





































- 03.05.2018
- 545
- 0
государственное бюджетное профессиональное
образовательное учреждение
«Магнитогорский строительно-монтажный техникум»
ПЛАН УРОКА ТЕОРЕТИЧЕСКОГО ОБУЧЕНИЯ
ПМ-02 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
МДК 02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Разработал:
преподаватель
спец. технологии
Филонова Е.С.
План – конспект урока
Тема урока «Режимы сварки»
Цели урока:
1. Образовательная: формирование знаний о режимах ручной дуговой сварки, умений по подбору и расчету режимов ручной дуговой сварки.
2. Развивающая: развитие профессионально значимых психофизиологических свойств личности: наглядно-действенного; практического мышления; мыслительных операций: анализа конкретизации, сравнение, обобщение зрительной и смысловой, двигательной памяти, чувства ответственности, аккуратности при выполнении практического задания; удовлетворение от хорошо выполненной работы.
3. Воспитательная: формирование положительной мотивации к профессии, чувства гордости о социальной значимости своей будущей профессии, организации собственной деятельности, уважения к людям труда, профессионального достоинства, ориентация на успех, коммуникативных навыков.
Тип занятия: Занятие по изучения новых знаний.
Межпредметные связи: ПМ01 МДК 01.04. Контроль качества сварных швов, дисциплины «Основы инженерной графики», тема «Обозначение сварных соединений и швов на чертежах». ОД «Физика» раздел «Электричество».
Внутрипредметные связи: тема «Сварные соединения», тема «Сварные швы», «Основные сведение я о сварочной дуге», тема «Колебательные движения электродом».
Материально- техническое оснащение: Проектор, экран, презентация.
Литература
1. Рыбаков В.М. «Сварка и резка металлов». М. Высшая школа. 1977.
2. Левадный В.С, Бурлака А.П. «Сварочные работы» практическое пособие Москва. ООО «Аделант», 2003.
3. Колганов Л.А. «Сварочное производство».Учебное пособие. Ростов. н/Д: «Феникс», 2002.
4. Чернышов Г.Г. «Сварочное дело: Сварка и резка металлов». Москва. Издательский центр «Академия», 2004.
5. Маслов В.И. «Сварочные работы». Москва. Издательский центр. «Академия», 2003.
6. Баннов М.Д., Казаков Ю.В. «Сварка и резка материалов». Учебное пособие. Москва. Издательский центр «Академия», 2002.
|
Метод |
Методический приём |
Средства обучения |
|
Методы стимулирования и мотивации |
Создание ситуации познавательной новизны, формирующей профессиональную компетенцию. Ориентация на успех. |
Проблемная беседа о важности вида урока в профессиональной деятельности.
Слова благодарности, похвала, поощрение. |
|
Словесный |
Беседа, учебная дискуссия, комментирование, аналитическая характеристика объекта |
Интернет -ресурсы |
|
Наглядно-демонстрационный |
ИКТ, демонстрация натурных образцов дефектов сварки. |
Компьютер, экран, проектор, ЦОРы. |
|
Практический |
Производственное задание |
Техническое задание Нормативно – техническая документация ЕНиР ,мекеты комнат |
|
Методы контроля
|
Итоговый
|
Устный, практический, письменный |
Методическая характеристика урока
|
Метод |
Методический прием |
Средства обучения |
|
Методы стимулирования и мотивации интереса к учению |
Создание ситуации познавательной новизны, формирующей профессиональную компетенцию. Поощрение обучающихся. Ориентация на успех. |
Разбор проблемной производственной ситуации Беседа о значимости качественных сварных соединений. Подбадривание, похвала. Приведение примеров успешной профессиональной карьеры |
|
Словесный |
Беседа. Учебная дискуссия. Комментирование
Инструктаж |
Основные источники: • Овчинников В.В.Электросварщик ручной сварки (дуговая сварка в защитных газах).– М.: Издательский центр «Академия»., 2011. – 64с. • Овчинников В.В.Электросварщик ручной сварки (сварка покрытыми электродами).– М.: Издательский центр «Академия»., 2010. – 64с. Дополнительные источники: • Галушкина В.Н. Технология производства сварных конструкций. – М.: Издательский центр «Академия»., 2010. – 192с. • Куликов О.Н. Охрана труда при производстве сварочных работ. – М.: Издательский центр «Академия»., 2009. – 176с. • Овчинников В.В.Дефекты сварных соединений.– М.: Издательский центр «Академия»., 2010. – 64с. • Овчинников В.В.Охрана труда при производстве сварочных работ.– М.: Издательский центр «Академия»., 2009. – 64с. • СНиП III-4-80 (2000) Техника безопасности в строительстве (разделы 1-7 отменены с вводом СНиП 12-03-99) • ЕНиР Сборник Е22 Выпуск 1. Сварочные работы. Выпуск 1. Конструкции зданий и промышленных сооружений
