






















- 24.05.2017
- 789
- 2
Методическая разработка учебного занятия с применением инновационных технологий обучения. Тема: Посадки в системах отверстия и вала. Нанесение и определение предельных отклонений размеров отверстий и валов на чертежах.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Современный этап модернизации системы российского образования выдвигает новые требования к качеству процесса обучения и воспитания обучающихся в системе профессионального образования. Очень важно сформировать у обучающихся умение работать в команде, представлять себя и результаты своей деятельности, ориентироваться в информационных потоках и трансформировать полученную информацию, достигать поставленной цели, обучать и обучаться.
Выполнить поставленные задачи помогает технология кооперативного обучения. При обучении в сотрудничестве главной силой, влияющей на учебный процесс, становится влияние коллектива, учебной группы, что практически невозможно при традиционном обучении.
Методику применения кооперативной формы обучения я внедряю поэтапно. На первом этапе приучаю обучающихся к взаимодействию во фронтальной деятельности с использованием таких приёмов:
· Для оценивания своего ответа обучающийся сам назначает «преподавателя».
· В случае возникновения трудностей во время ответа обучающийся сам вызывает себе помощника.
· Вводятся приёмы бессловесного общения : пометка + - согласен, - не согласен, ! – хочу дополнить, ? – не понял, используются жесты, мимика.
· Использую дидактические игры, которые развивают умение слушать друг друга.
На следующем этапе перехожу к убеждению в важности кооперации людей для достижения ими наилучшего результата. Использую приемы приведения примеров из жизни, анализ успешного приведения конкурсов, праздников, экскурсий. Использую задания, которые дают возможность на собственном опыте убедиться в пользе их совместной работы.
Совместная групповая деятельность эффективна тогда, если её организовывать систематически и после каждой работы обязательно обговаривать успехи выполненной работы.
Я использую следующие формы групповой работы:
Групповая форма – организация постоянных групп из 4-6 человек с одинаковой или разной успеваемостью. Продолжительность групповой работы 5-7 минут.
Бригадная форма – формирование временных групп для выполнения учебных задач:
·Кооперативно-групповая (каждая группа выполняет часть общего задания);
·Дифференцированно- групповая (задания распределяются между обучающимися с разными учебными возможностями).
Парная форма – главное при организации парной учебной деятельности взаимообучение и взаимоконтроль. Все обучающиеся в группе получают редкую (в традиционной системе) возможность говорить, обмениваться мнениями. Такое взаимодействие способствует тому, что обучающиеся не могут уклониться от выполнения учебных заданий.
Отрабатывая речевой этикет, сначала диалог веду я и подготовленный обучающийся в двух вариантах (правильный и неправильный). Выбирается правильный вариант и потом два обучающихся ведут между собой диалог по образцу.
Варианты организации работы в малых группах.
· Работа в парах
· Работа в тройках
· 2+2=4
· Работы в малых группах
В каждой группе выбирается спикер, секретарь, координатор, тайм- аутер, аналитик, презентатор. Малые группы создаю через: словесные распределения; по цветным листочкам; по предложениям самих обучающихся, имеющих опыт сотрудничества в группах.
Применение групповых и парных методов обучения позволяют мне повышать качество образования.
Тема: Посадки в системах отверстия и вала. Нанесение и определение предельных отклонений размеров отверстий и валов на чертежах.
Цели занятия:
Образовательная: Содействовать усвоению следующих понятий: посадки, размер, предельное отклонение. Показать основные особенности посадки в системах отверстия и вала. Подвести обучающихся к пониманию приемов нанесения и определения предельных отклонений размеров отверстий и валов на чертежах. Подготовить обучающихся к восприятию материала о предельных отклонениях. Содействовать углублению знаний о чтении чертежа. Обучать умению осуществлять планомерный поиск ответов на поставленные вопросы.
Развивающая: Развивать стремление сопрягать ранее полученные знания по черчению, геометрии с новым материалом. Способствовать развитию умения адекватно оценивать и критически осмысливать аргументы оппонента. Развивать умения и навыки решения учебных задач.
Воспитательная: обеспечить графическое воспитание обучающихся. Содействовать устранению недостатков воспитания обучающихся в области математике и геометрии. Воспитывать интерес к предмету, культуру общения, дружелюбие, взаимопонимание.
Методическая цель: внедрение инновационных технологий обучения («технология кооперативного обучения»- способ работы в малых группах, когда обучающиеся сами несут ответственность за образовательный процесс. Каждый достигает своих учебных целей лишь в том случае, если другие члены группы достигают своих.)
Технология: технология кооперативного обучения.
Цель данной технологии: сделать каждого обучающегося индивидуально сильнее в его собственной позиции, самореализация каждого участника образовательного процесса.
Методы и приемы обучения: работа в малых группах, проектная деятельность. коллективное выполнение заданий, метод использования современных технических средств, метод создания ситуации творческого поиска.
Формируемые компетенции:
1.Учебно- познавательные:
§ Умение ставить познавательные задачи, цели;
§ Анализировать, находить причины явлений, обозначать свою позицию по отношению к изучаемой проблеме;
§ Формулировать выводы;
§ Умение использовать имеющиеся знания по обществознанию в стандартных и нестандартных ситуациях;
§ Умение планировать учебную деятельность с целью достижения прогнозируемого результата;
§ Осуществление анализа собственной деятельности, способность к самооценке, рефлексии;
2.Компетенции личностного самосовершенствования:
§ Формирование культуры мышления и поведения
§ Освоение различных видов деятельности в рамках саморазвития;
3.Информационные компетенции:
§ Овладение навыками работы с учебным раздаточным материалом; различными источниками информации;
§ Умение ориентироваться в информационных потоках, уметь выделять в них главное, необходимое;
§ Владение навыками работы с персональным компьютером для решения учебных задач;
§ Самостоятельный поиск, извлечение, систематизация, анализ и представление различной информации согласно поставленной задаче.
