число секторов принимают четным, чтобы иметь сквозные меридианные разъемы, необходимые при обработке стыков. Выполняются эти детали сварными из проката МСтЗ, реже литыми из стали 20ГСЛ или ЗОЛ. Можно применять высокопрочный чугун ВПЧ 40-5, хорошо зарекомендовавший себя на Камской ГЭС. Выбор материала зависит от напряженного состояния деталей и условий производства. В последние годы в отечественном гидротурбостроении преимущественное применение нашли сварные конструкции. Они отличаются наименьшей затратой материалов для заготовок и наименьшей массой, требуют меньших припусков на обработку, позволяют точно выдерживать толщину стенок, в них отсутствуют внутренние и поверхностные дефекты, неизбежные в отливках, их фактическая прочность больше соответствует расчетным значениям. Общим недостатком сварных конструкций является наличие остаточных напряжений и вызываемых ими деформаций. Для устранения этих напряжений обязательно применение термической обработки (отпуска и нормализации) после сварки. Допустимые деформации сварных деталей должны находиться в пределах припусков на обработку.
Рассматриваемые стали широко применяются в строительстве и машиностроении СтО — неответственные элементы конструкций Ст1 — связевые соединения, анкерные болты Ст2 — элементы неответственных сварных конструкций, оконные переплеты, заклепки СтЗ — в горячекатаном состоянии основной материал в строительстве в виде сортового, фасонного и листового проката, детали машиностроения, не подвергающиеся термической обработке Ст4 — строительные конструкцииповышенной прочности , детали машиностроения в нетермообработанном и улучшенном состоянии Ст5, Стб, Ст7 в горячекатаном и термообработанном состояниях — детали машиностроения с повышенной прочностью.
Малопластичный материал, механическая обработка затруднена, не сваривается. Электронагревательные элементы. До 1200° С Жаростойкие стали (сильхромы) с повышенной окалиностойкостыо в серусодержащих газах. Для сварных конструкций не применяются. Детали клапанов двигателей, трубы рекуператоров печей нефтехимических заводов, детали насосов. Сталь Х6СМ —до 700° С, сталь 40Х9С2— до 850° С Жаростойкая сталь . Детали печей для термообработки Х23Н28МЗДЗТ Сварные конструкции, стойкие к действию серной кислотыразличных концентраций при повышенных температурах (<80° С), а также к действию кремнефтористоводородной кислоты и других соединений (оросительные и спиральные холодильники, теплообменники и др.)- В качестве присадочного материала при сварке рекомендуется проволока при 0,02% С той же марки (ЭП-51б). Обладает удовлетворительной сопротивляемостью меж кристаллит ной коррозии
Теплообменные элементы погружного типа применяют для нагрева или охлаждения агрессивных сред в аппаратах с мешалками, в гальванических ваннах и т. д. Элемент состоит из стакана, изготовленного из пропитанного графита, диаметром 100, 150 или 200 мм, длиной 1000—2000 мм, графитового фланца и сварной конструкции. Теплообменные элементы выпускают с поверхностью теплообмена 0,57—2,40 на рабочее давление до 4 или до 5 кПсм . Допускаемая рабочая температура зависит от материала уплотнительных прокладок, но не должна превышать 170° С. Вес элемента вместе с металлической частью 20—105 кг.
В целях дальнейшего повышения качества и зффектавности ЭЛС применяются новые способы улучшения качества металла шва посредством регулирования условий массопереноса в сварочной ванне под действием электронного луча оптимизированные режимы сварки большого числа материалов с различными свойствами технология и производство крупногабаритных сварных конструкций с ресурсом соединений на уровне основного материала малогабаритные электронные пушки для сварки
Задание
Дать классификацию материалам для изготовления сварных конструкций.
Практическая работа №21
Тема: «Определение марки сталей»
Цель работы: приобретение навыков определения химического состава и марки стали по искре
Оборудование: заточной станок, маркированные образцы сталей, плакат с примерами пучков искр различных конструкционных и инструментальных материалов
На практике в ограниченных производственных условиях приходится определять марку и группу стали путём проб по искре. По цвету, форме и пучку искр можно установить примерный состав, а по нему марку стали.В процессе проведения технологической пробы при снятии слоя металла с исследуемого образца на шлифовальном круге образуется пучок искр, сравнивая который с пучками искр на эталонных образцах определяют примерный химический состав.
Сущность метода испытания(пробы) сталей по искре заключается в шлифовании образцов на заточном станке. Пучки искр сравниваются с пучками искр эталонных образцов или цветными изображениями на плакатах.
Изучите инструкцию по охране труда при работе на заточном станке.
Проведите испытания исследуемых образцов.
Зарисуйте форму пучка искр, указав цвет.
Заполните таблицу.
Результаты испытаний по определению марки стали по искре.
|
Номер образца |
Исследуемый образец |
Эталонный образец |
||
|
Марка материала |
Цвет искр |
Марка стали |
Цвет искр |
|
|
|
05, 08 |
|
|
|
|
|
40, 50 |
|
|
|
|
|
У12А |
|
|
|
|
|
Р9 |
|
|
|
|
|
Т15К6 |
|
|
|
|
|
20Х2Н4А |
|
|
|
Ответьте на вопросы:
1. Какую форму и цвет пучков искр при шлифовании имеют твердые сплавы?
2. Какую форму и цвет пучков искр при шлифовании имеют низкоуглеродистые стали?
3. Укажите достоинства и недостатки метода определения химического состава стали по искре

Практическая работа №22 (2 часа)
Тема: «Классификация сварных конструкций»
Цель работы: научиться классифицировать сварные конструкции
Оборудование: различные сварные конструкции
Большое разнообразие сварных конструкций затрудняет их единую классификацию.
Сварные конструкции можно классифицировать:
по способу получения заготовок (листовые, литосварные, кованосварные, штампосварные);
целевому назначению (вагонные, судовые, авиационные и др.);
характерным особенностям их работы (балки, рамы, фермы, емкости, сосуды, работающие под давлением, трубы и трубопроводы, корпусные конструкции и т. п.).
При рассмотрении вопросов проектирования и изготовления сварных конструкций последние целесообразно классифицировать в зависимости от характерных особенностей работы. В этом случае можно выделить следующие типы сварных конструкций.
Балки - конструктивные элементы, работающие в основном на поперечный изгиб; жестко соединенные между собой балки образуют рамные конструкции.
Колонны - элементы, работающие преимущественно на сжатие или сжатие с продольным изгибом.
Решетчатые конструкции - система стержней, соединенных в узлах таким образом, что они испытывают главным образом растяжение или сжатие; к решетчатым конструкциям относятся фермы, мачты, арматурные сетки и каркасы.
Конструкции, испытывающие избыточное давление - конструкции, к которым предъявляют требование герметичности соединений; к этому типу конструкций относятся различные емкости, сосуды и трубопроводы.
Корпусные транспортные конструкции - конструкции, подвергающиеся динамическим нагрузкам, поэтому к ним предъявляют требования высокой жесткости при минимальной массе (основные конструкции данного типа - корпуса судов, вагонов, кузова автомобилей).
Детали
машин и аппаратов работают преимущественно при переменных, многократно
повторяющихся нагрузках, поэтому характерным требованием для них является
получение точных размеров, обеспечиваемое главным образом механической
обработкой заготовок или готовых деталей (примерами таких конструкций являются
станины, валы, колеса).
При изготовлении сварных конструкций выполняют сварные соединения
различных видов: стыковые, тавровые, нахлесточные и угловые (рис. 1).
Стыковые соединения (рис. 1, а, б) элементов плоских и пространственных конструкций наиболее распространены. Такие соединения имеют высокую прочность при статических и динамических нагрузках и могут быть выполнены практически всеми видами сварки плавлением. При сварке элементов различной толщины кромку более толстого элемента выполняют со скосом для обеспечения равномерности нагрева кромок и исключения прожогов в более тонком элементе.
Тавровые соединения (рис. 1, д) элементов широко распространены при изготовлении пространственных конструкций. Их выполняют как без разделки, так и с односторонней или двусторонней разделкой кромок. При выполнении сварки в разделку должен быть обеспечен провар и высокая прочность соединений при любых нагрузках. Тавровые соединения могут быть выполнены всеми видами сварки плавлением.
Нахлесточные соединения (рис. 1, в) часто применяют при сварке листовых заготовок при необходимости простой подготовки и сборки изделий под сварку. Такие соединения менее прочны, чем стыковые. Кроме того, выполнение нахлесточных соединений связано с перерасходом основного материала, обусловленного наличием перекрытия свариваемых элементов. Нахлесточные соединения, как правило, несут рабочие нагрузки, но их прочность ниже, чем у стыковых соединений, что связано с дополнительным изгибом соединения при осевом нагружении и концентрацией напряжений вследствие зазора между свариваемыми элементами.
Угловые
соединения (рис. 1, г) обычно являются связующими и не
предназначены для передачи рабочих нагрузок. Угловые соединения могут быть
выполнены всеми видами сварки плавлением.
Иногда выполняют прорезные, торцовые и другие соединения.
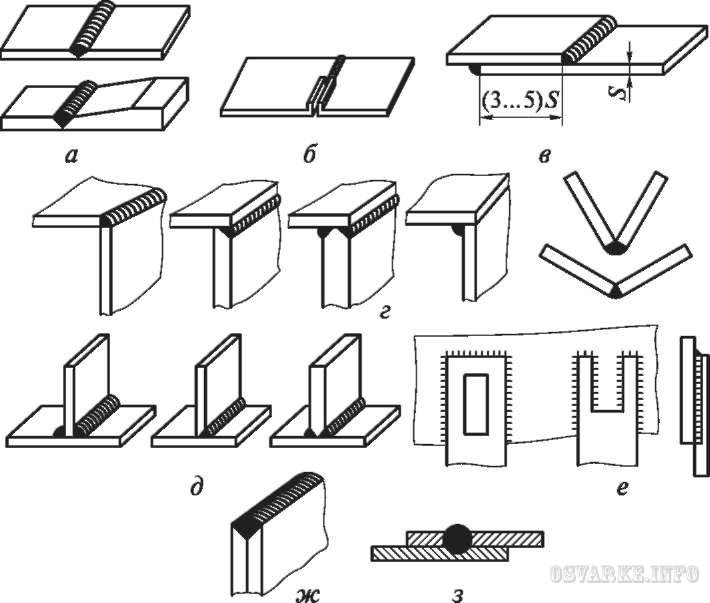
Рис. 1.
Виды сварных соединений:
а - стыковые; б - стыковые с отбортовкой; в - нахлесточные; г - угловые; д - тавровые; е - прорезные; ж - торцевые; з - точечные; S - толщина свариваемых изделий
Типы швов сварных соединений и их условные обозначения представлены в
таблице.
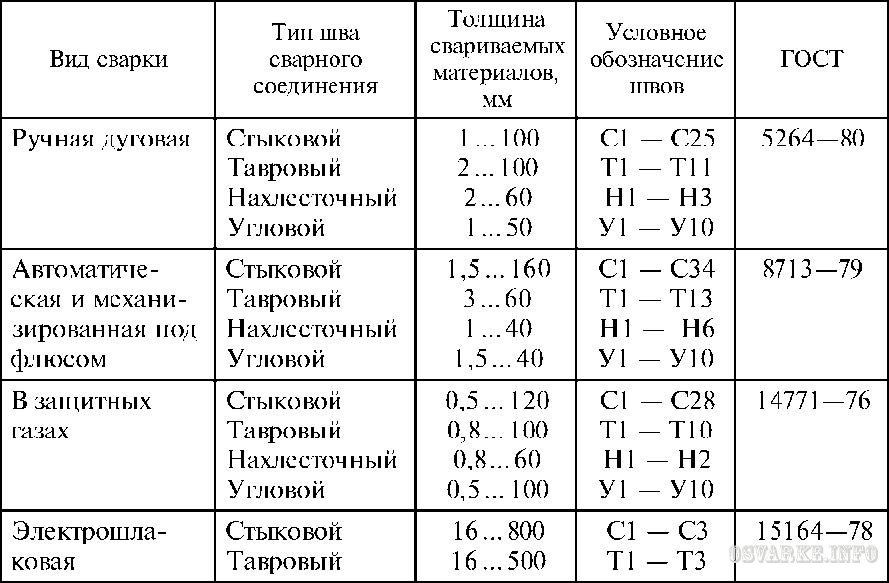
Задание
Дать классификацию предложенной сварной конструкции по всем известным критериям
Практическая работа №24 (2 часа)
Тема: «Выбор конструктивных форм изделия, обеспечивающего его надёжную работу»
Цель работы: научиться верно выбирать конструктивные формы изделия , обеспечивающие его надежную работу
Оборудование: различные сварные конструкции
Технологичность конструкции изделий (ТКИ) рассматривается как совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ (ГОСТ 14.205 – 83). Из приведенного определения следует, что ТКИ – понятие относительное. Технологичность одного и того же изделия в зависимости от типа того производства, где оно изготавливается, и от конкретных производственных условий может быть различной.
Например, металлические отливки могут быть изготовлены литьем в кокиль или в песчано-глинистые формы. К отливкам, получаемым этими способами, предъявляются разные требования, которые необходимо учитывать при конструировании деталей. В крупносерийном и массовом производстве технологичны будут отливки, изготовленные литьем в кокиль, так как трудоемкость и себестоимость изготовления деталей из этих отливок значительно ниже, чем из отливок, полученных с использованием песчано-глинистых форм. В свою очередь, последние будут технологичны в мелкосерийном и единичном производстве.
Основная задача обеспечения ТКИ заключается в достижении оптимальных трудовых, материальных и топливно-энергетических затрат на проектирование, подготовку производства, изготовление, монтаж вне предприятия-изготовителя, технологическое обслуживание (ТЛО), техническое обслуживание (ТО) и ремонт при обеспечении прочих заданных показателей качества изделия в принятых условиях проведения работ.
Различают производственную, эксплуатационную и ремонтную технологичность.
Производственная ТКИ заключается в сокращении средств и времени на конструкторскую подготовку производства, технологическую подготовку производства, процессы изготовления, в том числе контроля и испытаний, монтаж вне предприятия-изготовителя.
Эксплуатационная ТКИ заключается в сокращении средств и времени на подготовку к использованию по назначению, технологическое и техническое обслуживание, текущий ремонт, утилизацию.
Ремонтная технологичность заключается в сокращении средств и времени на все виды ремонта.
К главным факторам, определяющим требования к ТКИ относятся следующие:
· вид изделия, характеризующий главные конструктивные и технологические признаки, обусловливающие основные требования к ТКИ;
· объем выпуска и тип производства, определяющие степень технологического оснащения, механизации и автоматизации технологических процессов и специализацию всего производства.
Обеспечение ТКИ согласно ГОСТ 14.201 – 83 является функцией подготовки производства, предусматривающей взаимосвязанное решение конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, в том числе монтаж вне предприятия-изготовителя, техническое обслуживание и ремонт изделия.
Оценка технологичности конструкции изделия может быть двух видов: качественной и количественной.
Качественная оценка характеризует технологичность конструкции обобщенно, на основе опыта исполнителя. Качественная оценка при сравнении вариантов конструкции в процессе проектирования изделия предшествует количественной и определяет целесообразность последней. Количественно ТКИ оценивается показателем, значение которого характеризует степень удовлетворения требованиям к технологичности конструкций.
Количественная оценка ТКИ производится с помощью системы, включающей следующие показатели:
· базовые (исходные) показатели технологичности, которые являются предельными нормативами технологичности, обязательными для выполнения при разработке изделия; их указывают в техническом задании на разработку изделия или в отраслевых стандартах;
· показатели технологичности, достигнутые при разработке изделия;
· показатели уровня технологичности конструкции разрабатываемого изделия.
Число показателей должно быть минимальным, но достаточным для оценки технологичности.
Материалоемкость изделия характеризует количество материала, затраченного на производство изделия и его эксплуатацию, определяемое в единицах массы. Материалоемкость изделия по сферам проявления подразделяют на производственную материалоемкость, ТЛО, ТО и ремонта.
Энергоемкость изделия характеризует количество топливно-энергетических ресурсов, затраченных на его изготовление, монтаж вне предприятия-изготовителя, ТЛО, ТО, ремонт или утилизацию.
В методических рекомендациях МР 186 – 85 приведены вспомогательные показатели ТКИ: коэффициенты точности, шероховатости, применения типовых технологических процессов, унификации конструктивных элементов и др.
Выбор базовых показателей ТКИ является исходным этапом для отработки конструкции изделия на технологичность. Для определения базовых показателей за основу принимают статистические данные о ранее созданных конструкциях, имеющих общие конструкторско-технологические признаки с проектируемой конструкцией, данные аналогов или типовых представителей.
При проведении отработки конструкции изделия на технологичность всесторонне учитывают многие факторы, среди которых выделяют наиболее значимые.
Прежде всего, необходимо учитывать вид изделия,
степень его новизны и сложности, его перспективность и объем выпуска. В центре
внимания разработчиков должны быть условия изготовления, технического
обслуживания и ремонта, монтажа вне предприятия-изготовителя.
Конструктивная и технологическая преемственность (ГОСТ 14.004 – 83) является одним из главных принципов наиболее целесообразной подготовки производства. Применение этого принципа позволяет максимально использовать все лучшее, что создано в процессе научно-исследовательских, опытно-конструкторских и технологических разработок, освоено в производственных условиях и всесторонне проверено в эксплуатации. Известно, например, что при конструировании новых изделий машиностроения и приборостроения до 80 % конструктивных решений переходит от изделия к изделию.
Конструкция детали должна удовлетворять требованиям, предъявляемым к изготовлению, эксплуатации и ремонту с помощью наиболее производительных и экономичных методов. Ее следует отрабатывать на технологичность комплексно, учитывая зависимость технологичности от следующих факторов:
· исходной заготовки детали;
· вида обработки в технологическом процессе изготовления;
· технологичности сборочной единицы, в которую эта деталь входит как составная часть.
Сформулированные требования позволяют выделить основные общие положения, которые необходимо учитывать при конструировании деталей машин. Конструкция детали должна быть простой по конфигурации, должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом. Необходимо предусматривать надежные технологические базы, обеспечивать необходимую жесткость. Конструкция должна быть такой, чтобы для ее изготовления можно было применять высокопроизводительные методы обработки.