|
|
Наглядно-демонстрационный
|
Применение информационно-коммуникационных технологий
Демонстрация приёмов выполнения простой комплексной работы |
• Экран, проекционная аппаратура. ЦОР: слайды
|
|
Практикческий |
Выполнение учебно-производственных заданий |
• Презентация по теме урока • Оборудование: рабочее место сварщика. Инструменты и приспособления: -металлическая щетка для очистки поверхностей свариваемых кромок, - зубило для удаления корки шлака после сварки, -плоскогубцы, - молоток, -электрододержатель:
Материалы и оборудования: -сварочный стол; -электродержатель со сварочным кабелем; Слесарный инструмент для подготовки металла под сварку и зачистку швов; - пластины из низкоуглеродистой стали 100x300 x 5мм, электроды диаметром 3 мм -электроды АНО-21ø 3мм СИЗ: -щитки и маски, - защитные очки, -защитная спецодежда, -рукавицы Инстукционно-технологическая карта: Выполнение сварки нахлёсточных соединений в нижнем положении • Карта оценивания выполнения практической работы на учебной практике • Таблица «Допустимые отклонения поверхностей по качеству согласно СНиП III-42-80» |
|
Методы контроля |
Входной контроль в форме фронтального опроса. Текущий - целевые обходы Итоговый контроль - оценка выполнения практической работы. Самоконтроль. |
• Вопросы входного и итогового тестов. • Эталоны ответов
|
Ход урока
|
Номер и название этапа |
Дидактические задачи этапа |
Деятельность преподавателя |
Виды и содержание цифровых образовательных ресурсов (слайд- фото, рисунок, текст, схема,таблица, электронный учебник, видеофильм, трансляция on-line и др. электронный тест) |
Рефлексивная деятельность обучающихся |
|
1 |
2 |
3 |
4 |
5 |
|
1.Организационный этап |
Подготовка обучающихся к работе на уроке. |
Предъявление единых педагогических требований: - приветствие; - выявление отсутствующих на уроке; - проверка внешнего вида (соответствие требованиям внутреннего распорядка УО) |
|
Отвечают на приветствие. Староста докладывает о явке обучающихся на занятие. Приводят в соответствие с требованиями внешний вид, рабочее место. Готовятся к восприятию урока. |
|
|
Психологическая установка на восприятие урока. |
1.1.Организация внимания и готовности, обучающихся к уроку (устранение отвлекающих факторов: посторонний шум, лишние предметы на рабочем месте). |
|
Показывают наличие конспектов по предмету. |
|
II Вводный этап урока |
Подготовка к основному этапу. |
|
|
|
|
Мотивация знаний и сформированности умений при выполнении д/з. |
Обеспечение возникновения у обучающихся мотива - внутреннего побудителя деятельности, придающего ей личностный смысл и соответствующего требованиям обучения к будущей профессии. |
Как сделать правильный выбор режима ручной дуговой сварки. Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы. Сл.1
|
|
Осмысливают значимость материала данного урока в формировании профессионального опыта.
|
|
|
|
Для выполнения сварного шва прежде всего определяют режим ручной дуговой сварки, обеспечивающий хорошее качество сварного соединения, установленные размеры и форму при минимальных затратах материалов, электроэнергии н труда. Сл.2 |
|
Оценивают внешний вид сварного шва. |
|
Входной контроль по ранее изученному материалу.
|
Выполнение входного теста. |
Вам необходимо в своих тетрадях ответить на вопросы теста (15 мин). Сл.3. |
|
Отвечают на вопросы теста. |
|
Выполнение правильности выполнения входного теста. |
Предлагаю Вам оценить правильность ответов, сравнив их с эталоном ответа. Сл.4. |
|
Обучающиеся оценивают правильность ответов, сравнив их с эталоном ответа.Самооценка по эталону. |
|
|
|
Подведение итогов этапа урока.