4.Коммуникативные компетенции:
§ Навыки работы в группе;
§ Уважение иной точки зрения;
§ Умение ценить совместную работу;
§ Умение выступать перед аудиторией;
§ Умение аргументировано доказывать свою точку зрения;
§ Умение корректно вести учебный диалог.
5.Здоровьесберегающие компетенции:
· Знать и уметь применять правила техники безопасности в учебной ситуации
Тип занятия: комбинированное.
Место проведения: учебная аудитория
Время: 90 минут
Дидактическая база занятия:
· Презентация по теме.
· Компьютер, мультимедийный проектор.
· Индивидуальные карточки.
· Видеофильмы: «Измерения в деталях. Отклонение поверхности»,
Межпредметные связи:
· Математика
· Геометрия
· Информатика
Хронокарта занятия:
1.Организационная часть – 5 мин.
2.Контроль исходного уровня знаний – 20 мин.
3.Изучение нового материала – 45 мин.
4.Закрепление – 10 мин.
5.Подведение итогов, рефлексия – 5 мин.
6.Задание на дом – 5 мин.
Итого: 90 мин.
Ход занятия:
Преподаватель:
1.Приветствует обучающихся.
2.Обращает внимание на внешний вид обучающихся
3.Обращает внимание на санитарное состояние учебной аудитории.
4.Проверяет готовность обучающихся к занятию.
5.Отмечает отсутствующих (через доклад старосты).
2. Контроль исходного уровня. Тема: Понятие о размерах, отклонениях, допусках. Действительный размер. Условие годности. Понятие о сопряжениях. Образование посадок.
1. Словарный диктант
Вал - термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы;
Отверстие - термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы;
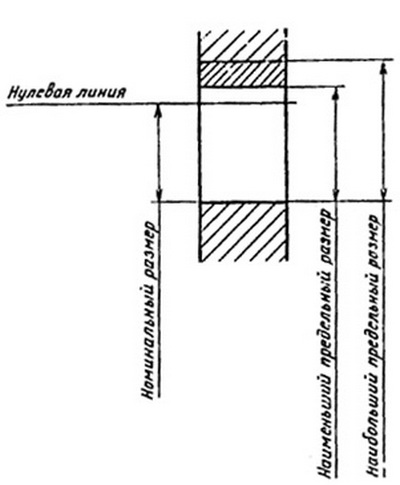
Размер - числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения;
Квалитет - совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров;
Посадка - характер соединения двух деталей, определяемый разностью их размеров до сборки.
Зазор - это разность между размерами отверстия и вала до сборки, если отверстие больше размера вала;
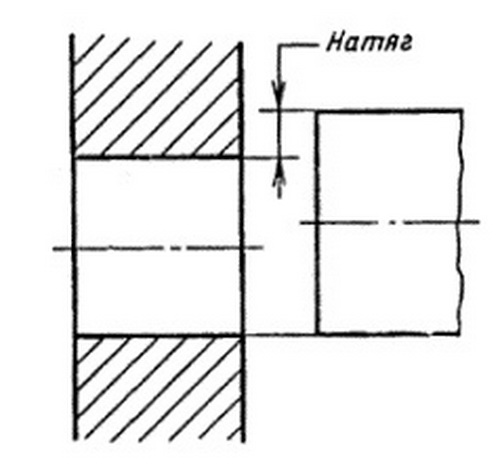
Натяг - разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия;
Допуск посадки - сумма допусков отверстия и вала, составляющих соединение;
Посадка с зазором - посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему;
Посадка с натягом - посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему;
Переходная посадка - посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала;
Посадки в системе отверстия - посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия;
Посадки в системе вала - посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
1.Между какими двумя линиями заключено поле допуска? (верхнего и нижнего отклонения)
2. Какими буквами обозначаются все поля допусков для отверстий и валов?( для отверстий (I) — прописными (А, В, С, В и т. д.) и для валов (II) — строчными (а, b, с, d и т. д.)
3.Какие размеры указываются на чертежах? (, на чертежах обозначают не предельные размеры, а номинальный размер и допускаемые отклонения — верхнее и нижнее).
4. Как выполняется сопряжение двух сторон угла дугой заданного радиуса?
5. Каким может быть сопряжение двух дуг окружностей?( внутреннее и внешнее).
6. Какие существуют виды соединений?
7. Какие соединения называются разъемными?
8. Какие соединения называются неразъемными?
111. Изучение нового материала. Тема: Посадки в системах отверстия и вала. Нанесение и определение предельных отклонений размеров отверстий и валов на чертежах.
1. Формирование целей и задач урока.
-Какие учебные задачи нам предстоит решить, какие компетенции сформировать?
«Мозговой штурм» в течение 1 минуты определите для себя и заполните таблицу: что вы уже знаете, а что хотите узнать.
|
Знаю |
Хочу узнать |
|
|
|
-И что умеете, а чему хотите научиться?
|
Умею |
Хочу научиться |
|
|
|
-Давайте познакомимся с компетенциями, которые нам необходимо сформировать. Откройте свои методички и выберите компетенции. Которые мы можем сформировать на данном занятии.