Отработка конструкции изделия на технологичность должна на основе достижения технологической рациональности и оптимальной конструктивной и технологической преемственности конструкции изделия обеспечивать решение следующих основных задач:
· снижения трудоемкости и себестоимости изготовления изделия и его монтажа вне предприятия-изготовителя;
· снижения трудоемкости, стоимости и продолжительности технического обслуживания и ремонта изделия;
· снижения важнейших составляющих общей материалоемкости изделия – расхода металла и топливно-энергетических ресурсов при изготовлении, монтаже вне предприятия-изготовителя, техническом обслуживании и ремонте.
Вид заготовки в значительной степени определяет технологический процесс механической обработки детали и ее трудоемкость. Поэтому выбор вида заготовки имеет исключительное значение. Рациональный способ получения заготовки устанавливают в зависимости от объема выпуска и типа производства. Заготовка по форме и размерам должна приближаться к форме и размерам готовой детали. Это способствует снижению объема механической обработки, трудоемкости и себестоимости изготовления детали. Пример конструктивного решения заготовки приведен на рис. 1.6.

Допустимые отклонения размеров деталей машин, их геометрической формы, взаимного расположения, параметров шероховатости поверхностей устанавливают в соответствии с требованиями к надежности машин в эксплуатации. Изменение указанных отклонений существенно влияет на трудоемкость и технологическую себестоимость. Это необходимо учитывать при конструировании деталей машин (рис. 1.7).
Если в конструкции изделия предусмотрены отверстия, необходимо учитывать следующее: производительная обработка отверстий сверлением в значительной степени определяется нормальными условиями врезания и выхода сверла после окончания процесса резания (рис. 1.8, 1.9)

Приведенные примеры являются лишь частичными рекомендациями по рациональному выбору конструктивных решений отдельных элементов деталей машин. При окончательном выборе конструкции детали проектировщик совместно с технологом должен учитывать особенности различных методов обработки и конкретные возможности производства. В общем случае конструкция детали должна обеспечивать возможность применения прогрессивных технологических процессов ее изготовления, в том числе типовых и групповых, «безлюдных», энергосберегающих, малоотходных.
При необходимости конструкция деталей должна быть такой, чтобы их можно было изготавливать на станках с ЧПУ, с применением роботов, быстросменных и групповых наладок, а также в условиях гибкой производственной системы (ГПС). Технологичность конструкций сборочных единиц обеспечивается в комплексе с изделием, в которое данная сборочная единица входит как составная часть. Рациональное число деталей в сборочной единице должно быть выбрано с учетом целесообразного объединения нескольких деталей в одну и принципа агрегатирования и должно обеспечивать простейшую схему сборки.

Следует предусматривать разделение изделия на самостоятельные сборочные единицы, допускающие независимую сборку, контроль и испытание. Это позволит производить параллельную сборку отдельных сборочных единиц и, тем самым, сократить производственный цикл сборки изделия.
Особое внимание следует уделять компоновке сборочных единиц из стандартных и унифицированных частей, что приводит к увеличению серийности и, как следствие, – к снижению трудоемкости их изготовления. В компоновке сборочной единицы следует предусматривать возможность общей сборки без промежуточной разборки и повторных сборок составных частей, а также простоту замены составных частей с малым ресурсом.
Конструкция сборочной единицы должна обеспечивать удобные сборочные работы с применением экономически целесообразных средств технологического оснащения, применение средств механизации и автоматизации.
В конструкции сборочной единицы необходимо выделить базовую составную часть – основу для расположения остальных частей. Конструкция этой части должна быть такой, чтобы ее было удобно устанавливать на рабочем месте и чтобы можно было использовать конструкторские базы в качестве технологических и измерительных.
Следует стремиться к минимальному числу поверхностей и мест соединений составных частей. Конструкция соединения составных частей должна исключать дополнительную обработку. Выбор метода сборки для данного объема выпуска и типа производства следует производить на основе расчета и анализа размерных цепей.
Практическая работа №25 (2 часа)
Тема: «Технология изготовления решетчатых конструкций»
Цель работы: познакомиться с технологией изготовления решетчатых конструкций
Оборудование: схема решетчатой конструкции
Общим для решетчатых конструкций является наличие в узлах соединений нескольких отдельных стержней того или иного сечения.
Фермы, как и балки, работают на поперечный изгиб. Конструктивные формы балок проще, однако, при достаточно больших пролетах применение ферм оказывается более экономичным. Характерные схемы решеток ферм показаны на рис. 39. Треугольная (а) и раскосная (б) схемы являются основными. Фермы, воспринимающие нагрузки по верхнему или нижнему поясу, с целью уменьшения длины панели изготовляют по схемам. Иногда применяют без раскосные фермы с жесткими узлами. По очертанию п о я с о в фермы могут быть с параллельными поясами или с поясами, образованными ломаной линией. По назначению фермы разделяют на стропильные и мостовые.
Стропильные фермы работают при статической нагрузке. В качестве стержней используют прокатные и реже гнутые замкнутые сварные профили и трубы. В общем объеме производства фермы из парных прокатных уголков составляют около 90%. Стержни в узлах соединяют либо непосредственно, либо с помощью вспомогательных элементов дуговой сваркой. Перспективно применение точечной контактной сварки. Из-за статического характера нагружения стропильных ферм чувствительность к концентрации напряжений в точечных соединениях мала; в то же время контактная сварка обеспечивает значительное повышение производительности сборочно-сварочных работ.
Мостовые фермы работают при переменных нагрузках и нередко при низких климатических температурах, что определяет высокую чувствительность их сварных соединений к концентрации напряжений.
Поэтому в процессе проектирования и изготовления сварных мостовых пролетных строений особое внимание уделяют предотвращению и устранению концентрации напряжений в сварных соединениях и узлах.
Решетчатые пролетные строения с ездой понизу применяют для железнодорожных мостов. Для автодорожных мостов более характерно использование стальных и сталежелезобетонных сплошностенчатых пролетных строений с ездой поверху.
Пространственные решетчатые конструкции башенного типа (например, радиомачты, радиобашни, буровые вышки) вследствие большой высоты подвергаются значительным ветровым нагрузкам, поэтому их изготовляют преимущественно из трубчатых элементов. Поскольку размеры этих конструкций превышают габарит железнодорожного подвижного состава, их монтируют из сваренных на заводе секций. Основные стойки башни располагаются по углам граней секций и являются поясами плоских ферм. Стойки составляются из отдельных труб стандартной длины и через приваренные к их торцам фланцы соединяются между собой болтами.
В особенно трудных условиях работают буровые вышки для добычи нефти и газа в открытом море на глубинах порядка 150…200 м. Помимо ветровой они испытывают значительные нагрузки от ударов волн. Поэтому в этих конструкциях используют трубы больших диаметров. Так, опоры буровых вышек для добычи нефти в Северном море на глубинах более 150 м сооружают из труб диаметром до 4270 мм при толщине стенок до 64 мм.
Мачты линий электропередачи также являются пространственными решетчатыми конструкциями, но для их изготовления используют прокат в виде уголков.
К решетчатым конструкциям следует отнести и сварные элементы арматуры железобетона: сетки, плоские и пространственные каркасы. Сетки из взаимно перпендикулярных стержней круглого или периодического профиля, соединяемых контактной сваркой, могут быть рулонные и плоские. Их назначение - армирование плит перекрытий, перегородок, покрытия дорог, аэродромов, каналов и других элементов конструкций и сооружении. Типы сварных каркасов разнообразны. Плоские каркасы используют в балочных перекрытиях, они состоят из продольной арматуры (поясов) и соединительной решетки в виде отдельных стержней или непрерывной змейки. Плоские каркасы, как и сетки, сваривают на точечных контактных машинах. Пространственные каркасы обычно имеют поясные продольные стержни и соединительную решетку либо в виде отдельных стержней, располагаемых по каждой из граней, либо в виде непрерывной проволоки, навиваемой по спирали.
При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах во избежание появления изгибающих моментов, не учтенных расчетом. Разнообразие типов и размеров ферм иногда не позволяют использовать преимущества их сборки в инвентарных кондукторах. В этих случаях нередко применяют метод копирования.
Первую собранную по разметке ферму закрепляют на стеллаже - она служит копиром. При сборке детали каждой очередной фермы 2 раскладывают и совмещают с деталями 1 копирной фермы. После скрепления деталей 2 прихватками собранную ферму (пока с односторонними уголками) снимают с копира, укладывают на стеллаже отдельно и ставят на нее недостающие элементы парные уголки 3.
Когда сборка требуемого количества ферм закончена, копирную ферму также дособирают и отправляют на сварку.
Такой способ прост и эффективен, но не обеспечивает необходимой точности размеров ферм и правильного расположения монтажных отверстий, например, для увеличения точности сборки на концах копира укрепляют специальные съемные фиксаторы, которые определяют положение деталей с монтажными отверстиями и ограничивают геометрические размеры конструкции в пределах заданных допусков.
Сборка ферм по копиру с фиксаторами производится в следующем порядке. Сначала устанавливают концевые планки 2, предварительно сваренные с фасонками 1. Их правильное положение обеспечивают совмещением монтажных отверстий концевых планок с отверстиями в стойке фиксатора IV. Затем на копире раскладывают все остальные элементы, производят прихватку, ферму снимают с копира, кантуют и дособирают, как описано выше.
Использованию механизированных поточных методов при изготовлении ферм препятствует не только разнообразие типоразмеров и небольшое число изделий в серии, но и низкая технологичность типовых конструктивных решений. Большое количество деталей, составляющих ферму, усложняет сборочную операцию, приводит к необходимости выполнения множества швов, различным образом ориентированных в пространстве, и требует кантовки собранного изделия при сварке. Качество получаемых соединений в значительной мере зависит от квалификации сварщиков.Существенное совершенствование производства стропильных ферм может дать использование дугоконтактной точечной сварки. При этом способе сквозное проплавление элементов суммарной толщиной 20...40 мм без образования отверстия обеспечивается предварительным их нагревом между электродами контактной машины. Визуальное установление наличия сквозного проплавления позволяет надежно и просто контролировать качество соединения. Кроме того, появляется возможность резкого сокращения количества деталей путем выполнения бесфасоночных соединений, а также отпадает необходимость кантовки фермы, поскольку сварку производят с одной стороны.Уменьшить массу фермы позволяет использование трубчатых профилей. Однако для труб круглого сечения непосредственное соединение элементов в узле получается трудоемким. Иногда концы труб относительно небольших диаметров сплющивают (осаживают), что упрощает их соединение в узлах дуговой сваркой. Значительно проще оказывается соединение в узлах труб прямоугольного или квадратного сечения. Задание1. Каковы приемы сборки и сварки плоских ферм в условиях мелкосерийного производства?2. Чем определяется целесообразность использования дугоконтактного метода выполнения сварных соединений стержней стропильных ферм?3. Какую оснастку для сборки и сварки габаритных элементов пространственных решетчатых конструкций используют в условиях завода?
Практическая работа №26 (2 часа)
Тема: «Технология изготовления сварных балок»
Цель работы: познакомиться с технологией изготовления сварных балок
Оборудование: схема балочной конструкции
Наиболее широкое применения имеют двутавровые балки с поясными швами, соединяющими стенку с полками. Такие балки собирают из трех листовых элементов. При сборке нужно обеспечить симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг к другу и последующее закрепление прихватками.Для этой цели используют сборочные кондукторы с соответствующим расположением баз и прижимов но всей длине балки.На установках с самоходным порталом зажатие и прихватку осуществляют последовательно от сечения к сечению. Для этого портал 1 подводят к месту начала сборки (обычно это середина балки), включают вертикальные 2 и горизонтальные 3 пневмоприжимы. Они прижимают стенку 4 к стеллажу, а пояса 5 - к стенке балки. В собранном сечении ставят прихватки. Затем прижимы выключают, портал перемещают вдоль балки на шаг прихватки, и операция повторяется. Вертикальные прижимы 2 позволяют собирать балки значительно высоты Н, не опасаясь потери устойчивости стенки от усилий горизонтальных прижимов. При больших размерах двутавровой балки ее пояса и стенки могут быть составными. Такие балки нашли применение при сооружении пролетных строений автодорожных мостов, для их сборки также может использоваться установка со сборочным порталом, но с большим количеством вертикальных прижимов 2.При изготовлении двутавровых балок поясные швы сваривают автоматами под слоем флюса. Наклоненным электродом можно одновременно сваривать два шва, однако имеется опасность возникновения подреза стенки или полки. Выполнение швов «в лодочку» обеспечивает более благоприятные условия их формирования и проплавления, зато приходится поворачивать изделие после сварки каждого шва.Для поворота используют позиционеры - кантователи. В центровом кантователе предварительно собранная па прихватках балка 2 закрепляется зажимами, в задней 1 и передней 3 бабках. Затем с помощью червячной передачи 4 устанавливается в требуемое положение. Подвижная задняя опора позволяет сваривать в таком кантователе балки различной длины. Цепной кантователь состоит из нескольких фасонных рам 5, на которых смонтировано по две звездочки (холостая 1 и ведущая 4) и блок 6. Свариваемую балку 3 кладут на провисающую цепь 2. Вращением ведущих звездочек балка поворачивается в требуемое положение. В некоторых случаях применяют кантователи на кольцах.Собранная балка укладывается на нижнюю часть кольца 1; откидная часть 2 замыкается с помощью откидных болтов 3, и балка закрепляется системой зажимов 4.При раздельной сборке и сварке двутавра в универсальных приспособлениях доля ручного труда на вспомогательных и транспортных операциях (установка элементов, их закрепление, прихватка, освобождение от закрепления, перенос в сварочное приспособление, закрепление и поворот в удобное для сварки положение, снятие готового изделия) оказывается весьма значительной. Использование поточных линий, оснащенных специализированным оборудованием и транспортирующими устройствами, существенно сокращает затраты ручного труда. Поточные линии сварки балок таврового или двутаврового сечения могут оснащаться либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса, либо автоматизированными установками непрерывного действия.Примером поточной линии первого типа может служить линия по производству сварных двутавровых балок, включающая участки заготовки, сборки, сварки и отделки. На рольганг участка заготовки стенок листы подают мостовым краном. Если стенку двутавра приходится собирать из двух листов по длине, то на позиции 1 стыкуемые кромки проходят обрезку.На позиции II рольгангом листы устанавливают стыкуемыми кромками по оси флюсовой подушки, зажимают и сваривают под флюсом.На позицию III сваренную заготовку подают рольгангом до упора и резаком по направляющей обрезают по размеру L. На позиции IV заготовку стенки кантователем передают на параллельный рольганг с поворотом на 180°, где на позиции V укладывают стыковой шов с другой стороны, а на позиции VI осуществляют правку волнистости в многовалковой правильной машине. На позиции VII ножницы с двумя парами дисковых ножей обрезают продольные кромки по размеру высоты стенки. Затем на позиции VIII обрезанные кромки проходят очистку под сварку вращающимися щетками, и готовая стенка рольгангом подается на позицию XII в питатель сборочного участка. Для полок используют стальные полосы, продольные кромки которых обработки не требуют. Полосы, имеющие длину, равную длине свариваемой балки, укладывают краном на рольганг IX и подают в многовалковую правильную мешалку Х для правки волнистости и саблевидности. Затем на рольганге XI средняя часть полосы зачищается под сварку и готовые полки в горизонтальном положении с помощью магнитных захватов, подвешенных к траверсе крана, подают в питатель сборочного стана XII. Из сборочного стана двутавр поступает на рольганг сварочного участка, где к нему приваривают выводные планки в виде тавриков. Так как в этой поточной линии поясные швы выполняют в положении «в лодочку» и первый из них укладывают со стороны, где нет прихваток (обозначены зачерненными точками), то на сварочном участке балку приходится последовательно устанавливать в положения, показанные римскими цифрами.После сварочного участка балка попадает на участок отделки, где последовательно проходит сначала через две машины для правки грибовидности полок, а затем через два торцефрезерных станка.В рассмотренной поточной линии во время транспортирования заготовок технологические операции не производятся. Примером установки, где транспортирование осуществляется непрерывно и совмещается во времени с выполнением сборочно-сварочной операции, может служить станок для сборки и сварки тавровых балок. Взаимное центрирование заготовок, их перемещение и автоматическая сварка под флюсом осуществляются одновременно. Устройство для прижатия стенки тавра к поясу состоит из пневматического цилиндра и нажимного ролика.Центрирование элементов тавра производится четырьмя парами роликов: две пары направляют пояс вдоль оси станины; две другие пары 2 удерживают стенку вертикально и обеспечивают ее установку на середину пояса. Движение свариваемого элемента осуществляется приводным роликом 4. Для плавного изменения скорости применен вариатор. Концы балок поддерживаются роликами опорных тележек 5. Для высокопроизводительного изготовления сварных балок в непрерывных автоматических линиях может применяться сварка токами высокой частоты, обеспечивающая скорость в пределах 10...60 м/мин, т. е. на порядок выше, чем при сварке под слоем флюса. При использовании стали в рулонах, заготовки для стенки и полок двутавра подают к сварочному агрегату из трех разматывателей.Широкополочные двутавры и тавры с параллельными гранями полок являются наиболее экономичными горячекатаными профилями. Их использование способствует технологичности конструктивных решений, снижению расхода стали и уменьшению трудоемкости изготовления сварных конструкций.Тавры получают роспуском двутавров в поточной линии, предусматривающей последующую правку в сортоправильной машине для обеспечения требуемой прямолинейности.Разрезка двутавра по зигзагообразной линии с последующей сваркой выступов стенки позволяет получать двутавры с перфорированной стенкой, обладающие существенно более высокой несущей способностью по сравнению с исходным двутавром. Задание1. Какую оснастку используют для сборки и сварки балок двутаврового сечения в условиях мелкосерийного производства?2. Каковы схемы устройств, обеспечивающих комплексную механизацию изготовления балок двутаврового сечения?3. Чем определяется целесообразность использования прокатных широкополочных двутавров и тавров при изготовлении сварных балок и других конструкций?
Практическая работа №27 (2 часа)
Тема: «Технология изготовления трубопровода»
Цель работы: познакомиться с технологией изготовления трубопровода
Оборудование: схема изготовления трубопровода
Удельный вес сварных труб в общем производстве непрерывно растет, что объясняется высокой технологичностью и экономической целесообразностью получения такой продукции высокого качества. Такие изделия изготавливают разными способами сварки (Далее "сварка" - "Св."; ):
- печной;
- в защитном газе;
- электросваркой.
Печной сваркой изготавливают стыковые соединения труб диаметром от 10 до 114 мм при толщине стенки 2...5 мм. Этот способ производства водогазопроводных изделий является наиболее продуктивным. Трубосварочные станы привычно имеют 6...12 формовочно-сварочных клетей дуо. Для последующей, после Св., обработки изделий используют многоклетьевые редукционные и калибровочные станы.
Исходным продуктом являются штрипсы (ленты) из конструкционной низкоуглеродистой стали (обычно до 0,18% С). Штрипс в рулонах с размотчика подается в нагревательную туннельную печь, где сталь нагревается до 1280...1320° С. По выходе из печи кромки штрипса обдуваются воздухом, что повышает температуру кромок до 1390...1480° С, кроме этого, сталь очищается от окалины и шлака. Затем штрипс попадает в формовочно-сварочный стан с горизонтальными и вертикальными консольными валками, имеющими соответствующие ручьи. В первой вертикальной паре валков полоса обращается на угол 220...270°. Перед следующей парой уже горизонтальных валков кромки штрипса вторично обдуваются воздухом, часто обогащенным кислородом, что повышает температуру металла кромок до 1500° С. При этом сопло одновременно обеспечивает направление штрипса в Св. валки, где штрипс скручивается в трубу, кромки стали соединяются и происходит их Св.. В следующих валках создается усилия для протяжки штрипса через печь и формовочные валки и для дополнительного обжатия, которое улучшает качество шва.
Характерной чертой получения труб этим способом является неравномерное распределение температуры по сечению полосы. Кромки штрипса должны иметь достаточно высокую температуру, чтобы обеспечить получение качественной Св.. Одновременно с этим более низкая температура средней части штрипса позволяет сохранить достаточную прочность для надежной транспортировки его через печь и формовочную клеть. Неравномерный нагрев штрипса по сечению обеспечивается соответствующим регулированием пламени горелок печи. Кроме этого, двойной обдув кромок также способствует их разогреву вследствие некоторого сжигания поверхностного слоя металла полосы.
Привычно после формовочно-сварочного стана труба, имеющая температуру до 1000° С, сразу поступает на редукционный стан для уменьшения диаметра (редуцирования). Процесс редуцирования представляет собой прокатку на многоклетьевом непрерывном стане без применения оправки. Привычно прокатку выполняют со значительным натяжением между клетями, в результате чего уменьшается не только диаметр трубы, но и толщина стенки. Многоклетьевые (до 20 клетей) редукционные станы имеют двух-или трехвалковые клети, причем наиболее распространены двухвалковые. Оси валков наклонены к горизонту на 45° и относительно друг друга на 90°. Редукционные станы используют для производства труб широкого сортамента диаметром 6...80 мм. В качестве исходных служат изделия диаметром до 180 мм и выше. При редуцировании используют круглые калибры, относительное уменьшение диаметра в каждом из которых составляет 7...14%. Применение редукционных станов позволяет расширить сортамент станов печной сварки, используя только один или несколько исходных размеров труб. После редукционного стана привычно выполняют прокатку на калибровочном стане, состоящего из трех клетей: двух крайних горизонтальных и средней с вертикальными валками. Назначение калибровочного стана - увеличить точность размеров трубы по диаметру.
На рис. 4.15
приведена схема расположения оборудования стана. Технологический процесс
строится таким образом, что к заднему концу ленты данного рулона приваривается
передний конец следующего рулона. Это создает непрерывность процесса формирования.
Чтобы избежать остановки стана, за сварочной машиной концов рулонов есть
петлеобразователь, где накапливается лента длиной, достаточной для нормальной
работы печи и формовочного стана при некоторых задержках на Св. концов. Исходя
из формовочного агрегата, труба попадает в 14-клетьевой редукционный стан и
затем в калибровочный. Разрезание изделия на мерные длины производится летучей
пилой на ходу. Производительность таких станов может составлять 250 тыс. т в
год, она зависит от сортамента и скорости выхода трубы из стана, которое
принимается от 90 до 300 м/мин и выше. Производство труб электросваркой
получило большое распространение, так как при этом способе получают изделия с
тонкой стенкой (0,5 мм и меньше), большим диаметром (до 2400 мм и более),
хорошо выполненным швом и высоким качеством поверхности. Промышленное значение
получили несколько способов производства изделий. Наиболее распространенное -
Св. под флюсом с прямым или спиральным швом. Трубы малого и среднего диаметров
(6...630 мм), используемые главным образом в качестве конструкционных и
нефтегазопроводных, получают Св. сопротивлением переменным и постоянным током и
дуговым нагревом кромок свернутой полосы плавящимся электродом. 
Рисунок. 4.15. Схема расположения оборудования трубосварочного стана 1/2 - 2: 1 - весы для взвешивания рулонов; 2 - приемное устройство для рулонов; 3 - консольно-поворотный кран, 4 - загрузочное устройство; 5 - размотчик; 6 - девятироликовая правильная машина, 7 - ножницы для отрезания концов штрипса; 8 - машина для Св. концов рулонов; 9 - тянущие ролики, 10 - регулятор петли; 11 - петлеобразователь; 12 - передвижные ножницы; 13 - автомат для приварки иглы к концу штрипса; 14 - машина для подачи штрипса в печь; 15 - печь для нагрева штрипса, 16 - шестиклетьевой формовочно-сварочный стан; 17 - кривошипные летучие ножницы для отделения иглы: 18 - 14-клитьевий редукционный стан; 19 - трехклетьевой калибровочный стан; 20 - летучая пила, 21 - винтовая секция холодильника с винтовым сбрасывателем труб; 22 - цепная секция холодильника ; 23 - делительный устройство; 24 - рольганги четырех линий обработки изделий.
Как исходный продукт при производстве такого вида продукции используют полосы и листы в виде карт или чаще в виде рулонов. К подготовительным операциям относятся: правка листов; стружка кромок; Св. карт; размотка рулонов и их резка; очистка от окалины или травления; холодная прокатка; стыковая сварка концов ленты одного рулона с другим и др.. Основной ответственной операцией перед Св. является формирование заготовки.
В зависимости от имеющегося технологического оборудования и принятого технологического процесса формирования может выполняться на формовочных прессах, трех-или четырехвалковых вальцах, при спиральной Св. - в машинах полувтулочного типа на непрерывных трубоформовочных станах, которые состоят из системы горизонтальных и вертикальных клетей дуо (до 12 клетей) с соответствующими калибрами, обеспечивающими постепенный изгиб ленты до получения трубного профиля. Дуговой сваркой под флюсом делают изделия диаметром 426...2500 мм при толщине стенки 3...25 мм, используемые для магистральных трубопроводов газа, нефти, водопроводов и др.. В зависимости от направления шва, изделия подразделяются на прямошовные и со спиральным швом.
Технологический процесс производства прямошовных труб состоит из подготовки и формирования листа и последующей сварки, которая заключается в создании электрической дуги между электродом и кромками заготовки. В результате этого кромки заготовки и электродная проволока плавятся (температура дуги может достигать 3600° С), образуя ванну жидкого металла, при затвердевании которого создается шов. Чтобы предохранить окисления жидкого металла, процесс выполняют под флюсом, который также расплавляется, образуя защитный слой шлака.
Для предотвращения вытекания жидкого металла из ванны, которая образовалась, вниз внутренности трубы устанавливают скользящий медный башмак или флюсовую подушку. После сварки, трубы проходят ряд отделочных операций, например: калибровку; правку; снятия фасок на торцах; раздачу внутренним гидравлическим давлением.
Производство труб со спиральным швом сильно отличается от рассмотренных способов простотой применяемого оборудования и меньшим количеством отходов стали. Характерная особенность способа получения изделий со спиральным швом - его универсальность, т.е. возможность из одной и той же ширины листа изготавливать трубы различных диаметров, делая лишь переналадки стана согласно измененного угла спирали, и, наоборот, изделия одного диаметра можно изготавливать из листа или ленты различной исходной ширины. К преимуществам данного способа следует отнести возможность изготовления труб с отношением диаметра к толщине более 100, при этом непосредственно на стане обеспечивается высокая точность изделий.
Способ позволяет при непрерывности процесса получать многослойные трубы, которые во многих случаях заметно увеличивают внутреннее рабочее давление. Недостатками являются увеличенная длины шва и меньшие скорости Св.. Основные операции при производстве труб со спиральным швом - это формовка, сварка и резка на ходу. Поэтому стан спиральной Св. кроме устройств, обеспечивающих подготовку листа, состоит из следующих основных механизмов: подающего; формовочного; сварочного; отрезного.