|
Мы повторили основные понятия и определения, которые помогут нам в изучении сегодняшней темы |
|
|
|
Сообщение темы |
|
Тема сегодняшнего урока . «Режимы ручной дуговой сварки». сл.5. |
|
Слушают название темы. Записывают в тетради. |
|
Постановка цели |
Обеспечение самоосмысления через постановку цели. |
Вы будете иметь представление о режимах ручной дуговой сварки. Знать: Основные параметры режимов сварки и их влияние на формирование качественного сварного шва. Уметь: Подбирать и рассчитывать оптимальные режимы сварки.Сл.5. |
|
Обучающиеся осмысливают и записывают цель в тетради «знать», «уметь». |
|
III. Основной этап работы Формирование ориентировочной основы учебной деятельности. Изучение нового материала |
Обеспечение восприятия и осмысления способов действий (свойств, правил, принципов, алгоритмов, методов, особенностей). Изложение новой информации, составление алгоритма деятельности обучающихся по её практическому применению с помощью слайдов на экране.
|
Для выполнения сварного шва прежде всего определяют режим сварки, обеспечивающий хорошее качество сварного соединения, установленные размеры и форму при минимальных затратах материалов, электроэнергии н труда. Сл.6 |
|
Записывают определение понятия «Режимы ручной дуговой сварки».
|
|
|
|
Существует условная система, согласно которой сварочные работы разделяются на основные и дополнительные параметры.Сл.7. |
|
Составляют схему основных и дополнительных параметров. |
|
|
|
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей.Сл.8. Задание: Выберите диаметр электрода для сварки металла толщиной 6мм. Выберите формулу расчета силы тока для сварки металла толщиной 6мм в вертикальном положении. |
|
Дают характеристику основных параметров.
Выбирают диаметр электрода для сварки металла толщиной 6мм. Выбирают формулу расчета силы тока для сварки металла толщиной 6мм в вертикальном положении |
|
|
|
При сварке большую роль играет показатель плотности тока. В режиме обычной ручной дуговой сварки плотность тока стандартная, а именно 10-20 А/мм2. Большая плотность тока, а именно 80-120 А/мм2, а также выше, используется при полуавтоматической или других видах сварки. Плотность тока влияет на напряжение дуги. Отметим, что если плотность тока небольшая, то эта характеристика бывает падающей: то есть происходит падение напряжения, когда ток, наоборот, увеличивается. Такое явление обуславливается тем, что при увеличении значения тока проводимость электричества возрастает, так же как и площадь сечения столба дуги, тогда как плотность тока уменьшается. Характеристика дуги Когда используется обычная для ручной сварки плотность тока, то напряжение теряет зависимость от величины тока. При этом площадь столба растет пропорционально току. Сл.9. |
|
Дают характеристику основных параметров. |
|
|
|
При начале сварки советуют выставлять среднее значение силы тока. Длина дуги Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва.Сл.10. Задание: Рассчитать минимальную длину сварочной дуги для электрода диаметром 3мм. |
|
Дают характеристику основных параметров. Рассчитывают минимальную длину сварочной дуги для электрода диаметром 3мм. |
|
|
|
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При Влияние скорости сварки на форму шва малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.Сл.11. |
|
Дают характеристику основных параметров. |
|
|
|
Род и полярность тока выбирают в зависимости от способа сварки и свариваемых материалов. Прямую полярность («—» на электроде) используют при сварке с глубоким проплавлением основного металла; низко- и среднеуглеродистых и низколегированных сталей толщиной 5 мм и более электродами с фтористо-кальциевым покрытием (марок УОНИИ-13/45, УОНИИ-13/55 и др.); чугуна.
Обратную полярность («+» на электроде) используют при сварке с повышенной скоростью плавления электродов; низколегированных низкоуглеродистых сталей (типа 16Г2АФ); средне- и высоколегированных сталей и сплавов; тонкостенных листовых конструкций. Переменный ток используют при сварке низкоуглеродистых и низколегированных сталей (типа 09ГС) в строительно-монтажных условиях электродами с рутиловым покрытием; в случаях возникновения магнитного дутья; толстолистовых конструкций из низкоуглеродистых сталей.Сл.12. Задание: Выбрать род тока для сварки тонколистового металла. |
|
Дают характеристику основных параметров.