План:
1.Посадки в системах отверстия и вала.
2.Нанесение и определение предельных отклонений размеров отверстий и валов на чертежах.
1 вопрос: Посадки в системах отверстия и вала.
Совокупность разных точностей и различных отклонений для образования разнообразных посадок и их построение называется системой допусков.
Система допусков подразделяется на систему отверстия и систему вала.
Система отверстия — это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные размеры отверстия остаются постоянными, а различные посадки достигаются путем изменения предельных отклонений валов. Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю. Такое отверстие называется основным.
Система вала — это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия. Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным.
Поля допусков основных отверстий обозначаются буквой А, а основных валов — буквой В с числовым индексом класса точности (для 2-го класса точности индекс 2 не указывается): А1, А, А2а,А3а, А4 и А5, В1 В2, В2а, В3, В3а, В4, В5. Общесоюзными стандартами установлены допуски и посадки гладких соединений.
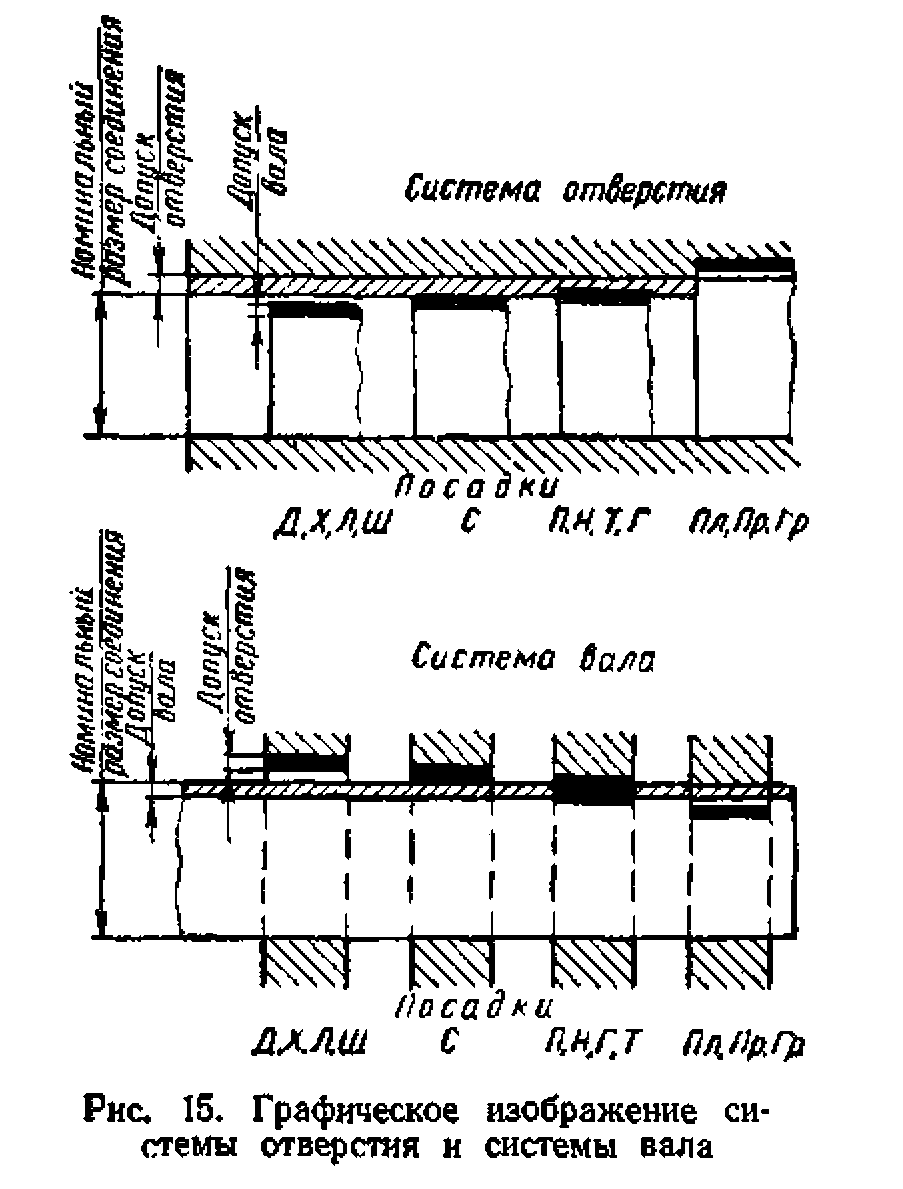
Посадки в системе отверстия и в системе вала
Посадки во всех системах образуются сочетанием полей допусков. отверстия и вала.
Стандартами установлены две равноправные системы образования посадок: система отверстия и система вала.
Посадки в системе отверстия - посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков валов с одним (основным) полем допуска отверстия.
Посадки в системе вала - посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков отверстий с одним (основным) полем допуска вала.
Обозначают посадки записью полей допусков отверстия и вала, обычно в виде дроби. При этом поле допуска отверстия всегда указывается в числителе дроби, а поле допуска вала - в знаменателе.
Пример обозначения посадки Н7 30-или 30 Н7 / g6 .