Рисунок. 4.16. Схема стана спиральной сварки труб: 1 - механизм рамы, 2 - размотчик 3 - приемные валки; 4 - гильотинные ножницы, 5 - установка для стыковой Св. ленты; 6 - зачистное устройство, 7 - рама сдаваемого механизма; 8 - валковая клеть; 9 - коробка скоростей, 10 - щелевые проводки; 11 - механизм поворота, 12 - тележка с резаком; 13 - тележка конечная; 14 - поворотно-регулирующий блок; 15 - разжимное устройство; 16 - кронштейн сварочной головки.
Подающий механизм стана подает ленту с требуемым усилием и под определенным углом в механизм формирования и Св., где она обращается в спиральную трубу, а затем сваривается по кромкам сплошным швом под флюсом. Угол между продольной осью ленты и осью изделия определяется шириной ленты и диаметром трубы. Учитывая то, что процессы формирования и Св. происходят непрерывно со скоростью до 1,1 м/мин, резка на мерные длины с помощью газового резака выполняется на ходу. При этом весь цикл резания от включения газового резака и сбрасывающего механизма до выключения резака и отвода всех механизмов отрезного устройства в исходное положение выполняется автоматически за один оборот изделия, то есть за один шаг спирали. Качество сварного шва подвергается ультразвуковому контролю. Отрезанные трубы поступают на отделочные операции (например, калибровку концов и др.). И проходят испытания гидравлическим способом. Трубосварочный стан спиральной Св. можно установить на транспортные машины. Это позволяет использовать его в полевых условиях для изготовления и укладки, например, газовых магистральных труб. Годовая производительность вышеописанных агрегатов определяется сортаментом выпускаемой продукции. При производстве труб диаметром 1020 мм она составляет 75 000 т, диаметром 1420мм - 100 тыс. т. Прямошовные электросварные трубы малого и среднего диаметров от 6 до 529 мм с толщиной стенки 1...12 мм изготавливают контактной Св. сопротивлением, индукционной и сваркой СВЧ, а также Св. в защитном газе. Характерным для всех этих способов является то, что при переходе от одного способа к другому изменяется лишь оборудование, то есть способ нагрева кромок. Методы подготовки ленты, ее формирование и операции следующей отделки различаются мало. Обычно формовка штрипса выполняют в непрерывной группе клетей с горизонтальными и вертикальными валками. После Св. и снятия наклепа изделие может обрабатываться на калибровочном стане, а если возникает необходимость в значительном уменьшении диаметра изделия, - на редукционном стане с предварительным нагревом. Процесс контактной сварки сопротивлением заключается в разогреве кромок сформированного в трубу штрипса, пропуском тока от вторичной обмотки вращающегося сварочного трансформатора. Сам процесс Св. обеспечивается не только высокой температурой кромок, но и сдавливанием металла в сварочном калибре валками и электродными кольцами. Индукционная сварка заключается в нагревании кромок штрипса индукционным током с помощью плоского индуктора, расположенного на стыке кромок сформированной трубы. Такая Св. обеспечивается применением тока, частота которого может быть уменьшена при увеличении толщины стенки изделия с 8 кГц при толщине стенки 1,5...4 мм до 1 кГц при 5...10 мм. Индуктор нагревает кромки заготовки в течение 1...3 с, а установленные за индуктором сварочные ролики своим давлением обеспечивают качественную Св.. Сварка труб токами высокой частоты (СВЧ) (частота тока 70...450 кГц) позволяет осуществлять поверхностное нагревание кромок свернутого штрипса в очень тонком слое контактным или индукционным способом. При этой Св. в проводнике ток индуктируется и распределяется неравномерно по сечению, концентрируясь в поверхностном слое проводника. Благодаря этому очень тонкий слой поверхности металла нагревается и при сдавливании кромок роликами получается шов. Как источник энергии обычно используют ламповые генераторы. Сварка СВЧ характеризуется высокой степенью концентрации энергии при нагреве металла (только по кромкам), поэтому во многих случаях оно заменяет сварку труб сопротивлением. Скорость процесса зависит от толщины изделия и может достигать 120 м/мин.
При этом формирование и электросварка выполняются как непрерывный процесс. Формирование ленты (горячекатаной толщиной h >= 1,75 мм, холоднокатаной h <= 1,75 мм) делают в девяти приводных клетях и одной неприводной. Сварка кромок сформированной трубы осуществляют в клети, где кромки сближаются вертикальными неприводными роликами и вращающимися электродными кольцами, что обеспечивает необходимое давление. Кромки штрипса нагреваются током, который подводится этими вращающимися медными электродами. Для этого процесса используют переменный ток низкого напряжения с частотой 140 Гц, что позволяет довести скорость Св. до 60 м/мин. Постоянный ток из-за сложности электрооборудования не применяют. После выхода из сварочной клети, изделие имеет некоторую овальность, которую устраняют прокаткой в калибровочном стане, состоящем из трех приводных клетей с горизонтальными валками; в каждой из клетей установлены еще вертикальные неприводные валки.
Резку труб на мерные длины делают на ходу специальным автоматически работающим разрезным станком. Подобные станы имеют устройства для удаления наружного и внутреннего избытка металла, вытесненного при сварочном давлении по шву. Внешние решетки удаляют резцом, режущая кромка которого заточена по радиусу, соответствующему внешнему радиусу изделия. Внутренние решетки снимают резцом или закатывают роликами, которые закрепляются на длинной оправке.
Трубы из сталей аустенитного класса, никеля и его сплавов, а также магния и других цветных металлов изготавливают дуговой Св. с применением аргона, гелия или смеси гелия с аргоном в отношении 3:1 как защитная среда. Источником теплоты при сварке в защитном газе есть дуга, возникающая между тугоплавким электродом из вольфрама и основным металлом, что обеспечивает образование небольшой ванночки жидкого металла, при затвердевании которой кромки трубной заготовки соединяются. Однако процесс может проводиться и с плавящимся электродом. Ванночка жидкого металла в этом случае образуется из металла электрода и кромок заготовки. Инертный газ защищает шов от воздействия атмосферного кислорода. Поэтому химический состав шва не отличается от основного металла, имея лишь более крупнозернистую структуру. Однако это различие вполне устраняется холодным волочением или холодной прокаткой и термической обработкой, после чего найти шов почти невозможно.
К новым способам производства сварных труб относится электронно-лучевая сварка, сущность которого заключается в использовании кинетической энергии свободных электронов, движущихся в глубоком вакууме. При резком торможении их кинетическая энергия выделяется в виде теплоты. Если электронный луч направить на кромки металла, они быстро разогреваются и плавятся, что и обеспечивает Св..
Практическая работа №28 (2 часа)
Тема: «Технология изготовления машиностроительных конструкций»
Цель работы: познакомиться с технологией изготовления машиностроительных конструкций
Оборудование: схема изготовления машиностроительных конструкций
Современные машиностроительные конструкции имеют, как правило, в своем составе разнообразные механические элементы в виде пакетов, плит, пластин, оболочек, присоединенных масс с большим количеством упругих и вязкоупругих связей, выполненных из материалов с различными реологическими свойствами. Рассмотрим механическую систему, в которой реологические свойства деформируемых элементов существенно различны, часть элементов - упругие, остальные - вязкоупругие с различными функциями наследственности.
Железобетонные машиностроительные конструкции представляют собой армированные каркасом отливки с заформованными в них стальными или чугунными деталями ( направляющие втулки, вкладыши, базовые плиты, цоколи, стойки, кронштейны), необходимыми по функциональному назначению изделия.
Все машиностроительные конструкции ( машины, механизмы и сооружения) состоят из ориентированных определенным образом один относительно другого и соединенных между собой различными подвижными и неподвижными соединениями элементов конструкций разной сложности и функционального назначения: узлов, подузлов, деталей и поверхностей.
Элементы машиностроительных конструкций , рассчитываемые на изгиб как балки, например оси, имеют обычно переменное поперечное сечение. У таких балок зачастую опасное сечение не совпадает с тем, в котором возникает наибольший изгибающий момент. Как следствие приходится вести расчет на прочность для нескольких предположительно опасных сечений.
Инженеры-проектировщики машиностроительных конструкций довольно часто пытаются применить формулы Герца даже в тех случаях, когда они должны быть заменены расчетами по одной из схем упругого основания, выбору которой и может помочь предлагаемый обзор.
Сварка машиностроительных конструкций производится, как правило, в приспособлениях, обеспечивающих требуемую точность сборки для получения заданной формы изделия и его размеров. Широко распространены поворотные приспособления, придающие шву более удобное положение при сварке. В конструкциях этого типа обычно имеется большое количество коротких швов различного сечения, которые изготовляются преимущественно ручной дуговой сваркой качественными электродами или полуавтоматической сваркой. При массовом производстве однотипных изделий применяют автоматическую сварку под флюсом, газопрессовую аварку и контактную сварку на специально спроектированных машинах.
Изготовление машиностроительных конструкций возможно не только из проката, но и путем сварки отдельных деталей из отливок, поковок и проката, что в некоторых случаях может быть более экономичным, чем изготовление целиком из отливок или поковок. В табл. 99 приводится пример проектной калькуляции себестоимости изготовления комбинированных машиностроительных конструкций из отливок, поковок и проката.
Для машиностроительных конструкций характерна возможность их решения во многих вариантах. Одни и те же рабочие функции машины могут осуществляться несколькими принципиально различными способами. Конструктивное устройство машины и ее отдельных узлов может быть определено разнообразными сочетаниями механизмов и кинематических звеньев, осуществляющих рабочие и вспомогательные движения частей машины. В пределах выбранного конструктивного устройства узла отдельные детали одного назначения также могут отличаться друг от друга по своему конструктивному оформлению в зависимости от того из каких заготовок предполагается получать эти детали. Крепление деталей и их взаимные сопряжения могут выполняться также различными способами.
Многовариантность машиностроительных конструкций является как раз тем средством, которое позволяет находить оптимальное решение, удовлетворяющее разнообразным требованиям, предъявляемым к конструкции. Подчиняя решение вопроса в первую очередь требованиям качества, почти всегда можно остановиться на варианте, одновременно отвечающем также и требованиям снижения трудоемкости и металлоемкости. Для этого конструктор должен выполнить несколько конструктивных вариантов, критически оценить их и выбрать наилучший.
В машиностроительных конструкциях передача усилий обычно осуществляется посредством контакта отдельных деталей. Однако при рассмотрении узлов, состоящих из системы взаимодействующих тел, явлениями в локальной зоне контакта зачастую пренебрегают. В этом случае, руководствуясь принципом Сен-Венана, проводят упрощение и схематизацию усилий, воспринимаемых отдельными деталями, и приходят к смешанной задаче теории упругости с заданными на границе силами и смещениями. Такие упрощения расчетной схемы приемлемы далеко не всегда. В большинстве реальных конструкций закон распределения истинных контактных давлений оказывает существенное влияние на НДС взаимодействующей пары, а иногда, как, например, во фланцевых соединениях с упругими прокладками, определяет работоспособность конструкции в целом. В таких случаях возникает необходимость решения контактных задач, где размеры и конфигурация площадок контакта, условия взаимодействия на них нелинейно зависят от приложенной нагрузки. Эти параметры являются искомыми и могут быть определены только в процессе решения задачи.
В машиностроительных конструкциях чаще всего встречаются сварные соединения в тавр и сварка угловыми швами. Швы имеют большей частью малую протяженность и довольно сложную конфигурацию.
В машиностроительных конструкциях встречаются плоские рамы, работающие на пространственную нагрузку. На рис. 436, а показана плоская рама с защемленными концами, нагруженная перпендикулярно к плоскости рамы.
В машиностроительных конструкциях ( железнодорожные вагоны, самолеты, вертолеты, суда и др.) часто соприкасаются между собой детали из различных металлов и сплавов или последние с деталями, на которых нанесены различные металлические покрытия. Некоторые контакты способствуют возникновению или усилению электрохимической коррозии. Она особенно значительна, когда такие контакты подвергаются систематическому увлажнению. Контакты, не усиливающие коррозию, называют допустимыми, а усиливающие - недопустимыми. Чтобы не допускать усиления коррозии, такие детали до соединения между собой защищают различными способами и во многих случаях окрашиванием.
В машиностроительных конструкциях допускаемые напряжения в основном металле назначаются в зависимости от предела текучести ат или в зависимости от величины предела выносливости о н при характеристике цикла R, соответствующей эксплуатационным нагружениям, с учетом конструктивных, технологических, эксплуатационных и экономических факторов. [1
В машиностроительных конструкциях нагрузка, как правило, бывает циклической вследствие периодического изменения величины действующей силы, а также вследствие обычно имеющего место относительного движения соприкасающихся тел.
В машиностроительных конструкциях встречаются плоские рамы, работающие на пространственную нагрузку. На рис. 436, а показана плоская рама с защемленными концами, нагруженная перпендикулярно к плоскости рамы.
В машиностроительных конструкциях встречаются плоские рамы, работающие на пространственную нагрузку. На рис. 440, а показана плоская рама с защемленными концами, нагруженная перпендикулярно к плоскости рамы.
Термическая обработка машиностроительных конструкций после сварки является одной из наиболее распространенных операций при их изготовлении. В связи с имеющейся тенденцией повышения удельного веса легированных сталей в машиностроении применение ее непрерывно увеличивается.
Таким образом, любая машиностроительная конструкция абстрактно может быть представлена в виде пространственного графа ( рис. 13), описываемого звеньями М и их соединениями О, причем привязочные точки поверхностей, образующих подвижные и неподвижные соединения, совпадают с прнвязоч-ными точками соединяемых элементов и нумеруются по принадлежности к этим элементам.