Выбирают род тока для сварки тонколистового металла. |
|
|
|
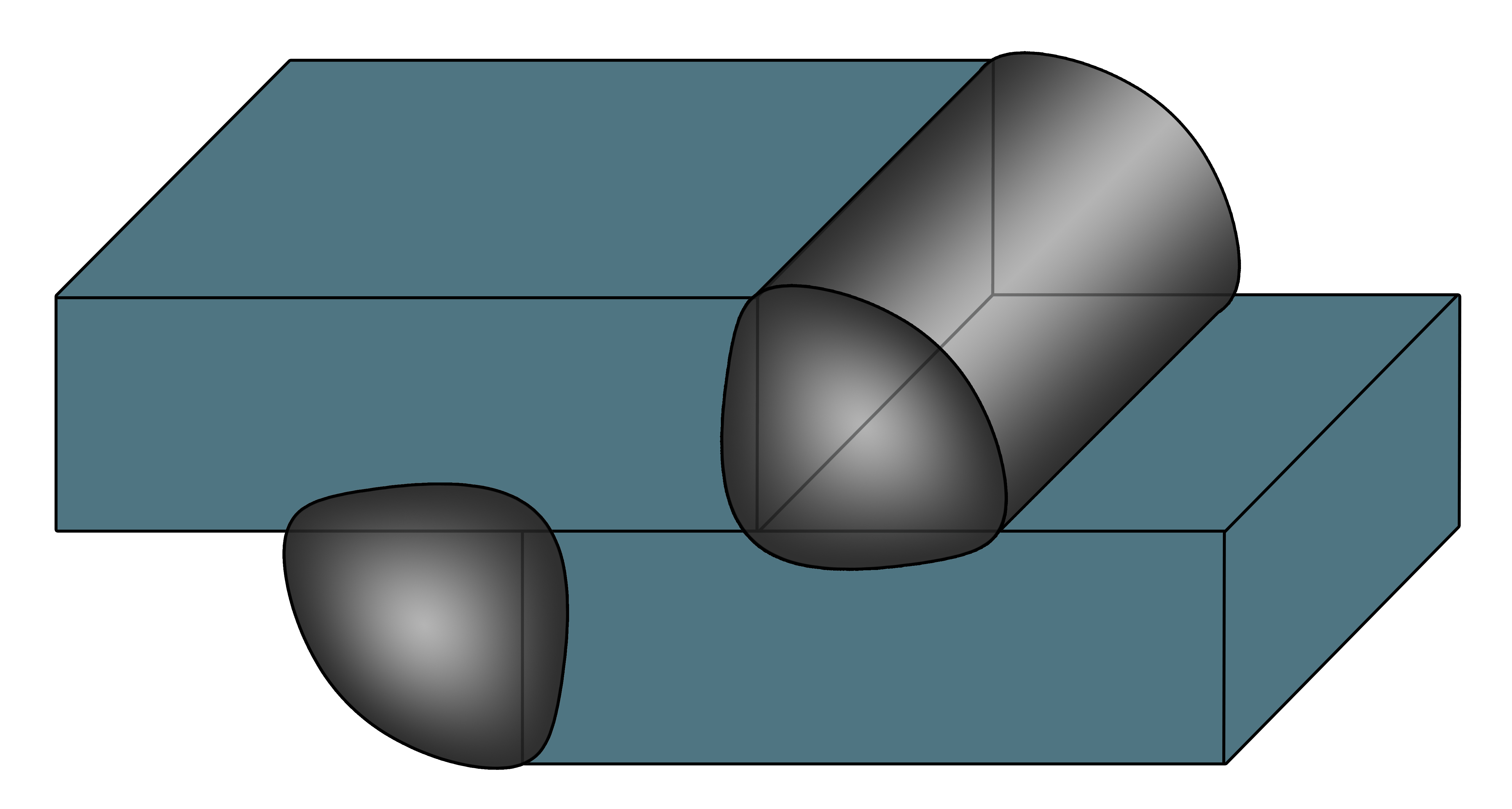
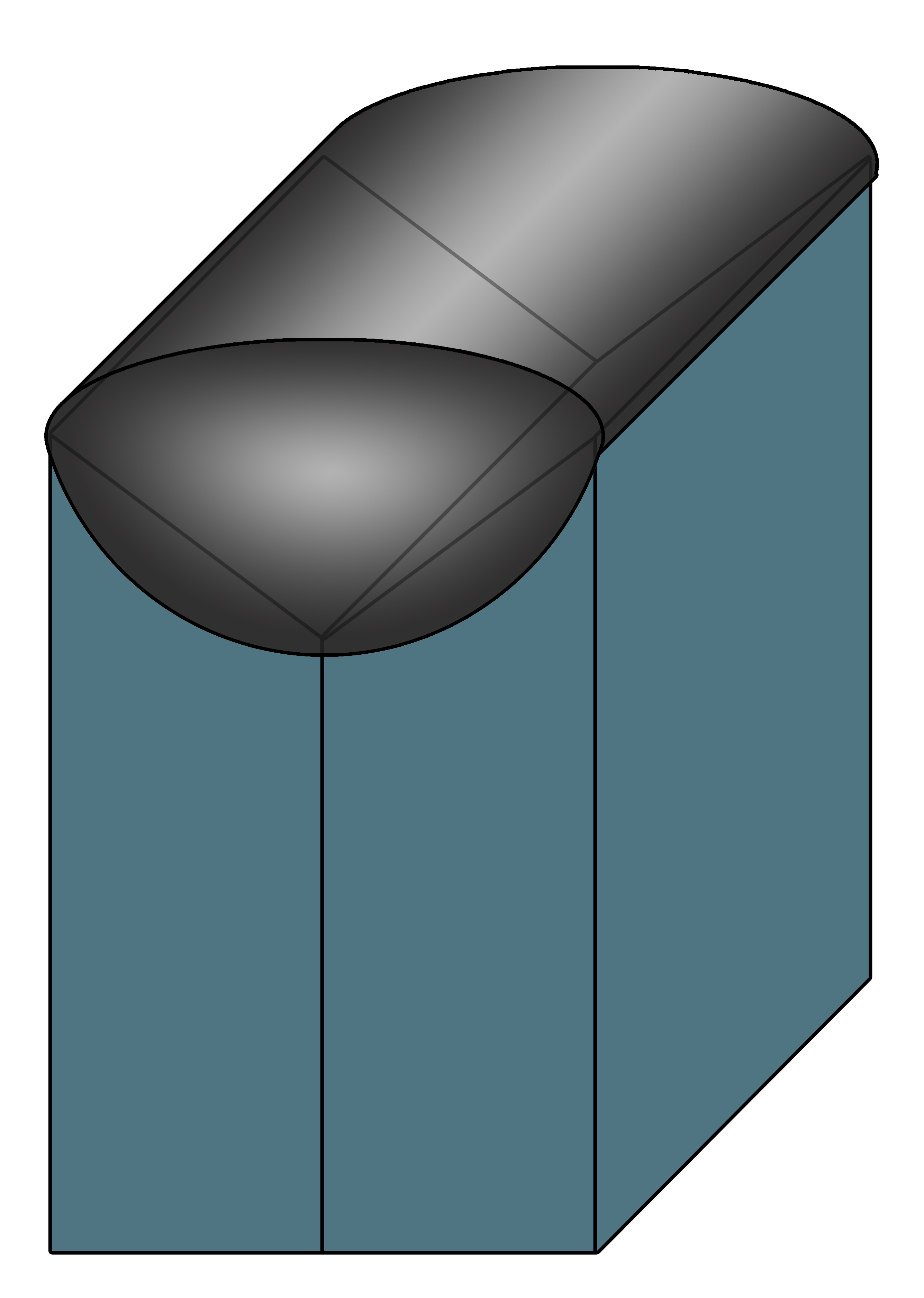
Техника выполнения сварных швов зависит от вида и пространственного положения шва. Нижние швы наиболее удобны для выполнения, так как расплавленный металл электрода под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны, а газы и шлак выходят на поверхность металла. Поэтому по возможности следует вести сварку в нижнем положении. Стыковые швы без скоса кромок выполняют наплавкой вдоль шва валика с небольшим уширением. Необходимо хорошее проплавлеиие свариваемых кромок. Шов делают с усилением (выпуклость шва до 2 мм). После проварки шва с одной стороны изделие переворачивают и, тщательно очистив от подтеков и шлака, заваривают шов с другой стороны. Вертикальные швы менее удобно сваривать, так как сила тяжести увлекает капли электродного металла вниз. Вертикальные швы следует выполнять короткой дугой и снизу вверх. При этом капли металла легче переходят в шов, а образующаяся полочка удерживает очередные капли металла от стекания вниз. Сварку можно вести и сверху вниз. При этом дугу следует зажигать при положении электрода, перпендикулярном плоскости изделия. После образования первых капель металла электрод наклоняют вниз II и сварку выполняют возможно короткой дугой. Рекомендуется применять электроды диаметром 4 ... 5 мм при несколько пониженном сварочном токе (150... 170 А). Горизонтальные швы — для их выполнения подготавливают кромки с односторонним скосом у верхнего листа. Дугу возбуждают на нижней кромке и затем переводят на поверхность скоса и обратно. Сварку выполняют электродом диаметром 4 ... 5 мм. Горизонтальные нахлесточные швы (рис. 45, е) выполняются легче, так как нижняя кромка образует полочку, удерживающую капли расплавленного металла. Потолочные швы наиболее трудно выполнимы и поэтому требуют высокой квалификации сварщика. Применяют электроды диаметром не более 5 мм при уменьшенном сварочном токе. Следует применять тугоплавкое покрытие электрода, образующее «чехольчик», в котором удерживается расплавленный металл электрода. Дуга должна быть как можно корче для облегчения перехода капель металла электрода в кратер шва.Сл.13. |