Эта запись означает, что сопряжение выполнено для номинального размера 30 мм , в системе отверстия, так как поле допуска отверстия обозначено Н7 (основное отклонение для Н равно нулю и соответствует обозначению основного отверстия, а цифра 7 показывает, что допуск для отверстия надо брать по седьмому квалитету для интервала размеров (свыше 18 до 40 мм), в который входит размер 30 мм); поле допуска вала g6 (основное отклонение g с допуском по квалитету 6).
Посадка: 080 F7 / h6 или 0 80
Эта запись означает, что сопряжение выполнено для цилиндрического сопряжения с номинальным диаметром 80 мм в системе вала, так как поле допуска вала обозначено h6 (основное отклонение для h равно нулю и соответствует обозначению основного вала, а цифра 6 показывает, что допуск для вала надо брать по шестому квалитету для интервала размеров (свыше 50 до 80 мм, к которому относится размер 80 мм); поле допуска отверстия F7 (основное отклонение F с допуском по квалитету 7).
В этих примерах числовые значения отклонений валов и отверстий не указаны, их надо определить по таблицам стандартов. Это неудобно для непосредственных изготовителей изделий в условиях производства, поэтому рекомендуется указывать на чертежах так называемое смешанное обозначение требований к точности размеров элементов деталей.
При таком обозначении рабочему виден и характер сопряжения и известны значения допускаемых отклонений для вала и отверстия.
Легко переводить посадки из одной системы в другую не меняя характера сопряжения, при этом квалитеты у отверстия и вала сохраняют, а заменяют основные отклонения, например:
08OF7/h6 -> 08OH7/f6.
Пример обозначения посадки по системе ОСТ: 20 А з / С . Эта запись указывает, что данная посадка для номинального размера 20 мм выполнена в системе отверстия (буквой А обозначают отклонение основного отверстия, которое приведено в числителе). Отверстие выполнено с допуском по третьему классу точности и об этом говорит индекс при обозначении поля допуска отверстия. Вал выполнен по второму классу точности и на это указывает отсутствие индекса у буквы обозначающей поле допуска вала С, которое предназначено для образования посадки скольжения.
Посадки в ЕСДП.
В ЕСДП сами посадки непосредственно не нормируются. В принципе пользователь системы может применять для образования посадок любые сочетания нормируемых полей допусков валов и отверстий. Но экономически такое многообразие не оправдано. Поэтому в информационном приложении к стандарту даются рекомендуемые посадки в системе отверстия и в системе вала.
Для образования посадок используют квалитеты с 5 до 12 для отверстий и с 4 до 12 для валов.
Всего рекомендуется для использования 68 посадок, из которых так же как и для полей допусков выделены посадки предпочтительного применения. Таких посадок в системе отверстия 17 и в системе вала 10. На этих же рисунках указаны и обозначения посадок, предусмотренных для диапазона размеров до 500 мм. Такого количества Посадок вполне достаточно для конструкторской деятельности при проектировании новых разработок. При этом стараются сочетать большие допуски для отверстий, чем допуски вала, обычно на один квалитет. Для более грубых посадок берут одинаковые допуски на вал и отверстие (один квалитет).
Нужно помнить, что изготовление отверстия обходится дороже, чем изготовление вала той же точности. Поэтому из экономических соображений выгоднее использовать систему отверстия, а не систему вала. Но иногда оказывается необходимым применение системы вала.
Случаи применения посадок в системе вала.
Такие случаи редки и их применение объясняется не только экономическими соображениями. Посадки в системе вала применяют, если на вал одного диаметра необходимо установить несколько деталей с разными видами посадок.
Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров и натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень их взаимного смещения.
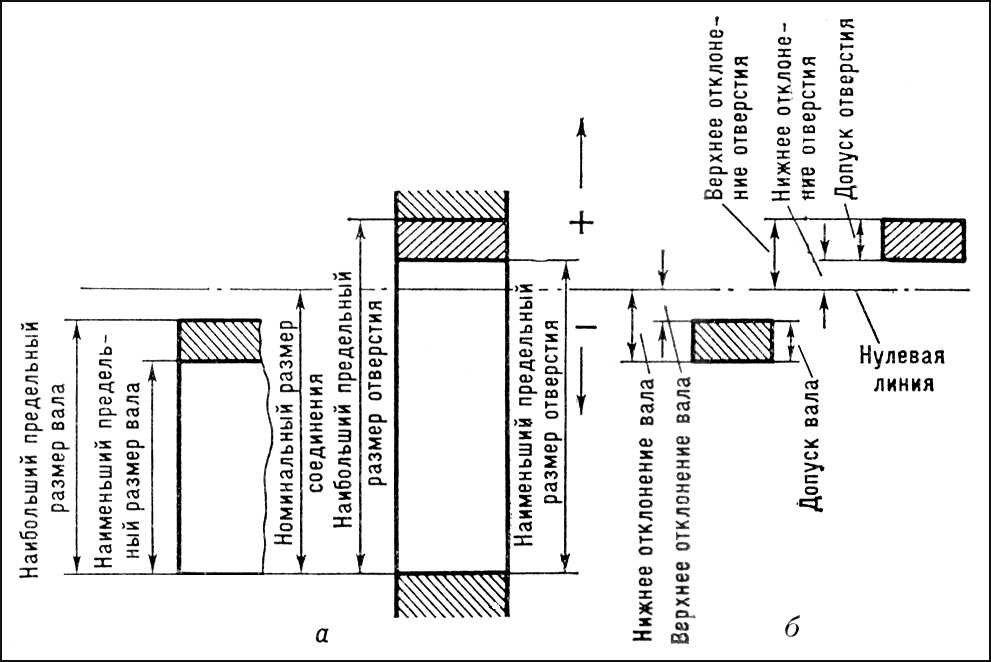
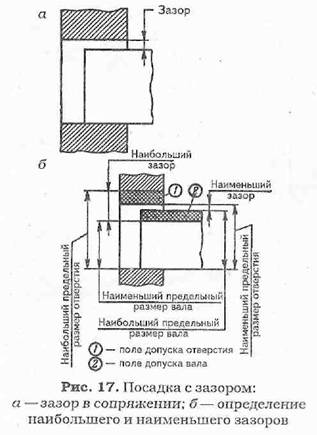
Для получения подвижной посадки необходимо, чтобы размер охватываемой поверхности был меньше размера охватывающей поверхности, то есть, при соединении вала с отверстием диаметр вала должен быть меньше диаметра отверстия. Разность между этими диаметрами называют зазором.