Снижение уровней вибраций машиностроительных конструкций является составной частью мероприятий по защите окружающей среды. Динамические силы, возникающие в местах сопряжения деталей движения, в потоках жидкости и газа или в изменяющихся во времени электромагнитных полях, вызывают колебания деталей и корпусов механизмов, которые через опорные и неопорные связи возбуждают колебания фундамента, перекрытия или корпуса транспортного средства. На всем пути распространения колебательная энергия излучается в окружающую среду.
В процессе проектирования тонкостенных машиностроительных конструкций выполняется значительный объем опытных работ для установления запасов устойчивости узлов и агрегатов изделия. Многие испытания проводятся на уменьшенных моделях, сохраняющих наиболее важные конструктивные особенности натурного объекта.
При таких напряжениях машиностроительную конструкцию можно рассматривать как линеаризированную упруговязкую систему, расчетные коэффициенты поглощения материала которой учитывают потери в материале и соединениях деталей. Как было показано в главе 1, расчет колебаний демпфированных конструкций может производиться разложением амплитудной функции в ряд по собственным формам недемпфированной системы или методом динамических податливостей и жесткостей с комплексными модулями упругости.
Из высокопрочных сталей изготовлены ответственные машиностроительные конструкции и инженерные сооружения. Высокопрочные низколегированные стали успешно применяют для металлоконструкций мостов. Пролетное строение моста представляет собой цельносварную рамную конструкцию, состоящую из двух бистальных коробчатых главных балок и четырех жестко соединенньгх с ними наклонно расположенных коробчатых опор.
Так как в большинстве машиностроительных конструкций величина напряжений от рабочих нагрузок не превышает 2 / 3ог, то остаточные напряжения могут составлять примерно до / зстг, если ставятся условия отсутствий пластических деформаций детали при ее нагружении. Тогда остаточные и рабочие напряжения в сумме меньше ат - При требовании ограничить деформации детали в процессе механической обработки необходимо конкретное указание допустимого уровня остаточных напряжений, так как удаление любого объема напряженного металла обязательно вызывает какие-либо деформации.
Обобщенным критерием многокритериальной оптимизации машиностроительных конструкций, к которому следует стремиться, является принцип минимума затрат труда при изготовлении и эксплуатации с учетом распределения трудовых затрат по времени. Реализация этого критерия затрудняется сложностью и трудоемкостью его поиска, отсутствием и нестабильностью значений экономических показателей.
Задание
Записать алгоритм изготовления машиностроительных конструкций
Практическая работа №30 (2 часа)
Тема: «Последовательность технологических операций сварки»
Цель работы: познакомиться с последовательностью технологических операций сварки
Оборудование: схема сварки
При всех способах сварки плавлением в сварочной ванне происходят те же процессы, что и в металлургических печах при выплавке металлов и их сплавов. Это плавление, взаимодействие жидкого металла с газами и компонентами шлаков, легирование металла и выгорание (испарение, окисление) легирующих компонентов, затвердевание металла, структурные изменения в нем.
Однако при сварке эти процессы протекают в особенно жестких условиях. Массы нагреваемого и расплавляемого металла при сварке малы: граммы при лучевых способах сварки или килограммы при электрошлаковой сварке по сравнению с тоннами в мартеновской разность температур вызывает конвективные потоки в жидком металле.
Химические реакции в этих условиях протекают с большой скоростью, особенно на границах между металлом и газом, жидким шлаком и газом, металлом и шлаком. Нагрев и охлаждение металла при сварке происходят очень быстро, поэтому среднее время протекания химических реакций составляет 0,001... 1,5 с. За это время реакции не успевают дойти до равновесного состояния.
Химический состав металла шва формируется окончательно только после его затвердевания.
Задание
1. Порядок последовательности технологических операций.
2. Что такое сварка плавлением.
3. Способы сварки плавлением.
4. Перечислите виды сварки плавлением
Практическая работа №31 (2 часа)
Тема: «Приемы плоской разметки: нанесение разметочных рисок, отыскание центров окружности, разметка углов и уклонов. Безопасность труда при разметке»
Цель работы: научиться подготовке под разметку обработанной и необработанной поверхностей; получить навыки использования разметочных инструментов, выполнения разметки и накернивания разметочных рисок.
Оборудование: инструмент для плоской разметки
Правила безопасной работы при разметке
1. Осторожно обращаться с острыми концами чертилок, циркулей.
2. Надежно устанавливать разметочную плиту на столе.
3. Осторожно обращаться с раствором медного купороса.
Упражнение 1. Подготовка поверхности металла к разметке.
Перед выполнением разметки металла следует:
· тщательно вытереть разметочную плитку;
· очистить заготовку стальной щеткой или скребком от пыли, грязи и следов коррозии;
· размечаемые места заготовки зачистить шкуркой;
· неочищенные поверхности закрасить молотым мелом, разведенным в воде, с клеем или краской. Для нанесения на плоскость равномерного слоя покрытия необходимо использовать перекрестные вертикальные и горизонтальные движения кисти (рис. 1);
· обработать очищенные поверхности раствором медного купороса (2—3 чайных ложки на стакан воды) или лака и просушить.
![]()
Рис. 1. Нанесение покрытия на деталь.
Упражнение 2. Нанесение прямых линий.
Сделать на заготовке два керновых углубления — метки. Через нанесенные метки по наложенной на деталь линейке провести чертилкой линию.
Чтобы не получить раздвоенную линию, линейку необходимо плотно прижимать к заготовке, а линию проводить только один раз. Не использовать тупую чертилку.
![]()
Рис. 2. Нанесение параллельных линий с помощью угольника.
Нанести на заготовке параллельные линии с помощью угольника с широким основанием. Для этого наложить угольник на размечаемую поверхность таким образом, чтобы его плашка была прижата к обработанной стороне заготовки (рис. 2). Прижимая угольник левой рукой, провести линию. Передвигая угольник вдоль обработанной стороны заготовки, проводить параллельные линии далее.
Упражнение 3. Нанесение линий под углом.
Нанести две взаимно-перпендикулярные линии с помощью линейки и циркуля (рис. 3).
![]()
Рис. 3. Нанесение взаимно-перпендикулярных линий.
Для этого провести на заготовке произвольную линию АВ. Примерно посередине этой линии отметить и накернить точку 1. По обе стороны от точки 1 с помощью циркуля произвольным радиусом сделать на линии АВ засечки 2 и 3 и в них керновые углубления. При этом необходимо точно устанавливать кернер в углубление и прочно удерживать его при кернении. При необходимости следует заточить кернер. Измерить циркулем размер, превышающий на 6...8 мм расстояние между точками 1 и 2 (1 и 3). Затем, установив ножку циркуля в точку 2, провести дугу полученного размера, пересекающую линию АВ. Этим же радиусом провести дугу из точки 3. Через точки пересечения дуг 4, 5 и точку 1 провести линию, которая и будет перпендикулярна исходной линии АВ.
Накернить точку пересечения 0 двух взаимно-перпендикулярных линий (рис. 4).
![]()
Рис. 4. Построение угла 45о
Из точки 0 провести дугу произвольным радиусом. Точки пересечения дуги с линиями обозначить а и b и накернить эти точки.
Из точек а и b, не изменяя раствора циркуля, сделать две засечки внутри прямого угла и накернить точку их пересечения d. Соединить точки 0 и d.
Упражнение считается выполненным, если линии разметки и керновые углубления произведены четко и в требуемых местах.
Упражнение 4. Разметка плоских фигур
А. Построение квадрата внутри окружности.
· Подготовить поверхность заготовки к разметке.
· Наметить и накернить центр окружности 0; провести из него разметочным циркулем окружности.
· Провести диаметр окружности АВ и из точек А и В произвольным радиусом сделать по две засечки, пересекающиеся в точках С и D. Прямая CD пересекает окружность в точках М и Н и делит диаметр АВ на две равные части; точки Л, М, В, Н делят окружность на четыре равные части.
· Соединив рисками эти точки, получим квадрат.
![]()
Рис. 5. Построение квадрата внутри окружности.
Б. Построение шестиугольника внутри окружности.
· Подготовить поверхность заготовки к разметке.
· Наметить и накернить центр 0 окружности и провести из него с помощью разметочного циркуля окружность.
· Провести диаметр АВ.
· Из точек А и В прочертить дуги радиусом данной окружности, которые пересекут ее в точках К, М, D и С. Точки А, М, D, В, С и К делят окружность на шесть равных частей.
· Соединив рисками эти точки, получим шестиугольник.
![]()
Рис. 6. Построение шестиугольника внутри окружности.
В. Разметка центров отверстий на данном расстоянии от ребер заготовки.
· Подготовить поверхность заготовки к разметке.
· Принять за базу боковые обработанные стороны заготовки.
· Циркулем по масштабной линейке снять размер 20 мм.
· Не сбивая циркуля, прочертить от ребер заготовки по две пересекающиеся риски.
· В точках пересечения рисок выполнить керновые углубления для центров отверстий.
![]()
Рис. 7. Разметка центров отверстий на данном расстоянии отребер заготовки
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как правильно подготовить металл к разметке?
2. От чего зависит выбор положения заготовки при разметке?
3. Каковы причины получения при разметке раздвоенной линии?
1. Как точно провести линию разметки перпендикулярно дуге?
Практическая работа №32
Тема: «Техника гибки деталей из листового и полосового металла. Безопасность труда при гибке»
Цель работы: научиться технике гибки деталей из листового и полосового материала, рассмотреть правила безопасности труда при гибке
Оборудование: металлическая заготовка, разметочный инструмент, слесарные молотки, тиски, круглогубцы, кусок трубы, измерительные приборы, эталоны изделий, плакат “Гибка металла”
Гибкой называют метод слесарной размерной обработки, при котором геометрическая форма заготовки изменяется в результате ее пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов сложной формы), а также изделия из тонких листовых материалов для последующего соединения сваркой или пайкой. Исходными материалами для гибки являются листы, полосы, ленты, прутки, трубы из пластичных материалов.
Гибка металла. Это способ обработки металлов давлением, при котором одна часть заготовки перегибается относительно другой на некоторый заданный угол. Гибка применяется для придания заготовке изогнутой формы, требуемой чертежом. Ручную гибку производят в тисках с помощью молотка и различных приспособлений. Усилие, которое необходимо при этом приложить, и последовательность операций при гибке зависят от материала, формы и поперечного сечения заготовки. При этом важно правильно определить размеры заготовки. Их определяют по чертежу с учетом радиусов всех изгибов. Проще всего производить гибку тонкого (0,3—1 мм) листового металла. Чтобы точно загнуть деталь, ее с двух сторон, вплоть до линии загиба, зажимают деревянными брусками (оправками) (рис. 1).
 Рис.
1. Гибка листового металла:
Рис.
1. Гибка листового металла:
а - неправильная; б – правильная
Одной оправки в этом случае недостаточно, потому что заготовку, зажатую в тиски только с одной оправкой, при загибе края уводит в сторону. Если же заготовку зажать с двух сторон, то получается хорошее качество гибки. Оправки должны быть изготовлены из твердой древесины. Для загиба пользуются киянкой (деревянным молотком) или железным молотком с резиновым колпачком. Заготовку вместе с оправками зажимают в тиски и постепенно гнут вдоль всей кромки, нанося легкие удары молотком. Не рекомендуется сразу загибать полностью какой-либо участок заготовки, иначе металл деформируется и кромка будет волнистой. Толщина деревянных оправок должна быть не менее 25—30 мм. Несколько иначе осуществляется гибка металлического листа по радиусу. Это делают с помощью шаблона из твердой древесины (рис. 2).
 Рис.2. Гибка металлического
листа по радиусу
Рис.2. Гибка металлического
листа по радиусу
При гибке мягких, растягивающихся металлов форма шаблона должна точно соответствовать форме изготовляемой детали. При гибке упругих металлов его радиус должен быть немного меньше требуемого, так как в этом случае лист пружинит. Для того чтобы эффективнее использовать рычаг, при гибке упругих металлов лист зажимают в тиски между двух оправок, одна из которых — шаблон, а по другой, более длинной стороне осторожно наносят удары молотком, получая требуемую форму. Чтобы достичь герметичности, соединение заготовок делают так называемым продольным замком — фальцевым швом, или фальцем. Фальц применяется при выполнении кровельных работ, соединении вентиляционных систем, изготовлении ведер, баков и других изделий из жести. Простейший фальцевый шов называется одинарным лежачим. Для его получения размечают линию сгиба на краю заготовки, затем сгибают по этой линии на 90°. Такая операция называется отбортовкой. Высота отогнутой кромки в зависимости от толщины листа может составлять 3—12 мм. После отбортовки заготовку переворачивают и отгибают ее кромку еще на 90°. Такие же операции производят и со второй заготовкой или вторым соединяемым краем.
Задание
Предложить алгоритм гибки металла по всем правилам; провести гибку, соблюдая правила техники безопасности (по вариантам):
1) Гибка листового и полосового материала.
2) Гибка прямоугольной скобы с применением простейших приспособлений.
3) Гибка ушка круглогубцами
4) Гибка хомутика в круглых оправках.
Практическая работа №33
Тема: «Приемы рубки. Безопасность труда при рубке»
Цель работы: научиться основным приемам рубки, рассмотреть правила безопасности труда при рубке
Оборудование: инструмент для рубки металла
Рубка металлов — технологическая операция, в процессе которой с помощью зубила и молотка с заготовки удаляют слой металла или разрубают заготовку на части. В основе рубки лежит действие клина — именно эту форму имеет рабочая (режущая) часть зубила (рис. 1). С помощью рубки удаляют (срубают) с заготовки неровности металла, снимают твердую корку, окалины, острые кромки детали, вырубают пазы и канавки, разрубают листовой металл на части.
Рубка
может выполняться в тисках, на плите или на наковальне (рис. 2).
Основной рабочий (режущий) инструмент при рубке — зубило, а ударный — молоток.
Зубило (рис. 3) изготовляется из инструментальной углеродистой стали.
Оно состоит из следующих частей: ударной, средней и рабочей.