|
Дают характеристику дополнительных параметров. |
|
|
|
При многопроходной сварке швов стыковых соединений первый проход выполняют электродом диаметром не более 4 мм; это необходимо для хорошего провара корня шва в глубине разделки. При сварке металла большой толщины применяют электроды ∅ 4–8 мм при условии обеспечения провара основного металла. В многослойных стыковых швах первый слой выполняют электродом ∅ 3–4 мм, последующие слои – электродами большего диаметра. Сл.14. |
|
Дают характеристику дополнительных параметров.
|
|
|
|
|||
|
|
|
Низкие температуры оказывают существенное влияние на процесс сварки. Скорость охлаждения и кристаллизации металла сварочной ванны с понижением температуры сварки повышается, в результате чего увеличивается насыщение металла газовыми и шлаковыми включениями, не успевшими всплыть на поверхность и перейти в шлак.
Повышенный отвод тепла от сварочной ванны и увеличение содержания в ней газов (водорода, кислорода и др.) могут привести к образованию горячих и холодных трещин в сварном соединении. Кроме того, ухудшается проплавление охлажденного металла и увеличивается возможность образования непроваров. На кромках свариваемого металла и на электродах возможна конденсация малозаметной влаги, что также приведет к увеличению содержания водорода в наплавленном металле. С понижением температуры сталь становятся все более чувствительной к концентраторам напряжений; ими могут быть мельчайшие внутренние и внешние дефекты наплавленного металла, которые в условиях отрицательных температур могут привести к образованию трещин. Еще большее влияние на образование трещин могут оказать более значительные концентраторы напряжений, такие, как резкие изменения сечений элементов сварного соединения, сосредоточение сварных швов, резкие переходы от наплавленного к основному металлу, незаверенные кратеры, прерывистые швы, замкнутые контуры сварных швов и др.Сл.15. |