Наибольший зазор - это положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала.
Наименьшим зазором - это положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
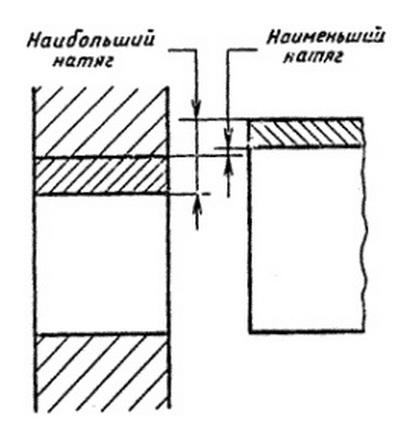
При неподвижной посадке диаметр вала должен быть несколько больше диаметра отверстия. Разность между этими диаметрами называют натягом. Для соединения деталей с натягом прилагают некоторое усилие (удары, прессование).
Натяг для одной и той же неподвижной посадки может изменяться, быть большим или меньшим соответственно изменению действительных размеров вала и отверстия, колеблющихся между их предельными размерами. Таким образом, различают наибольший и наименьший допустимые натяги.
Наибольший натяг - это отрицательная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия.
Наименьший натяг - отрицательная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия. Графическое изображение зазоров и натягов показано на рисунках
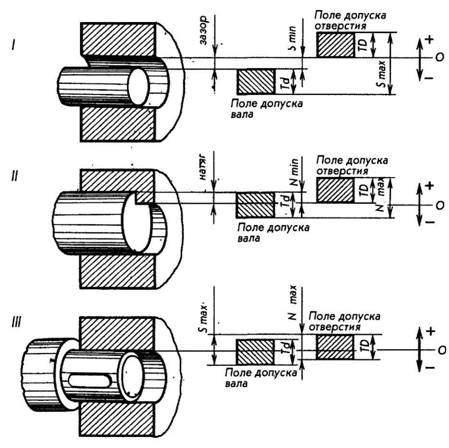
Группы посадок
Посадки разделяют на три основные группы: подвижные, неподвижные и переходные. Если при сопряжении получается зазор, то посадка является подвижной, а если натяг - неподвижной. В переходных посадках разность диаметров вала и отверстия относительно мала, здесь могут быть как небольшие зазоры, так и небольшие натяги.
Таблица названия посадок
|
Группа |
Наименование посадок |
Обозначение |
Характер соединения |
|
Неподвижные |
Горячая |
Гр |
Диаметр отверстия у этих посадок меньше диаметра вала, что характеризует посадку, обеспечивающую натяг Для легкопрессовой посадки наименьший натяг равен нулю |
|
Переходные |
Глухая |
Г |
Диаметр отверстия у этих посадок может быть меньше или равен диаметру вала |
|
Подвижные |
Скользящая |
С |
Диаметр отверстия у этих посадок больше диаметра вала, что характеризует посадку, обеспечивающую зазор Для скользящей посадки наименьший зазор равен нулю |
Неподвижные посадки.
Прессовые посадки (Пр, Пр1, Пр2, Пр3) применяют, когда требуется жесткое соединение деталей без дополнительного закрепления их шпонками, шпильками, стопорами и т. д. Посадку Пр1 используют при запрессовке втулок в зубчатые колеса и шкивы, клапанных седел - в гнезда. Посадки Пр, Пр2 и Пр3 - в соединениях, принимающих в процессе работы большие ударные нагрузки (в соединениях зубчатых венцов с ободом червячных и других зубчатых колес, пальцев кривошипов с их дисками и т. п.).
Легкопрессовую посадку (Пл) применяют в тех же случаях, что и посадку Пр1, но она дает несколько меньшие натяги. Детали, имеющие прессовые посадки, собирают на прессах различной мощности.
Горячая посадка (Гр) предназначена для соединения деталей наглухо и обеспечивает прочные неразъемные соединения деталей.
Переходные посадки. Глухую посадку (Г) применяют для получения плотного неподвижного соединения деталей, например, для крепления втулок в неразъемных подшипниках, которые необходимо закреплять шпонками, шпильками или стопорами, чтобы предохранить от проворачивания во время эксплуатации.
Тугая посадка (Т) предназначена для соединения деталей, которые во время работы должны сохранять неизменное положение и которые собирают и разбирают со значительным усилием. Тугую посадку используют для установки внутренних колец шарикоподшипников, зубчатых колес и шкивов на валы и т. д.
Напряженная посадка (Н) применяется для плотного соединения деталей при помощи легких ударов.
Плотную посадку (П) применяют для соединения деталей, которые не должны смещаться одна относительно другой, но с приложением значительных усилий могут быть собраны и разобраны вручную или с помощью легких ударов молотка.