Рис 1. Простейший клин – зубило. а –
общий вид;
б – клин с разными углами заострения

Рис. 2. Виды рубки: а – в тисах; б – на плите; в – на наковальне.

Рис. 3. Зубило.


Рис. 4. Молотки: а — с квадратным бойком;
б — с круглым бойком.
Ударная часть выполняется суживающейся кверху, а ее вершина, называемая бойком,— закругленной; за среднюю часть зубило держат во время рубки, рабочая или режущая часть имеет клиновидную форму. Угол заострения режущей части выбирается в зависимости от твердости обрабатываемого материала.
Для обрабатываемых материалов рекомендуются следующие углы заострения: для твердых (твердая сталь, чугун) —70°, для материалов средней твердости (сталь) —60°, для мягких (медь, латунь) —45°, для алюминиевых сплавов — 35°.
Для
вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой —
крейцмейселем. Этим же зубилом можно снимать широкие слои металла: вначале им
прорубают канавки, а оставшиеся выступы срубают широким зубилом.
В качестве ударных инструментов для рубки металлов используют слесарные
молотки двух типов: с круглым и квадратным бойком (рис. 4). Основная
характеристика молотка — его масса. Для рубки металлов применяют молотки
массой 200, 400 и 600 г. Длина ручки молотка зависит от его массы и составляет
250...50 мм.
Рубка металлов — операция трудоемкая. Для облегчения труда и повышения его производительности на промышленных предприятиях используются пневматический и электрический молотки.
Приемы рубки металлов
Для рубки
металла используют прочные массивные тиски. Рубка производится по уровню губок
тисков или выше этого уровня по намеченным рискам. По уровню губок тисков рубят
листовой и полосовой металл, выше уровня губок — заготовки с широкими
поверхностями.
Заготовка должна быть закреплена в тисках прочно и надежно. Чтобы не сминать
поверхность заготовки губками тисков при зажиме, на них можно устанавливать
нагубники.

Рис. 5. Рабочая поза при рубке.
Для выполнения операции рубки металлов большое значение имеет рабочая поза, т. е. положение корпуса и ног работающего.

Рис. 6 . Положение зубила при рубке.
Рабочая поза должна обеспечивать наибольшую устойчивость тела работающего при ударах молотком. Корпус должен быть выпрямлен и обращен вполоборота (45°) к оси тисков, левая нога выставлена на полшага вперед, а угол, образованный линиями осей ступней, составлять 60...75° (рис. 5).
Зубило берут левой рукой за среднюю часть на расстоянии 15...20 мм от края ударной части. Устанавливают зубило так, чтобы режущая кромка находилась на линии снятия стружки (линии среза), а стержень зубила составлял угол 30...35° к обрабатываемой поверхности и примерно 45 ° к губкам тисков (рис. 6).
Молоток
берут правой рукой за рукоятку на расстоянии 15...20 мм от ее конца. Крепко
сжимая рукоятку всеми пальцами, наносят достаточно сильные удары молотком по
центру бойка зубила. Различают удары кистевые, локтевые и плечевые.
При кистевом ударе (рис. 7, а) изгибается только запястье правой руки. Во время
замаха слегка разжимают пальцы (кроме большого и указательного), затем пальцы
резко сжимают и наносят удар. Кистевыми ударами выполняют рубку и снимают
тонкий слой мягкого металла.
При локтевом ударе (рис. 7, б) правую руку сгибают в локте.
Для получения сильного удара руку разгибают быстро. Такими ударами рубят металл
наиболее часто.
В плечевом ударе (рис. 7, в) участвуют плечо, предплечье и кисть руки. Все это
способствует большому замаху и удару максимальной силы.

Рис. 7. Виды удара молочка при рубке: а —
кистевой; б — локтевой;
в — плечевой
Задание
Предложить алгоритм рубки металла по всем правилам; провести рубку, соблюдая правила техники безопасности (по вариантам).
Практическая работа №34
Тема: «Резка ручными ножницами. Резка ножовкой. Резка труб ножовкой и труборезом»
Цель работы: научиться основным приемам резки ручными ножницами, ножовкой, труборезом, рассмотреть правила безопасности труда при резке
Оборудование: инструмент для резки металла
Разрезанием (резкой) называется операция, при которой металл разделяют на части. В зависимости от профиля, формы и размеров деталей и заготовок резка производится разными инструментами вручную или па соответствующем оборудовании.
К основным способам резания металлов относятся: ручной ножовкой, отрезными приводными ножовками и ленточными пилами, на металлорежущих станках, ручными ножницами, стуловыми ножницами, рычажными ножницами, механическими ножницами, кусачками, труборезами, пресс-ножницами, штампами, ацетилено-кислородным пламенем, анодно-механическим способом.
К инструменту для ручной резки относятся ножовки, ручные ножницы, стуловые и рычажные ножницы, труборезы и кусачки.
Ручную ножовку применяют для резания толстых листов, полосового, круглого и профильного металла сечением до 60-70 мм.
Ножовка (рис. 40, а) состоит из станка 1, ножовочного полотна 2 и ручки 4.


Рис. Ножовки: а - жесткая, б - с раздвижной рамкой
Полотно вставляют концами в прорези головки 3, закрепляют штифтами 5 и натягивают винтом 6 с барашком 7. Ножовочные рамки изготовляют либо цельными (для ножовочных полотен определенной длины), либо раздвижными (рис. 40, б), допускающими закрепление ножовочных полотен различной длины.
Ручное ножовочное полотно представляет собой полосу, изготовленную из инструментальной легированной стали Р9, Х6ВФ, на одной стороне которой нарезаны зубья. Наиболее часто применяются полотна шириной 13-16 мм при длине 250-300 мм.
Каждый отдельный зуб полотна имеет форму клина. На зубе, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ (рис.). При резании стружка размещается между соседними зубьями до тех пор, пока острие зуба не выйдет из пропила.

Рис.. Геометрия зуба ножовочного полотна
Шаг зубьев выбирается в зависимости от разрезаемого материала. Для резания листового железа, тонкостенных заготовок выбирается полотно с шагом 0,8 мм; для резания тонкостенных труб и тонкого профильного проката - с шагом 1,0 мм; для резания стального профильного проката, труб и цветных металлов - с шагом 1,25 мм; для резания чугуна, асбеста и мягкой стали - с шагом 1,6 мм.
Шаг ножовочного полотна должен быть таким, чтобы в работе одновременно участвовало не менее трех зубьев. Ножовочное полотно устанавливают в прорези головок станка так, чтобы зуб резал при движении ножовки вперед, крепят штифтами и хорошо натягивают. Движения ножовки должны быть плавными, ритмичными со скоростью 40-60 двойных ходов в минуту на всю длину полотна.
Рабочий ход - движение вперед, обратный - холостой ход, без нажима. Нажим производится в основном левой рукой.
При разрезании ножовкой материал прочно закрепляют в слесарных тисках. Расстояние между тисками и корпусом работающего должно быть около 200 мм (рис. 42). При работе ножовкой корпус должен быть прямым и повернут под углом 45° к осевой линии тисков. Свободно опираясь на левую ногу, правую нужно поставить по отношению к левой под углом 60-70°. При разрезании ножовкой различных материалов придерживаются определенных правил.

Рис. 42. Стойка при резке металла: а - положение ног, б - положения корпуса и рук
При резке твердых материалов нажим на ножовку должен быть сильным, при резании мягких материалов, полос, труб - небольшим. Перед окончанием резки усилие уменьшается во всех случаях. Ножовка при резании перемещается горизонтально, чтобы избежать скольжения, при врезании ножовку отклоняют от себя.
Полосовой металл толщиной свыше 3 мм режут по узкой грани, при меньшей толщине - по широкой. Разрезая широкие поверхности, ножовку последовательно наклоняют от себя и на себя.
Тонкие листы зажимают между двумя деревянными брусками и режут вместе с ними. При отрезании от листа длинных полос полотно поворачивают на 90°, ножовку держат горизонтально.
Фасонные заготовки (детали) и прорези вырезают лобзиками или сточенными по ширине до размера 8- 10 мм ножовочными полотнами.
Прутковый материал разрезают так же, как и полосовой. Если место реза обрабатывается, то разрешается надрезать заготовку с нескольких сторон и затем обламывать.
Ручная резка ножовкой производится обычно без охлаждения. Для уменьшения трения полотно можно смазывать минеральным маслом.
При уводе ножовочного полотна в сторону не следует пытаться исправить положение поворотом ножовки, так как при этом полотно сломается. В этом случае резку нужно начать в новом месте.
Нельзя производить резку полотном со сломанными зубьями, его нужно заменить или сточить 2-3 соседних со сломанным зуба. При продолжении резки новым полотном ее начинают в новом месте, так как изношенное полотно дает пропил меньшей ширины.
Резка труб
Перед резкой трубу размечают по шаблону, изготовленному из жести, изогнутой по трубе. Шаблон накладывают на место реза и чертилкой по окружности трубы наносят разметочные риски. Трубы разрезают ножовками и труборезами.
Резка ножовкой. Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. Тонкостенные трубы и трубы с чисто обработанной поверхностью зажимают в тисках между специальными деревянными накладками (рис. 125).
При разрезании трубы ножовку держат горизонтально, а по мере врезания полотна в трубу слегка наклоняют на себя.
В случае защемления полотна вынимают ножовку из прореза, повертывают трубу от себя на 45 - 60° и продолжают резать, слегка нажимая на, полотно. Если ножовку увело в сторону от разметочной риски, трубу поворачивают вокруг оси и режут по риске в новом месте.
Резка труборезом значительно производительнее, чем ножовками.
Труборезы изготовляют трех размеров: № 1 - для разрезания труб диаметром 1/4 - 3/4, № 2 - 1 - 21/2; № 3 - 3-4"
. 
Рис. 125. Резка трубы ножовкой
Трубу 1 (рис. 126) зажимают в прижиме 7 вращением рукоятки 2 с винтом 3 между угловой выемкой основания и сухарем с уступами. Затем на конец зажатой трубы в прижиме 7 надевают труборез 6. Вращая рукоятку 5 трубореза вокруг своей оси, подводят подвижный ролик 4 трубореза до соприкосновения со стенкой трубы. Далее делают один оборот труборезом вокруг трубы и проверяют линию реза. Если она одинарная и замкнутая, следовательно, ролики установлены правильно.
Резание осуществляют так. У установленного на трубе трубореза повертывают рукоятку на 1/4 оборота, поджимая подвижный ролик к поверхности трубы так, чтобы линия разметки совпала с острыми гранями роликов. Смазывают место реза маслом для охлаждения режущих кромок роликов. Вращают труборез вокруг трубы, перемещая подвижный ролик до тех пор, пока стенки трубы не будут полностью прорезаны. Длину отрезанных труб проверяют линейкой, а плоскость среза по отношению к наружной стенке - угольником.
Трубу при резке можно зажимать в тисках, имеющих рифленые сухари. Тонкостенные трубы режут труборезом с одним роликом. Трубы толстостенные разрезают труборезами с тремя роликами; трубы очень больших диаметров режут труборезом с цепью, на которой укреплено шесть роликов. Наличие нескольких роликов дает возможность значительно ускорить процесс разрезания. Если надо получить ровную, без значительных заусенцев поверхность в месте реза, применяют труборез конструкции новатора А. С. Мисюта. Это обычный трехроликовый труборез, между роликами которого на рычаге в специальной оправке укреплен резец (вылет его можно регулировать). Резец ускоряет процесс резания.