|
Дают характеристику дополнительных параметров. |
|
|
Подведение итогов этапа урока. |
Мы рассмотрели с вами Формирование знаний о режимах ручной дуговой сварки, умений по подбору и расчету режимов ручной дуговой сварки. |
|
|
|
Самостоятельная работа обучающихся по применению полученных знаний |
Выполнение задания для самостоятельной работы.
|
Проверка правильности выполнения самостоятельной работы Сл.16. |
|
Проверка качества выполнения самостоятельной работы. Взаимопроверка.
|
|
|
. |
Запишите задание для выполнения домашней работы.Сл.17. |
|
Записывают задание для выполнения домашней работы. |
|
IV. Заключительный этап урока
Подведение итогов работы |
Анализ и оценка успешности достижения цели урока Формирование у обучающихся ориентации на дальнейший успех |
Подвести итоги работы за урок. Анализ работы каждого обучающегося. 2) Сообщить оценку качества работы каждого обучающегося. 3) Разобрать наиболее характерные недочеты в работе обучающегося и рекомендации по их устранению. 4) Отметить тех, кто добился отличного качества работы. 5) Поощрение обучающихся в процессе достижения ими оставленных целей (в том числе слабых) |
. |
Оценивание деятельности обучающихся. |
|
Домашнее задание |
Обеспечение понимания цели, содержания и способов выполнения домашнего задания. Реализация межпредметных и внутрипредметных связей. |
Сообщение домашнего задания.
|
|
Записывают домашнее задание.
|
|
|
Постановка цели на следующий урок |
Тема следующего урока выполнение сварного шва на проход от середины к краям. |
|
Самоосмысление информации о задачах на следующий урок. |
Существует условная система, согласно которой сварочные работы разделяются на основные и дополнительные параметры.