Подвижные посадки.
Скользящую посадку (С) применяют для соединения деталей, плотно входящих одна в другую, чтобы обеспечить точное направление (соосность). Эта посадка дает самые малые зазоры в соединениях (например, шпиндели сверлильных станков, кулачковые муфты сцепления, сменные зубчатые колеса в станках, фрезы на оправках и т. д.).
Посадка движения (Д) предназначена для соединения деталей, которые перемещаются одна относительно другой с небольшим, но обязательным зазором и с небольшими скоростями движения (шпиндели делительных головок и различных приборов, сменные кондукторные втулки и т. д.).
Ходовая посадка (X) предназначена для соединений, в которых детали и узлы вращаются с умеренной скоростью (шпиндели токарных станков, шейки которых вращаются в подшипниках скольжения, а также коленчатые и кулачковые валы в соединениях с подшипниками и втулками, зубчатые колеса коробок передач тракторов, автомобилей и т. д.).
Легкоходовая посадка (Л) используется в соединениях, где детали вращаются с большими скоростями, но при небольших давлениях на опоры (например, валы ротора электродвигателя и привода круглошлифовального станка и т. п.).
Широкоходовая посадка (Ш) характеризуется наибольшими зазорами, обеспечивающими свободное перемещение деталей относительно друг друга, и применяется для валов, вращающихся в подшипниках с очень большими скоростями, валов турбогенераторов, текстильных машин и т. д.
Характеризуются наличием гарантированного натяга, то есть при этих посадках наименьший натяг больше нуля. Следовательно, для получения неподвижной посадки необходимо, чтобы диаметр сопрягаемого вала был больше диаметра сопрягаемого отверстия.
Горячая посадка (Гр) применяется присоединениях таких деталей, которые никогда не должны разбираться, например бандажи железнодорожных колес, стяжные кольца и прочее.
Для получения этой посадки деталь с отверстием нагревается до температуры 150° —500°, после чего производится насадка на вал.
Несмотря на получение в результате такой посадки более прочных соединений, чем при других видах посадок, она имеет отрицательные свойства — возникают внутренние напряжения в деталях и изменяется структура металла.
Прессовая посадка (Пр) применяется для прочного соединения деталей. Эта посадка осуществляется под значительным усилием гидравлического или механического пресса или специального приспособления. Примером такой посадки может служить посадка втулок, зубчатых колес, шкивов и пр.
Легко прессовая посадка (Пл) применяется в тех случаях, когда требуется возможно более прочное соединение и в то же время недопустима сильная запрессовка из-за ненадежности материала или из-за опасения деформировать детали.
Такая посадка осуществляется под легким давлением пресса.
Переходные посадки.
Не гарантируют натяга или зазора, то есть, одна пара деталей, соединенных с одной из переходных посадок, может иметь натяг, а другая пара, сопряженная с такой же посадкой, зазор. Чтобы повысить степень неподвижности деталей, соединенных с переходными посадками, применяется дополнительное крепление винтами, штифтами и т. п. Чаще всего эти посадки применяются при необходимости обеспечить соосность, т. е. совпадение осевых линий двух деталей, например вала и втулки.
Глухая посадка (Г) применяется для соединения деталей, которые при всех условиях работы должны быть связаны прочно и могут быть собраны или разобраны при значительном давлении. При таком соединении детали дополнительно крепят шпонками, стопорными винтами, например зубчатые колеса, которые вследствие износа должны подвергаться смене, планшайбы на шпинделях токарных станков, неразрезные подшипниковые втулки, золотниковые и круглые втулки и пр. Осуществляется эта посадка сильными ударами молотка.
Тугая посадка (Т) применяется для часто разбираемых соединений, детали которых должны прочно соединяться и могут быть собраны или разобраны со значительным усилием.
Напряженная посадка (Н) применяется для соединения таких деталей, которые при работе должны сохранять свое относительное положение и могут быть собраны или разобраны без значительных усилий с помощью ручного молотка или съемника. Чтобы соединенные с такой посадкой детали не проворачивались и не сдвигались, их закрепляют шпонками или стопорными винтами. Эта посадка, осуществляемая ударами молотка, применяется для соединения зубчатых колес, часто сменяющихся втулок подшипников, которые при разборке машин вынимаются, подшипников качения на валах, шкивах, сальниковых втулок, маховиков на кривошипных и иных валах, фланцах и т. п.
Плотная посадка (П) применяется для соединения таких деталей, которые собирают или разбирают вручную или же при помощи деревянного молотка. С такой посадкой соединяются детали, требующие точной центровки: поршневые штоки, эксцентрики на валах, ручных маховичках, шпинделях, сменных шестернях, установочных кольцах и т. п.

В тех случаях, когда осуществление посадки под прессом невозможно в силу больших габаритов сопрягаемых деталей, используют горячую посадку.
Посадка с нагревом заключается в том, что одна из сопрягаемых деталей (охватывающая) нагревается до необходимой температуры, достаточной для свободной посадки на другую (охватываемую) деталь. Температура нагрева зависит от размера сопрягаемой детали и заданной величины натяга. Подогрев можно осуществить в ёмкости с кипящей водой, горячим маслом или паром, когда расчетная температура нагретой детали не превышает 100-120°С.
Этот способ имеет то преимущество. Детали нагреваются равномерно и исключается их деформация. Нагрев деталей в горячем минеральном масле исключает к тому же появление возможной коррозии, что является преимуществом при посадке на вал подшипников качения и других деталей.