Рис. 126. Резка трубы труборезом: 1 - труба, 2, 5 - рукоятки,
3 - винт, 4 - ролик подвижный, 6 - труборез, 7 - прижим
Задание
Предложить алгоритм резки металла и трубы по всем правилам; провести резку, соблюдая правила техники безопасности.
Практическая работа №35
Тема: «Механизированная резка. Безопасность труда при резке металла»
Цель работы: научиться основным приемам механизированной резки металла, рассмотреть правила безопасности труда при резке
Оборудование: инструмент для механизированной резки металла
Механизированная резка осуществляется с помощью различных механических, электрических и пневматических ножовок и ножниц, дисковых пил или другого универсального или специального оборудования.
Ножовочные пилы (приводные ножовки) применяют для резки сортового и профильного металла. Ножовочная пила 872А, имеющая электрический и гидравлический приводы, точность обработки на таком станке составляет ±2мм, шероховатость поверхности Ra=20мкм (Rz=80мкм).
Зажимные тиски. Тиски с плоскими губками служат для закрепления заготовок больших сечений – от 40 до 250мм, с V – образными губками до 120мм. Эти тиски являются поворотными, в них разрезаемый материал закрепляют под углом 45 градусов.
Установка ножовочного полотна. Полотно устанавливают одним концом на штифт неподвижно укреплённой планки пильной рамы так, чтобы зубья полотна были направлены в сторону рабочего хода. Ножовочную плиту налаживают для резки твёрдых металлов на 85, а для резки мягких металлов – на 110 двойных ходов в минуту.
Приступая к разрезанию металла на пиле рукоятку крана гидропривода устанавливают в положение “Спуск“ и включают электродвигатель. Затем рукоятку перемещают по направлению к положению “Быстрое действие“ и устанавливают желаемую подачу резания.
Ручные электрические ножницы С-424 вибрационного типа состоят из электродвигателя, редуктора с эксцентриком и рукоятки. Зазор между ножами устанавливают в зависимости от толщины разрезаемого металла по таблицам и проверяют щупом (при толщине 0,5…0,8мм, зазор равен 0,03…0,048мм, при толщине 1…1,3мм – 0,06…0,08мм, при толщине 1,6…2мм – 0,1…0,13мм).
Пневматические ножницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем.
Наибольшая толщина разрезаемого стального листа средней твёрдости составляет 3мм, наибольшая скорость резания – 2,5м/мин, число двойных ходов ножа в минуту – 1600.
Пневматическая ножовка приводится в действие сжатым
воздухом. Максимальная толщина разрезаемого металла равна 5мм, наименьший
радиус –
50мм, скорость резания – 20м/мин.
Дисковая пневматическая пила применяется для резки труб непосредственно на месте сборки трубопроводов.
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
Пневматическая пила допускает разрезание труб диаметром до
50…64мм.
Диаметр фрезы 190…220мм, частота её вращения – 150…200 об/мин.
Безопасность труда.
При резке металлов необходимо выполнять следующие требования безопасности:
- оберегать руки от ранения о режущие кромки
ножовки или заусеницы на
металле;
- следить за положением левой руки, поддерживая лист снизу;
- не сдувать опилки и не удалять их руками во
избежание засорения глаз
или ранения рук;
- не загромождать рабочее место ненужными инструментами и деталями;
- не снимать и не смазывать движущиеся и вращающиеся части;
- не переводить ремень со ступени на ступень при работе ножовочного станка.
Задание
Предложить алгоритм механизированной резки металла; провести резку, соблюдая правила техники безопасности.
Практическая работа №36 (2 часа)
Тема: «Приемы опиливания и виды. Контроль опиленной поверхности»
Цель работы: научиться основным приемам опиливания металла, рассмотреть правила безопасности труда при опиливании
Оборудование: инструмент для опиливания металла
Опиливанием называется операция по обработке металлов и других материалов путем снятия незначительного слоя напильниками вручную или на опиловочных станках.
Напильниками слесарь придает деталям нужную форму и размеры, припасовывает детали одну к другой, подготавливает кромки деталей для сварки и выполняет другие работы.
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и др. Припуски на опиливание оставляются небольшими — от 0,5 до 0,25 мм. Точность обработки опиливания составляет 0,2—0,05 мм (в отдельных случаях — до 0,001 мм).
Ручная обработка напильником в настоящее время в значительной мере заменена опиливанием на специальных станках, но полностью вытеснить ручное опиливание эти станки не могут, поскольку пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную.
Напильники. Напильник (рис. 1.) — это стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы, имеющие в сечении форму клина. Напильники изготавливают из стали У10А или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насечки подвергают термической обработке.
![]()

Рис. 1. Слесарный напильник общего назначения:
Классификация напильников
По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу n насечек (зубьев) на 10 мм длины напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4 и 5.
К первому классу относятся напильники с насечками № 0 и 1 (n = 4—12). Их называют драчевыми. Они имеют наиболее крупные зубья и служат для грубого опиливания.
Ко второму классу относятся напильники с насечками № 2 и 3 (n = 13—24). Их называют личными и применяют для чистого опиливания.
К третьему, четвертому, пятому и шестому классам относятся напильники с насечками № 4 и 5 (n ≥ 28). Их называютбархатными и применяют для окончательной обработки и доводки поверхностей.
По форме поперечного сечения напильники делятся на следующие типы:
· плоские , плоские остроносые — применяют для опиливания наружных или внутренних плоских поверхностей, а также для пропиливания шлицев или канавок;
· квадратные — применяют для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
· трехгранные— служат для опиливания острых углов, составляющих 60° и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках, а также для заострения полок по дереву;
· круглые — используют для распиливания круглых или овальных отверстий и вогнутых поверхностей малого радиуса;
· полукруглые с сегментным сечением — применяют для обработки вогнутых криволинейных поверхностей большого радиуса и больших отверстий (выпуклой стороны); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
· ромбические — применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также для опиливания углов более 15° и пазов;
· ножовочные — служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также для изготовления режущих инструментов и штампов.
· Напильники специального назначения изготавливают для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные и алмазные.
· Напильники для обработки цветных сплавов в отличие от слесарных общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни, дюралюминия. Напильники для обработки бронзы, латуни и дюралюминия имеют двойную насечку — верхняя выполнена под углами 45, 30 и 50°, а нижняя — соответственно под углами 60, 85 и 60°. Маркируют напильники буквами ЦМ на хвостовике.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструментов и штампов. Алмазный напильник — это металлический стержень с сечением нужного профиля и рабочей поверхностью, на которую нанесен тонкий алмазный слой. Алмазное покрытие на рабочей части изготавливают разной зернистости для предварительной и окончательной доводки.
Надфили. Небольшие напильники, которые называются надфилями, применяют для лекальных, граверных работ, а также для зачистки в труднодоступных местах (отверстиях, углах, коротких участках профилей и др.).
![]()

Рис. 2. Надфили:
Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Надфили изготавливают из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и иной формой поперечного сечения. При обработке надфилями поверхности имеют шероховатость Rа = 0,32—0,16.
Рашпили предназначены для обработки мягких металлов (свинца, олова, меди и т. п.) и неметаллических материалов (кожи, резины, дерева, пластмассы), когда обычные напильники не справляются, потому что их насечка быстро забивается стружкой и они перестают резать. В зависимости от профиля рашпили общего назначения (рис. 1.7.6) подразделяются на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой № 1 и 2 и длиной 250—350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки перед каждым зубом.
![]()
 Рис. 3. Рашпили
Рис. 3. Рашпили
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики таких же профилей для их закрепления, что и слесарные напильники, и такую же насечку, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники (рис. 4) — это фасонные головки с насечками или фрезерованными зубьями. Изготавливают их цельными (с хвостовиками) и насадными (накручиваются на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники применяют для зачистки отливок, поковок, снятия заусенцев на заточном станке. Диски изготавливают диаметром 150—200 мм и толщиной 10—20 мм. Зубья — фрезерованные или насеченные.
Диски крепятся при помощи приспособления.
Подготовка поверхности к опиливанию. Заготовку очищают металлическими щетками от грязи, масел, формовочной земли, окалины, литейную корку срубывают зубилом или удаляют старым напильником.
Закрепление заготовки. Обрабатываемую заготовку зажимают в тисках опиливаемой плоскостью горизонтально, на 8—10 мм выше уровня губок. Заготовку с обработанными поверхностями закрепляют, надев на губки нагубники из мягкого материала (меди, латуни, алюминия, мягкой стали).
Приемы опиливания. Положение корпуса считается правильным, если между плечевой и локтевой частями согнутой в локте правой руки с напильником, установленным на губках тисков (исходное положение), образуется угол 90° При этом корпус работающего должен быть прямым и развернутым под углом 45° к линии оси тисков.
Положение ног. В начале рабочего хода напильника масса тела приходится на правую ногу, при нажиме центр тяжести переходит на левую ногу. Этому соответствует такая расстановка ног: левую выносят (отводят) вперед по направлению движения напильника, правую ногу отставляют от левой на 200—300 мм так, чтобы середина ее ступни находилась против пятки левой ноги.
При рабочем ходе напильника (от себя) основная нагрузка приходится на левую ногу, а при обратном (холостом) ходу — на правую, поэтому мышцы ног попеременно отдыхают.
При снятии напильником толстых слоев металла на напильник нажимают с большей силой, поэтому правую ногу отставляют от левой назад на полшага и она в этом случае является основной опорой. При слабом нажиме на напильник, например при доводке или отделке поверхности, стопы ног располагают почти рядом. Эти работы как точные чаще выполняют сидя.
Контроль опиленной поверхности. Для контроля опиленных поверхностей используют поверочные линейки, штангенциркули, угольники и поверочные плиты.
Поверочную линейку выбирают в зависимости от длины проверяемой поверхности, то есть поверочная линейка по длине должна перекрывать проверяемую поверхность.
Качество опиливания поверхности проверяют поверочной линейкой на просвет. Для этого деталь освобождают из тисков и поднимают на уровень глаз; поверочную линейку берут правой рукой за середину и прикладывают ее ребром перпендикулярно к проверяемой поверхности.
Задание
1. Предложить алгоритм опиливания металла; провести опиливание, соблюдая правила техники безопасности.
2. Ответить на вопросы:
- Что входит в понятие опиливания?
- Какие поверхности обрабатывают опиливанием?
- Какой инструмент называется напильником?
- Сколько групп напильников бывает по назначению?
Практическая работа №37 (2 часа)
Тема: «Разделка кромок деталей разной толщины»
Цель работы: научиться основным приемам разделки кромок деталей разной толщины
Оборудование: инструмент для разделки кромок деталей
Разделка кромок - придание кромкам, подлежащим сварке, необходимой формы.
Разделка кромок под сварку выполняется с целью обеспечения:
- провара по всей толщине свариваемых элементов;
- доступа сварочного инструмента к корню шва.
По форме разделки кромок под сварку различают сварные соединения без разделки кромок, с отбортовкой и с разделкой кромок под сварку. Кроме того, сварные соединения с разделкой кромок подразделяются на сварные соединения с односторонним скосом одной или двух кромок (односторонняя разделка одной или двух кромок) и сварные соединения с двусторонним скосом одной или двух кромок (двусторонняя разделка одной или двух кромок).
При выборе формы разделки кромки следует учитывать, что наиболее экономичным является сварное соединение без скоса кромок. В случае выполнения разделки кромок более простой в исполнении по сравнению с U – образной является разделка кромок с прямолинейным скосом кромок (V, К, Х – образные). В сравнении с односторонней разделкой кромок более технологичными являются К- и Х-образные двусторонние. Однако К- и Х-образные двусторонние могут быть реализованы при возможности доступа сварочного инструмента к обеим сторонам изделия.
Конструктивные элементы формы разделки кромок.
Конструктивные элементы формы разделки кромок зависят от конструктивных особенностей свариваемых элементов, а также от диаметра электродного материала (размеры разделки кромок должны обеспечивать доступ электрода или сварочной проволоки к корню шва).
Форма разделки кромок характеризуются следующими основными конструктивными элементами: зазор b, притупление С, угол скоса кромки β и угол разделки кромок α.
Угол скоса кромки β.
Скос кромки - прямолинейный срез кромки, подлежащей сварке.
Угол скоса кромки - острый угол между плоскостью скоса кромки и плоскостью торца.
Угол скоса кромки β изменяется в пределах от 30 ± 5 до 10 ± 5 градусов. При разделке одной кромки угол скоса кромки может составлять 45 градусов.
Угол разделки кромок - угол между скошенными кромками свариваемых частей. Угол разделки кромок α= 2 β. Угол разделки кромок выполняется для обеспечения доступа электрода к основанию шва.
Притупление кромки - нескошенная часть торца кромки, подлежащей сварке. Назначение притупления - обеспечить правильное формирование сварного шва и предотвратить прожоги в корне шва. Притупление кромок С обычно составляет 2 мм ± 1 мм. Иногда, в связи с конструктивными особенностями сварного соединения, значение притупления может приниматься равным нулю (С=0). В этом случае необходимо предусматривать технологические мероприятия, исключающие появление прожога (сварка на подкладке, сварка на флюсовой подушке, укладка подварочного шва, применение замкового соединения).
Зазор - кратчайшее расстояние между кромками собранных для сварки деталей. Зазор b обычно равен 1,0 - 3 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва, но в отдельных случаях, при той или иной технологии, зазор может быть равным нулю или достигать 8-10 мм и более. Если зазор b = 0, выполняемая сварка называется сваркой без зазора, если b ≠ 0 –сваркой с зазором (или по зазору).
Задание
Предложить алгоритм разделки кромок деталей разной толщины; провести разделку кромок предложенной учителем детали, соблюдая правила техники безопасности.
Практическая работа №38
Тема: «Выбор параметров режима ручной дуговой сварки. Безопасные условия труда при дуговой сварке»
Цель работы: Формирование практических навыков определения режимов сварки
Оборудование: справочная литература
Режим обусловливает характер протекания процесса сварки и обеспечивает получение сварного шва заданной формы и размеров. Все определяется диаметром, типом и маркой электрода, коэффициентом наплавки, родом, полярностью и силой тока, напряжением дуги, скоростью сварки, углом наклона и движения электрода, массой наплавленного металла. Диаметр электрода выбирается в зависимости от толщины свариваемого металла. При сварке в нижнем положении для выбора диаметра можно пользоваться табл.1.1.
Таблица 1.1 Выбор диаметра стержня электрода по толщине свариваемого металла
|
Толщина S свариваемого металла, мм |
до 1,5 |
2 |
3 |
4-5 |
6-8 |
9-12 |
13-15 |
16-20 |
св. 20 |
|
Диаметр d стержня электрода, мм |
1; 1,6 |
2 |
3 |
3-4 |
4; 5 |
4; 5 |
5 |
5; 6 |
6;8 |
При сварке горизонтальных, вертикальных и потолочных швов независимо от толщины свариваемого металла применяют электроды диаметром dэ <. 4 мм. Тип и марка электрода выбираются в зависимости от марки и механических свойств ( sв , sт , KCV, ) свариваемого металла, назначения и условий работы конструкции (табл.1.2). Сила сварочного тока I выбирается в зависимости от диаметра стержня электродах dэ и положения сварного шва в пространстве. При сварке в нижнем положении
![]()
где К — коэффициент пропорциональности, который при сварке углеродистых и низколегированных сталей в нижнем положении равен 35-60 А/мм для толщины металла 5-30 мм. При сварке горизонтальных и вертикальных швов сила тока уменьшается на 10-15, а потолочных — на 15-20%. Чрезмерно большой сварочный ток приводит к перегреву и разбрызгиванию электродного металла, ухудшению формирования шва, а при сварке тонкостенных заготовок — к прожогу стенок. Сварка на малых токах сопровождается неустойчивым горением дуги, непроваром, малой производительностью. Род тока и полярность выбираются в зависимости от марки свариваемого металла, его толщины, марки электрода, назначения конструкции. Сварка на постоянном токе обратной полярности применяется для тонкостенных заготовок и высоколегированных сталей с целью исключения их перегрева. Сварку углеродистых сталей обычно выполняют на переменном токе.
Задания:
1. Определите режимы сварки стали Ст 3 толщиной 5 мм в нижнем и вертикальном положении. Нарисуйте схему выполнения шва длиной 600 мм.
2. Нарисуйте схему выполнении многослойного углового шва. Какие технологические приемы следует пи этом применять?
3. Ответить на вопросы
А)Какие приемы следует выполнять при сварке вертикальных швов сверху вниз и снизу вверх?
Б) Каковы особенности выполнения потолочных швов?
В) Предложите способ сварки в труднодоступном месте.
4. Тест:
1.Какой диаметр электрода следует выбрать для сварки вертикального шва пластин толщиной 3 мм:
1. А) 2.0 мм Б) 3,5 мм В) 4 мм
2. 2. Сила сварочного тока присварке вертикальных швов должна быть:
3. А) такая же как присварке в нижнем положении
4. Б) больше, чем в нижнем положении
5. В) меньше, чем в нижнем положении
6. 3. Какой диапазон сварочных токов следует выбрать при сварке в вертикальном положении металла толщиной 4 мм:
7. А) 60-80А Б) 90-110 А В) 125 – 160 А
8. 4.Какой угол наклона электрода следует установить при сварке «снизу вверх» бех разделки кромомк?
9. А) 45 – 500 к горизонтали Б) 15 - 300 к горизонтали В) 45 – 500 к вертикали
5.Как удерживают расплавленный металл от стекания при сварке потолочных швов?
А) силами поверхностного натяжения Б) давлением сварочной дуги В) торцом электрода
6.Корневой шов многопроходных швов выполняют электродами дтаметром:
А) 3мм Б) 5 мм В) в зависимости от толщины металла
7.Зачистка шва от шлака производится:
А) перед началом работ Б) во время работы В) после окончания работ
8.Поперечные колебания электродом совершают:
А) при сварке корневого шва Б) при сварке вторго прохода В) при сварке второго и последующих проходов
9 Каличество проходов зависит от:
А) толщины свариваемого металла Б) от диаметра электрода
В) от кавлификации сварщика
10.Сварка углового вертикального шва производится:
А) короткой дугой Б) длинной дугой В) не имеет значения
Практическая работа №39
Тема: «Ведение учета и отчетности по качеству и количеству на принятую и забракованную продукцию»
Цель работы: научиться вести учёт и отчётность по качеству и количеству на принятую и забракованную продукцию
Оборудование: справочная литература
1. Отдел контроля качества
Из положения «Об отделе контроля качества»
1.1. Отдел контроля качества является самостоятельным структурным подразделением предприятия.
3. Задачи Функции подразделения :
3.1
Обеспечение выпуска предприятием качественной и конкурентоспособной продукции.
Проверка поступающих на предприятие материальных ресурсов (сырья,
материалов, полуфабрикатов, комплектующих изделий) и подготовка заключений о
соответствии их качества стандартам и техническим условиям.
Составление актов приемочного контроля по качеству материальных ресурсов.
3.2 Предотвращение выпуска предприятием продукции, не соответствующей требованиям стандартов и технических условий, утвержденным образцам (эталонам), проектно-конструкторской документации. Операционный контроль на всех стадиях производственного процесса.
Проведение выборочного инспекционного контроля за качеством отдельных технологических операций (в том числе транспортировки), технологическим оборудованием и инструментом.
Оценка
сортности продукции, выпускаемой предприятием.
Клеймение принятой и забракованной продукции.
Оформление в установленном порядке документации на принятую и забракованную
продукцию.
Выявление
причин несоответствия продукции требованиям нормативно-технической
документации, определение возможности исправления брака и устранения дефектов,
проведение мероприятий по их устранению.
Проведение повторных проверок, понижение сортности продукции.
Обеспечение изъятия из оборота продукции при невозможности (нецелесообразности)
устранения дефектов и брака. Анализ и технический учет брака продукции.
3.3
Материально-техническое и методологическое обеспечение (нормативно-технической
и технологической документацией, справочными материалами) поставок продукции.
Определение номенклатуры измеряемых параметров и оптимальных норм
точности измерений.
Организация двустороннего обмена информацией о качестве товара с потребителями.
Оформление результатов контрольных операций, ведение учета показателей качества
продукции, брака и его причин, составление периодической отчетности о качестве
продукции.
Оформление документов, удостоверяющих качество продукции. Систематический
контроль за состоянием контрольно-измерительных средств предприятия.
Своевременное
проведение мероприятий, связанных с введением новых нормативов и стандартов. Участие
в испытаниях новых образцов продукции, разработка технической документации на
эту продукцию. Подготовка продукции к аттестации и сертификации.
Участие в разработке разделов о качестве и комплектности договоров на поставку
продукции.
Анализ рекламаций, изучение причин возникновения дефектов и нарушений
технологии производства, выпуска брака и продукции пониженной сортности.
3.4
Соблюдение условий поставки, комплектности продукции по договорам.
Контроль за:
- качеством, комплектностью, упаковкой, консервацией продукции;
- соответствием выпускаемой продукции стандартам, техническим условиям, утвержденным образцам (эталонам), проектно-конструкторской документации;
- наличием
товарного знака предприятия на готовой продукции;
- правильностью хранения в подразделениях предприятия и на складах материальных
ресурсов и готовой продукции;
3.5 Укрепление производственной дисциплины, повышение ответственности всех звеньев производства за качество выпускаемой продукции. Разработка предложений по повышению качества выпускаемой продукции, а также по повышению требований к качеству потребляемых предприятием материальных ресурсов (сырья, материалов, полуфабрикатов, комплектующих изделий).
2. Ведение учёта и отчётности по качеству и количеству на принятую и забракованную продукцию
При производстве продукции иногда случается брак. Узнает о нем предприятие либо еще на стадии контроля качества, либо получив рекламацию от заказчика или потребителя. Какой-то брак исправляется, а какой-то может оказаться и неустранимым.
Определение производственного брака и причины возникновения
В соответствии с нормативными документами, производственный брак – это продукция, полуфабрикаты, детали, узлы и работы, которые не соответствуют стандартам, техническим условиям, строительным нормам (правилам) и не могут быть использованы по своему прямому назначению без дополнительных затрат на их исправление.
Производственный брак классифицируют в зависимости от характера дефектов и момента обнаружения.
В зависимости от характера дефектов различают брак:
исправимый (частичный) – изделия признаны непригодными, но могут быть доведены до заданного уровня качества путем дополнительных затрат с учетом экономической целесообразности;
неисправимый (окончательный) – изделия признаны непригодными и их исправление технически невозможно или экономически нецелесообразно, так как затраты на изготовление аналогичной новой продукции ниже, чем расходы на исправление брака.
В зависимости от места обнаружения брак подразделяется на:
- внутренний, обнаруженный в организации до отправки покупателю,
- внешний, обнаруженный покупателем.
Причиной брака могут стать как «объективные обстоятельства», например, поломка оборудования либо отключение электричества, так и «субъективные обстоятельства» – виной является поставщик материалов либо работник компании. Продавцу некачественных комплектующих выставляется претензия, которая взыскивается в добровольном или судебном порядке.
Документальное оформление брака
1. При внутреннем браке при отсутствии виновных лиц для документального подтверждения потерь от брака используют следующие документы:
- акт о выявлении брака (как устранимого, так и неустранимого);
- акт об уничтожении брака;
- акт об устранении брака.
Унифицированной формы первичного документа, подтверждающего факт возникновения брака продукции, законодательством не установлено, поэтому предприятие должно разработать форму самостоятельно.
Самостоятельно разработанная форма акта о браке должна содержать обязательные для первичного документа реквизиты:
· наименование забракованного изделия;
· номенклатурный, технический номер изделия;
· в чем состоит брак и его причины;
· количество забракованной продукции;
· исправимый брак или нет;
· кем допущен брак;
· стоимость брака по статьям затрат.
Задание
1. Какие инструменты изображены на фотографии, для чего они предназначены и как ими пользоваться?