Нагревание деталей может производиться в газовых или электрических нагревательных печах сразу партией, что обеспечивает непрерывность в работе при серийном и массовом производстве. В данном случае также обеспечивается равномерный нагрев деталей, кроме того, необходимая температура может быть отрегулирована в нужных пределах с высокой точностью.
Нагревание электрическим током методом сопротивления или индукцией используется главным образом при горячей посадке крупных деталей. Для этой цели применяются специальные индукторы или спирали, которые надеваются или вставляются в одну из деталей и при пропускании через них электрического тока высокой или промышленной частоты вызывают нагрев детали.
Так, например, с помощью токов промышленной частоты (ТПЧ) обеспечивается нагрев крупных деталей шестерен, муфт, катков, шарикоподшипников и других деталей, имеющих размер посадочного отверстия 300 мм при наружном диаметре детали до 1000 мм и ширине 350 мм.
При запрессовке обеспечиваются прессовые, тугие и скользящие посадки, выполненные по 2-му и 3-му классам точности. Время нагрева деталей указанных габаритов до температуры 150-200°С длится всего лишь 15-20 мин.
Для стальных деталей, необходимая температура нагрева охватывающей детали подсчитывается по формуле:
t=(1350/D + 90)°С,
где D - посадочный диаметр детали, мм.
2 вопрос: Нанесение и определение предельных отклонений размеров отверстий и валов на чертежах.
· Видеофильмы: «Измерения в деталях. Отклонение поверхности»,
Предельные отклонения размеров следует указывать непосредственно после номинальных размеров.
Предельные отклонения линейных и угловых размеров относительно низкой точности допускается не указывать непосредственно после номинальных размеров, а оговаривать общей записью в технических требованиях чертежа при условии, что эта запись однозначно определяет значения и знаки предельных отклонений.
Общая запись о предельных отклонениях размеров с неуказанными допусками должна содержать условные обозначения предельных отклонений линейных размеров в соответствии с ГОСТ 25346 (для отклонений по квалитетам) или по ГОСТ 30893.1 (для отклонений по классам точности). Симметричные предельные отклонения, назначаемые по квалитетам, следует обозначать ±IT/2 с указанием номера квалитета.
Обозначения односторонних предельных отклонений по квалитетам, назначаемым только для круглых отверстий и валов дополняются знаком диаметра.
Пример общих записей, соответствующие вариантам по ГОСТ 30893.1 для 14 квалитета и класса точности «средний»:
1 Н14, h14, ![]() или Н14,
h14,
или Н14,
h14, ![]()
2 +t2, -t2, ![]()
3 ![]() или
или ![]()
4 ØН14, Øh14, ![]() или ØН14,
Øh14,
или ØН14,
Øh14, ![]() .
.
Допускается записи о неуказанных предельных
отклонениях дополнять поясняющими словами, например: «Неуказанные предельные
отклонения размеров Н14, h14, ![]() ».
».
Если технические требования на чертеже состоят из одного пункта, содержащего запись о неуказанных предельных отклонениях размеров, или эта запись приводиться в текстовых документах, то она должна обязательно сопровождаться поясняющими словами.
Неуказанные предельные отклонения радиусов закруглений, фасок и углов не оговариваются отдельно, а должны соответствовать приведенным в ГОСТ 30893.1 в соответствии с квалитетом или классом точности неуказанных предельных отклонений линейных размеров.
Если все предельные отклонения линейных размеров указаны непосредственно после номинальных размеров (общая запись отсутствует), неуказанные предельные отклонения радиусов закруглений, фасок и углов должны соответствовать приведенным в ГОСТ 30893.1 для квалитетов от 12 до 16 и на чертеже не оговариваются.
Предельные отклонения линейных размеров указывают на чертежах
условными обозначениями полей допусков, например: 18Н7, 12е8 или числовыми
значениями, например: 18+0,018 ![]() , или
условными обозначениями полей допусков с указанием в скобках их числового
значения.
, или
условными обозначениями полей допусков с указанием в скобках их числового
значения.
Допускается числовые значения предельных отклонений указывать в таблице, расположенной на свободном поле чертежа.
При указании номинальных размеров буквенными обозначениями поля допусков должны быть указаны после тире, например D-Н11.
При указании предельных отклонений условными обозначениями обязательно и указание их числовых значений в следующих случаях:
а) при назначении предельных отклонений размеров, не включенных в ряды нормальных линейных размеров по ГОСТ 6636, например: 41,5H7(+0,025);
б) при назначении предельных отклонений, условные обозначения которых не предусмотрены в ГОСТ 25347, например для пластмассовой детали с предельными отклонениями по ГОСТ 25349 рис.1;
в) при назначении предельных отклонений размеров уступов с несимметричным полем допуска рис.2, 3;
|
|
|
|
|
Рисунок 1 Указание предельных отклонений пластмассовых деталей |
Рисунок 2 Указание предельных отклонений уступов с несимметричным полем допуска |
Рисунок 3 Указание предельных отклонений уступов с несимметричным полем допуска |
Предельные отклонения угловых размеров указывают только числовыми значениями рис.4.
 Рисунок 4
Предельные отклонения угловых размеров
Рисунок 4
Предельные отклонения угловых размеров
При записи предельных отклонений числовыми значениями верхние отклонения помещают над нижними. Предельные отклонения, равные нулю, не указывают. При симметричном расположении поля допуска абсолютную величину отклонения указывают один раз со знаком ±; при этом высота цифр, определяющих отклонения, должна быть равна высоте шрифта номинального размера, например 60±0,23.
Предельные отклонения, указываемые числовыми значениями, выраженными десятичной дробью, записывают до последней значащей цифры включительно, выравнивая количество знаков в верхнем и нижнем отклонении добавлением нулей.
Предельные отклонения размеров деталей, изображенных на чертеже в сборе, указывают одним из следующих способов:
а) в виде дроби, в числителе которой указывают условное обозначение поля допуска отверстия, а в знаменателе – условное обозначение поля допуска вала. Рис.5а.
б) в виде дроби, в числителе которой указывают числовое значение предельных отклонений отверстия, а в знаменателе - числовое значение предельных отклонений вала. Рис.5б.
в) в виде дроби, в числителе которой указывают условное обозначение поля допуска отверстия с указанием в скобках его числового значения, а в знаменателе – условное обозначение поля допуска вала с указанием в скобках его числового значения. Рис.5в.
г) в виде записи, в которой указывают предельные отклонения только одной из сопрягаемых деталей. В этом случае необходимо пояснить, к какой детали относятся эти отклонения Рис.6.
|
|
|
|
|
а |
б |
в |
|
Рисунок 5 Предельные отклонения размеров деталей, изображенных на чертеже в сборе |
||
Когда для участков поверхности с одним номинальным размером назначают разные предельные отклонения, границу между ними наносят сплошной тонкой линией, а номинальный размер указывают с соответствующими предельными отклонениями для каждого участка отдельно рис.7. Через заштрихованную часть изображения линию границы между участками проводить не следует рис.8.
|
|
|
|
|
* Размеры для справок. |
||
|
Рисунок 6 Предельные отклонения размеров деталей, изображенных на чертеже в сборе |
Рисунок 7 Предельные отклонения номинального размера на разных участках |
Рисунок 8 Предельные отклонения номинального размера на разных участках |
Если необходимо ограничить колебания одинаковых элементов одной детали в пределах части поля допуска (рис.9а) или необходимо ограничить величину накопленной погрешности расстояния между повторяющимися элементами (рис.9б), то эти данные указывают в технических требованиях.
|
|
|
|
* Разность размеров 0,1 мм. |
Предельные отклонения расстояния между любыми двумя несмежными зубьями ±0,1 мм |
|
а |
б |
|
Рисунок 9 Предельные отклонения размеров повторяющихся элементов |
|
Когда необходимо указать только один предельный размер (второй ограничен в сторону увеличения или уменьшения каким-либо условием), после размерного числа указывают соответственно max или min рис.10.
|
|
|
Рисунок 10 Указание только одного предельного размера |
Указывать предельные размеры допускается также на сборочных чертежах для зазоров, натягов, мертвых ходов и т.п., например: «Осевое смещение кулачка выдержать в пределах 0,6-1,4 мм».
Предельные отклонения расположения осей отверстий можно указывать двумя способами:
а) позиционными допусками осей отверстий в соответствии с требованиями ГОСТ 2.308;
б) предельными отклонениями размеров, координирующих
оси рис.11-13. Если допуски расположения осей зависимые, то после предельных
отклонений размеров, координирующих оси, следует указывать знак зависимого
допуска ![]() .
.
|
|
|
|
|
||
|
Рисунок 11 Предельными отклонениями размеров, координирующих оси |
1 Предельные отклонения размеров между осями двух любых отв. ±0,35 мм. 2 Смещение осей от плоскости А не более 0,18 мм. Рисунок 12 Предельными отклонениями размеров, координирующих осей |
Предельные отклонения размеров по диагонали между осями двух любых отв. ±0,5 мм. |
|||
IV . Закрепление нового материала.
Фронтальный опрос:
- На что подразделяется система допусков?
-Что собой представляет система отверстий?
-Что собой представляет система вала?
-Когда указывают на чертеже предельные отклонения?
- Предельные отклонения каких размеров допускается не указывать?
- Как обозначают симметричные предельные отклонения?
-Каким дополнительным знаком обозначаются односторонние предельные отклонения по квалитетам?
1.Отмечает, все ли обучающиеся в равной степени справились с заданием.
2.Анализирует работу обучающихся
3.Определяет степень достижения целей, задач занятия.
4.Останавливается на вопросах, которые надо доработать.
Самоанализ работы обучающихся: Обучающимся предлагается рефлексивная карта, на основании которой они анализируют свою работу на уроке и выставляют себе отметку, вписывая в карту свою фамилию в соответствующей колонке.
- Какие знания вы приобрели сегодня на уроке? Какие компетенции формировали? Что нового узнали для себя? Что вас озадачило, удивило, огорчило? -Как вы оценили свою работу на уроке?
Заполнение рефлексивной карты обучающегося(см. урок №1)
1.Учебник: Ганевский Г. М., Гольдин И. И. Допуски, посадки и технические измерения в машиностроении.
2.Заполнить глоссарий терминов.
3.Подготовиться к словарному диктанту
Рабочие листы
к вашим урокам
Скачать


6 654 969 материалов в базе

Настоящий материал опубликован пользователем Подлепина Наталия Алексеевна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Удалить материал
Ваша скидка на курсы
40%
Курс профессиональной переподготовки
500/1000 ч.

Курс повышения квалификации
72 ч. — 180 ч.

Курс повышения квалификации
180 ч.

Курс профессиональной переподготовки
300/600 ч.

Мини-курс
3 ч.

Мини-курс
4 ч.

Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.