Схематично изобразите их и сделайте соответствующие записи
Практическая работа №40 (2 часа)
Тема: «Определение вида дефекта сварных соединений»
Цель работы: познакомить учащихся с правилами определения вида дефекта, выявления причин возникновения, определения методов его предупреждения и устранения
Оборудование: справочная литература
Дефекты сварных соединений и методы их выявления
В процессе сварки в металле шва и зоне термического влияния могут возникать дефекты, которые снижают прочность соединения, приводят к негерметичности швов, снижают эксплуатационную надежность изделия. Причины возникновения дефектов различны, поэтому и меры по их предупреждению и устранению также различны.
По месту расположения различают дефекты наружные и внутренние. Наружные дефекты, как правило, могут быть выявлены при внешнем осмотре. Для обнаружения внутренних дефектов применяют специальные методы неразрушающего или разрушающего контроля.
Некоторые виды дефектов в сварных соединениях показаны на рис. 2. Наиболее характерными дефектами при сварке являются дефекты формирования шва (непровары, прожоги, подрезы, наплывы). Их происхождение связано с нарушением режима сварки. Они могут появиться в результате неправильной подготовки и сборки свариваемого стыка. Для предотвращения образования дефектов формирования необходимо следить за исправностью сварочного оборудования, правильностью подготовки стыка, соответствием квалификации сварщика выполняемой работе.
Один из наиболее опасных дефектов – непровар. При дуговой сварке его появление связано с недостаточным сварочным током. Опасность непровара заключается в том, что при нагружении изделия в процессе эксплуатации непровар создает концентрацию напряжений. Напряжения, возникающие в этом месте, могут в несколько раз превышать средние напряжения в изделии, а это приводит к разрушению изделия при нагрузках, значительно меньших, чем расчетные. Непровары обязательно устраняют подваркой дефектных участков.
Металлургические и тепловые явления, происходящие в процессе формирования и кристаллизации сварочной ванны, служат причиной возникновения трещин в металле шва и околошовной зоне, пор, шлаковых включений, а также неблагоприятных изменений свойств металла шва и зоны термического влияния. Дефекты этой группы могут появиться при использовании некачественных исходных материалов, сырых электродов или электродов, не соответствующих свариваемому материалу.
Существенное значение имеет состояние сварочной оснастки, оборудования. Для предупреждения дефектов выполняют проверку качества исходных материалов, их подготовки к сварке, состояния поверхности, а также проверку оборудования и оснастки. В процессе сварки строго контролируют режим, следят за зачисткой промежуточных швов, за правильной заваркой кратеров, своевременным выполнением необходимой термической обработки соединения.
Недопустимыми дефектами сварных соединений являются трещины. Подобно непроварам, они служат концентраторами напряжений. Для устранения выявленных трещин в дефектном месте делают выборку металла и проводят ручную подварку.

Рис. 2. Виды дефектов в сварных соединениях:
а – наплыв; б – непровар; в-поры; г – подрезы; д – трещины, е – включения
Иногда бывает достаточно перед подваркой засверлить концы трещины для предотвращения ее распространения при подварке.
Менее опасны поры. Они имеют округлую форму и не создают опасной концентрации напряжений, поэтому незначительное количество таких дефектов иногда допускается, однако их размеры и количество на определенной длине шва строго регламентируются технической документацией на изделие.
При контактной сварке к наружным дефектам могут быть отнесены глубокие вмятины от электродов, выплески металла, смещение осей заготовок, к внутренним дефектам – поры, трещины, включения.
Для обнаружения дефектов применяют различные методы контроля. Если при контроле не нарушается целостность сварного соединения, то используемый при этом метод относится к неразрушающим методам контроля.
К неразрушающим методам контроля относятся внешний осмотр, контроль на герметичность, методы обнаружения скрытых дефектов (магнитный, радиационный, ультразвуковой), методы обнаружения дефектов, выходящих на поверхность (магнитный, люминесцентный, цветной).
К разрушающим методам контроля относятся механические испытания, металлографические исследования, а также специальные испытания с целью получения тех или иных характеристик (например, усталостной прочности, коррозионной стойкости). Эти испытания проводят на специальных образцах, вырезанных из сварных соединений.
Задание
1. Какой дефект изображен на рисунке? Определите причины возникновения, способы предупреждения и способы устранения

Практическая работа №41 (2 часа)
Тема: «Способы устранения дефектов сварных соединений»
Цель работы: ознакомить учащихся с основными способами устранения деформации
Оборудование: справочная литература
Порядок проведения работы
1. Деформации сварных соединений
При сварке металлической конструкции в ней возникают внутренние деформации.
Под термином «сварочные деформации» понимаются перемещения различных точек свариваемого изделия, такие как укорочение, изгиб, поворот сечений, потеря устойчивости листовых элементов и др.
В условиях эксплуатации пластические деформации металла могут способствовать хрупкому и усталостному разрушению, уменьшению коррозионной стойкости, изменению жесткости или точности сварной конструкции. Между тем, правильное построение технологического процесса сборки и сварки, а также выбор рациональных режимов сварки, как правило, позволяют уменьшить уровень остаточных напряжений и деформаций.
Различают напряжения и деформации временные и остаточные. Временные напряжения и деформации возникают в конструкциях в момент сварки при изменении температуры. Остаточные напряжения и деформации остаются в сварной конструкции после окончания сварки и полного её остывания. К остаточным деформациям относятся, как правило, необратимые пластические деформации, возникающие в локальных участках напряжённой конструкции, когда величина напряжений в них превышает предел текучести материала конструкции.
2. Причины возникновения деформаций при сварке
Основные причины возникновения внутренних напряжений и остаточных деформаций в сварных соединениях и конструкциях следующие:
1. Неравномерное нагревание металла. Все металлы при нагревании расширяются, а при охлаждении сжимаются. Процессы сварки плавлением характеризуются местным нагревом металла и последующим охлаждением с образованием неравномерного температурного поля в сварном соединении. Следовательно, в свариваемой детали возникают сжимающие и (или) растягивающие термические внутренние напряжения. Их величина зависит от физических свойств металла, размеров нагретой зоны и градиента температуры. При сварке конструкции возможность её свободного перемещения в процессе нагрева и охлаждения ограничена, что увеличивает уровень термических напряжений, величина которых может значительно превышать уровень напряжений, возникающих при нагревании свободно изменяющей размеры конструкции. При этом в процессе расширения нагревающейся жёстко закреплённой конструкции возникают сжимающие внутренние напряжения, при последующем охлаждении в процессе укорочения её возникают растягивающие напряжения. Если величина внутренних напряжений превысит предел текучести металла т, в конструкции произойдет изменение формы, то есть появятся остаточные деформации.
2. Литейная усадка наплавленного металла. При охлаждении и затвердевании жидкого металла сварочной ванны происходит его усадка, вследствие чего в основном металле, противодействующем этой усадке, возникают продольные и поперечные внутренние напряжения, вызывающие соответствующие деформации сварного соединения. За счет продольной усадки возникает деформация соединения в продольном направлении относительно оси шва, а поперечная, как правило, вызывает угловые деформации.
3. Способы предупреждения деформаций при сварке
1. Рациональное конструирование сварных узлов
Рабочие чертежи сварных конструкций следует разрабатывать с учетом мероприятий по уменьшению сварочных деформаций.
К таким мероприятиям относятся:
1) применение минимального количества швов с их минимальными размерами;
2) уменьшение пересекающихся швов и швов разной толщины;
3) избегание резких переходов сечений в сварных элементах;
4) минимизация объёма наплавленного металла.
5) необходимо избегать расположения сварных швов в наиболее напряженных зонах при эксплуатации изделия.
2. Рациональный выбор способа сборки и технологии сварки
Выбор способа сварки определяется свариваемостью материала конструкции, величиной погонной энергии сварки и режимом сварки. Режим сварки должен быть выбран таким, чтобы ширина активной зоны сварки была возможно меньше.
Для этого следует повышать скорость сварки, увеличивая тепловую мощность. Для равномерного нагрева металла по толщине целесообразно повышать плотность тока, чтобы провар металла был глубоким. Глубокий провар поясных швов тавровых и стыковых соединений ведет к выравниванию поперечной усадки по толщине шва и уменьшению угловой деформации.
Чтобы уменьшить остаточные деформации и напряжения конструкций и изделий при сборке следует придерживаться следующих требований:
1) по возможности не допускать скрепления узлов и деталей прихватками, которые создают жесткое закрепление;
2) для обеспечения подвижного состояния закрепленных деталей необходимо использовать зажимы, клиновые центровочные и другие сборочные приспособления. Причем характер их действия должен обеспечивать свободное перемещение деталей в их плоскости по направлению поперечной усадки и задерживать повороты деталей, т. е. препятствовать угловой деформации;
3) для уменьшения деформаций в стыковых швах можно заготовки перед сваркой располагать так, чтобы при сварке и последующем охлаждении создать деформацию, обратную по знаку по отношению к той, которая может возникнуть при сварке (рис. 4, а).
4) Для уменьшения перегрева металла и величины термических напряжений применять предварительный подогрев всего свариваемого изделия.

Рис. 4. Методы уменьшения сварочных напряжений и деформаций: а – сборка деталей с учетом возможных деформаций; б и в – рациональная последовательность наложения швов

Рис. 5. Сварка в поворотном стыке труб корневого шва в два поворота двумя сварщиками:
1– 4 – последовательность выполнения шва после поворота
Для уменьшения остаточных деформаций и напряжений в сварных конструкциях необходимо использовать следующие приёмы:
1) устанавливать такую последовательность наложения швов, при которой происходит уравновешивание напряжений и деформаций (рис. 4 и 5);
2) применять такие способы и последовательность наложения сварных швов, которые не приводили бы к значительному перегреву и усадке металла и уравновешивали внутренние напряжения относительно центра тяжести свариваемой конструкции
3) укладывать швы так, чтобы обеспечивалась возможно большая свобода перемещения свариваемых элементов в процессе сварки. Например, при сварке двутавровых балок вначале выполняют сварку стенок и полок, а затем сварку поясов угловыми швами (рис. 4, в);
4) для уменьшения деформации возможно применение проковки в процессе сварки. Проковка деформирует шов путем расплющивания остывающего слоя наплавки и в результате
уменьшает действие усадки шва. Последний облицовочный слой шва проковывать не рекомендуется, чтобы не вызвать появления трещин на поверхности шва.
Задания
1. На образце сварного соединения определить сварочные деформации и причины их появления. Перечислить их в отчёте
2.Зарисовать схематично образец и показать на схеме предполагаемые порядок и направление наложения сварных швов, которые привели к деформациям образца.
3. Зарисовать схематично образец и показать на схеме порядок и направление наложения сварных швов, места воздействия для устранения деформаций.
Практическая работа №42 (3 часа)
Тема: «Устранение сварочных деформаций»
Цель работы: ознакомить учащихся с основными способами устранения деформации
Оборудование: справочная литература
Способы устранения сварочных деформаций
Изменение размеров и формы сварной конструкции в некоторых случаях снижает ее работоспособность и портит ее внешний вид. Если остаточные деформации достигают заметной величины, они могут привести к неисправимому браку.
Деформации, приводящие к изменению размеров всего изделия, искривлению его геометрических осей, называют общими. А деформации, относящиеся к отдельным участкам его, называют местными.
В зависимости от характера, формы и размеров свариваемых деталей различают деформацию в плоскости, которая проявляется в уменьшении размеров конструкции, и деформацию из плоскости соединяемых элементов (угловая деформация), которая проявляется в образовании выпучин («хлопунов»), местном изгибе листов, в так называемом грибовидном изгибе пояса при сварке элементов тавровых и двутавровых сечений, а также в других изменениях формы изделий.
Для устранения деформаций применяют различные способы правки путём приложения статического силового либо динамического ударного воздействия. Правка конструкции является весьма трудоемкой операцией, требует высокой квалификации рабочих, и ее так же, как и снятие сварочных напряжений, следует проводить только в случае действительной необходимости, когда остаточные деформации выходят за пределы допустимых. Любая правка снижает надёжность сварной конструкции.
В зависимости от конструкции изделия, величины деформации, типа материала и его термического состояния используют три основных вида правки:
1. Термическая правка с местным нагревом
Она основана на развитии пластического деформирования сжатием растянутых участков конструкции. При правке этим методом обычно нагревают растянутую часть деформированной детали. Нагрев производят в отдельных участках (рис. 12). При этом расширению металла препятствуют окружающие его холодные части детали. В этих участках металл испытывает пластическую деформацию сжатия и укорочения растянутых волокон металла. При последующем охлаждении эти участки, сокращаясь, выпрямляют изделие.
Термическую правку применяют в основном для устранения деформаций коробления листовых конструкций и ликвидации изгиба балочных конструкций.

Рис. 12. Правка местным нагревом: а – по ребру, б – по плоскости
После охлаждения диаметр нагреваемой окружности уменьшается, что и приводит к исчезновению выпучины. Нагрев можно производить газовой горелкой, электрической дугой, угольным электродом, на машинах для точечной сварки. Правка убыстряется при сочетании местного нагрева с приложением статических нагрузок при использовании специальных правочных приспособлений.
Схемы правки определённых конструкций представлены в прил. 2.
Приложение 2
Схемы исправления деформированных сварных изделий и приспособления для правки
 Схема исправления сварной тавровой балки путем
приложения статической нагрузки
Схема исправления сварной тавровой балки путем
приложения статической нагрузки
 Схема исправления деформированных изделий из тонколистового
металла а – листы после сварки до прокатки,
Схема исправления деформированных изделий из тонколистового
металла а – листы после сварки до прокатки,
б – схема процесса прокатки, 1 – сварной шов, 2 – накладка, 3 – прокатные валки

Расположение участков нагрева при термической правке а – тавровой балки, б – балки швеллерного сечения, в – рамы из швеллеров
2. Термическая правка с общим нагревом (отжиг)
Её производят также в специальных правочных приспособлениях, в которых конструкция фиксируется в нужном положении с предварительным натягом в жёстком приспособлении. Затем приспособление с изделием загружается в печь и подвергается общему нагреву. Нагретый металл пластически деформируется в приспособлении и при последующем охлаждении сохраняет приданную ему форму. Такую правку можно сочетать с операцией общей термической обработки конструкции.
Однако этот метод требует применения дорогостоящих приспособлений из дефицитных материалов, поэтому применяется, как правило, в тех случаях, когда изделие сварено из высокопрочного материала, избавиться от деформаций очень трудно.
3. Холодная механическая правка
Её производят с приложением статических, безударных нагрузок. Для этой же цели используют ручные прессы, специальные правочные приспособления, стальные пуансоны для обжатия на механизированных прессах, а также прокатку на трехвалковых станах или растяжение на специальных станках
Для правки крупногабаритных сварных узлов применяют гидравлические правильные прессы и специализированные правильные машины.
Для тонкостенных сосудов применяют прокатку и проковку сварных швов на специализированных станках. Прокатка осуществляется роликами, а проковка – высокоскоростным ударным пневматическим устройством. При этом металл шва осаживается по толщине, в результате чего происходит его раздача в продольном и поперечном направлениях. Это приводит к небольшому устранению поперечной усадки и существенному или полном устранению продольных деформаций укорочения зоны сварки (рис. 15). Таким же образом удается устранять выпучины в листовых деталях, производя проковку с краев детали и перемещаясь к ее центру.
 Рис. 15. Устранение угловых деформаций прокаткой и проковкой
Рис. 15. Устранение угловых деформаций прокаткой и проковкой
4. Термомеханическая правка
Она заключается в сочетании местного нагрева с приложением статической нагрузки, изгибающей исправляемый элемент конструкции в нужном направлении. Эта нагрузка может создаваться домкратами, прессами или другими устройствами. Применение дополнительного нагрева способствует снижению усилий, необходимых для устранения деформаций.
Такой способ правки обычно применяют для жёстких сварных узлов.
Задания
1.Определить способы устранения сварочных напряжений для данного образца сварной конструкции и записать их.
2.. Определить способы устранения сварочных деформаций для данного образца и записать их.
3. Зарисовать схематично образец и показать на схеме места воздействия на металл для устранения сварочных деформаций.
Практическая работа №43(4 часа)
Тема: «Методы контроля качества сварных соединений»
Цель работы: ознакомить учащихся с основными видами и средствами технического контроля
Оборудование: справочная литература
Порядок проведения работы
1. Система технического контроля в сварочном производстве
Важнейшей функцией системы организации производства продукции предприятием-изготовителем является ее технический контроль, под которым понимают проверку соответствия объекта контроля установленным техническим требованиям.
Система технического контроля предусматривает организацию на предприятии службы технического контроля, которая наряду с технологическими службами должна обеспечивать высокое качество выпускаемой продукции.
Система технического контроля включает следующие основные элементы:
· объект контроля –продукция ;
· метод и средства контроля;
· исполнители;
· техническая документация.
Под объектом контроля понимают продукцию на той или иной стадии технологического процесса, средства производства и технологические процессы.
Метод контроля – это совокупность определенных принципов и правил выполнения контроля.
К средствам контроля относят контрольно-измерительные приборы, инструменты, аппаратуру, материалы, применяемые при контроле (например, рентгеновская пленка).
Под исполнителями контроля понимают специалистов отдела технического контроля (ОТК) и работников центральной заводской лаборатории (ЦЗЛ), занимающейся поверкой и ремонтом средств измерения.
При техническом контроле выявляют отклонения объекта контроля от установленных требований НТД (нормативно-технической документации).
2. Виды и средства технического контроля
В зависимости от требований к сварным соединениям и категории их ответственности устанавливается определенная система организации контроля продукции на предприятии. В основу этой системы положена классификация видов технического контроля по отдельным признакам.
1) По стадиям технологического процесса контроль разделяют на:
А) входной (предварительный);
Б) операционный (текущий);
В) окончательный (готовой продукции).
К входному контролю предъявляют основной и сварочный материалы (присадочную проволоку, флюсы, газы, электроды), полуфабрикаты и комплектующие. Под термином предварительный контроль понимают не только проверку материала, но и работоспособности сварочного оборудования и квалификации исполнителей работ.
Операционному контролю подвергают технологические процессы по отдельным операциям маршрутной технологии после ее завершения или во время исполнения.
2) По объему контролируемой продукции:
А) сплошной;
Б) выборочный.
Сплошной контроль выполняют для ответственных сварных конструкций. Выборочный – при контроле изделий крупносерийного и массового производства.
3) По месту проведения контроля:
А) стационарный;
Б) подвижный (скользящий).
Стационарный контроль производится на специальном оборудованном контрольном пункте или в специальном помещении (например, рентгеноконтроль выполняют в изолированных боксах).
Подвижный контроль производится непосредственно на рабочем месте (например, ультразвуковой контроль)
4) По характеру контроля:
А) инспекционный;
Б) летучий.
Под инспекционным контролем понимают выборочный контроль продукции специальными лицами (инспекторами) для дополнительной проверки качества проконтролированной продукции.
Летучий контроль выполняется с произвольной периодичностью, носит инспекционный характер и выполняется работниками ОТК. При этом контролируется соблюдение технологических процессов (контроль технологической дисциплины), например, последовательность выполнения швов, соблюдение правил хранения и условий транспортировки изделий на соответствие требованиям технической документации.
При проверке соблюдения технологического процесса особое внимание уделяется рациональной организации рабочих мест, которая предполагает наличие необходимой технологической документации, оснастки и контрольно-измерительных приборов и инструмента и их состояния, соблюдения правил и норм техники безопасности, состояние рабочего места и соответствие его требованиям технологической документации. Такую проверку часто называют контролем производственной дисциплины.
5) По цели контроля:
А) приемочный;
Б) статистический.
Приемочный контроль имеет отбраковочный характер и проводится с целью отделения годной продукции от брака. Статистический контроль используется в крупносерийном и массовом производстве в системе управления качеством продукции. Статистический контроль является средством профилактического воздействия на ход технологического процесса с целью его корректировки и исключения появления брака.
6) По возможности использования проконтролированной продукции:
А) разрушающий;
Б) неразрушающий.
Разрушающий контроль применяют для получения контролируемых количественных показателей продукции. В некоторых случаях контроль проводят с частичным нарушением целостности материала изделия, т.е. путем испытаний без разрушения изделия.
Неразрушающий контроль не оказывает влияния на целостность продукции и косвенно характеризует ее качество.
7) По средствам контроля и получения информации:
А) визуальный;
Б) инструментальный.
Визуальному контролю подвергают 100% изделий.
Инструментальный контроль является более совершенным, т.к. осуществляется с помощью разнообразных технических средств контроля.
Технические средства контроля можно разделить на следующие группы.
1) По характеру измерения контролируемого параметра:
А) контрольно-измерительные инструменты и приборы;
Б) контрольно-сортирующие устройства.
Контрольно-измерительные средства являются основными средствами контроля. Контрольно-сортирующие средства предназначены для сортировки объектов контроля по двум группам: годен, негоден; либо по нескольким группам, исходя, например, из геометрических размеров.
2) По степени воздействия на ход технологического процесса:
А) средства пассивного контроля;
Б) средства активного контроля.
Средства пассивного контроля относятся к обычным контрольно-измерительным средствам, фиксирующим полученный результат или контрольно-сортирующим устройствам. Средства активного контроля встраиваются в технологическое оборудование и используются для непосредственного управления технологическими процессами. При достижении предельных значений контролируемых параметров эти устройства автоматически управляют режимом работы оборудования, обеспечивают заданную точность, и обладают значительно большей эффективностью предупреждения брака.
3) По степени автоматизации:
А) ручные;
Б) механизированные;
В) автоматические.
Средства ручного контроля используют там, где применение механизированных автоматических контрольных устройств затруднено или практически невозможно. Эффективность использования автоматических контролирующих устройств обусловлено возможностью получения документа или протоколирования результатов контроля. При использовании механизированных средств контроля протоколирование результатов контроля осуществляет контролер.
Задание
1. Провести контроль качества сварных соединений

Контроль внешним осмотром и измерением
Наиболее распространенным видом неразрушающего контроля является внешний осмотр и обмер сварных швов, который имеет существенное значение для получения качественных сварных конструкций.
Осмотр и обмер готового сварного изделия является первым и наиважнейшим этапом приемочного контроля. Прежде всего осматривают все сварные швы и поверхность изделий в зонах термического влияния.
Внешний осмотр позволяет обнаружить такие наружные дефекты, как подрезы, незаваренные кратеры, выходящие на поверхность трещины, непровары, наплывы и т.д. При осмотре предварительно очищенной от шлака и брызг поверхности швов и околошовных зон применяют лупы и при необходимости - дополнительное местное освещение. Размеры швов: ширину, выпуклость, плавность перехода шва к основному металлу, катет шва проверяют с помощью специальных приборов или шаблонов.
В выполненном сварном соединении визуально следует контролировать:
– отсутствие (наличие) поверхностных трещин всех видов и направлений;
– отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала);
– качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей (термопар), а также отсутствие поверхностных дефектов в местах зачистки;
– качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами (в случае, если такой контроль предусмотрен ПТД);
– наличие маркировки (клеймения) шва и правильность ее выполнения.
В выполненном сварном соединении измерениями необходимо контролировать:
– размеры поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
– высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля;
– высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва;
– подрезы (глубину и длину) основного металла;
– отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней стороны шва;
– размеры катета углового шва;
– отсутствие переломов осей сваренных цилиндрических элементов.

Рис. 6. Конструктивные элементы и дефекты сварного шва, подлежащие измерительному контролю (1)
а, б - размеры (ширина, высота) стыкового одностороннего шва с наружной и внутренней стороны;
в - то же двухстороннего сварного шва;
г - подрез;
д - неполное заполнение разделки кромок
Задание
Провести контроль качества предложенного изделия внешним осмотром и измерениями.
Основные источники:
1.Электрическая дуговая сварка: учеб. пособие для нач. проф. образования / В.С. Виноградов. – М.: Издательский центр «Академия», 2007
2. Сварочные работы: Учеб. для нач. проф. образования. – М.: ПрофОбрИздат, 2001
3. Николаев А.А., Герасименко А.И. ЭЛЕКТРОГАЗОСВАРЩИК: Учебное пособие для профессионально-технических училищ. – Ростов н/Д: издательство «Феникс», 2002
4. Покровский Б.С. и др. Слесарное дело: учебное пособие. – М., АСАDEMIA, 2002
5. Сварка и резка материалов: Учебное пособие для нач. проф. Образования / М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др.; Под ред. Ю.В. Казакова.-3-е изд., стер. – М.: Издательский центр «Академия», 2003
6. Макиенко Н.И. Общий курс слесарного дела: Учеб. Для ПТУ. – 3-е изд., испр. – М.: Высш. шк., 1989
7. Охрана труда при производстве сварочных работ: Учебное пособие для нач. проф. Образования/ О.Н.Куликов, Е.И. Ролин. – М.: издательский центр «Академия», 2004
Рабочие листы
к вашим урокам
Скачать


6 654 971 материал в базе

Настоящий материал опубликован пользователем Писаревский Виктор Петрович. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Удалить материал
Ваша скидка на курсы
40%
Курс повышения квалификации
36/72 ч.

Курс повышения квалификации
72 ч.

Курс повышения квалификации
72 ч.

Мини-курс
6 ч.



Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.