Таблица режимов дуговой сварки
Таблица режимов дуговой сварки.
При этом к главным параметрам относится:
Направление тока относительно полюсов.
Напряжение сварочного тока.
Рост мощности тока.
Размер поперечного сечения используемого проводника.
Скорость обработки.
Показатели колебательных движений электрода.
А вот к дополнительным параметрам, которыми характеризуется режим сварки, можно отнести:
исходную температуру металла;
химический состав покрытия проводника;
расположение проводника: вертикальное или наклонное;
положение самого сварного изделия.
Вернуться к оглавлению
Описание влияния основных параметров сваривания
Разобравшись с тем, какие же бывают режимы аргонодуговой сварки, теперь нужно понять, на что и как они влияют, и выполнить необходимый расчет для работы. Мы постараемся коротко описать влияние каждого фактора на процесс выполнения сварочных работ и итоговый результат.
Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона
Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона.
Сварочный ток при повышении увеличивает глубину провара металла, что, в свою очередь, меняет количество теплоты, которая приходится на длину сварочного соединения, и отчасти вариабельность давления на верхний слой самой сварочной ванны. Род тока и его направленность очень сильно влияют на форму шва и его размер.
Причем, когда варят постоянным током с обратной направленностью, провар становится на 40-50% больше, чем в случае обработки током с постоянной прямой полярностью. А вот при обработке непостоянным током провар железа будет на 15-20% меньше.
В зависимости от толщины материала, который подлежит свариванию, выбирают электрод соответствующих показателей. При этом толщина проводника будет еще зависеть от его положения при выполнении сварочных работ, а также от толщины обрабатываемого металла. На ширину сварного симлекса и глубину провара влияет напряжение. На силу тока будет напрямую влиять поперечное сечение электрода и его длина как основные параметры.
Нельзя не упомянуть о том, что количество выделяемой а изделие при выполнении сварочной работы теплоты напрямую зависит от полярности и рода тока.
Ширина и глубина шва могут быть изменены углом наклона электрода.

Выбор режима ручной дуговой сварки
Дуговую сварку контролируют ряд параметров, а именно:
· сварочный ток
· напряжение дуги
· скорость сварки
· род и полярность тока
· положение шва в пространстве
· тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
|
Примерное соотношение толщины металла, диаметра электрода и сварочного тока |
||||||||
|
Толщина металла, мм |
0,5 |
1-2 |
3 |
4-5 |
6-8 |
9-12 |
13-15 |
16 |
|
Диаметр электрода, мм |
1 |
1,5-2 |
3 |
3-4 |
4 |
4-5 |
5 |
6-8 |
|
Сварочный ток, А |
10-20 |
30-45 |
65-100 |
100-160 |
120-200 |
150-200 |
200-250 |
200-350 |
1.2 Напряжение дуги (длина сварочной дуги)
После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
|
Примерное соотношение диаметра электрода и длины дуги |
||||||||
|
Диаметр электрода, мм |
1 |
1,5-2 |
3 |
3-4 |
4 |
4-5 |
5 |
6-8 |
|
Длина дуги, мм |
0,6 |
2,5 |
3,5 |
4 |
4,5 |
5 |
5,5 |
6,5 |
Выбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.

На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
· При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
· При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
|
Постоянный ток |
|
|
Прямая полярность |
Обратная полярность |
|
|
|
|
· Сварка с глубоким проплавлением основного металла · Сварка низко- и среднеуглеродистых и низколегированных сталей толщиной 5 мм и более электродами с фтористо-кальциевым покрытием: УОНИ-13/45, УОНИ-13/55 и др. · Сварка чугуна |
· Сварка с повышенной скоростью плавления электродов · Сварка низколегированных и низкоуглеродистых сталей (типа 16Г2АФ), средне- и высоколегированных сталей и сплавов · Сварка тонкостенных листовых конструкций |
Низколегированные стали - это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т.д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
|
|
|
|
Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. |
Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах. |
Сварочные швы — участки сварного соединения, образующие в результате кристаллизации (затвердевания) расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Разделение понятий сварочное соединение и сварочный шов необходимо потому, что последний, как связующая часть соединяемых элементов, определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки.
Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу и пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении.
Критерии для классификации
Сварочные швы подразделяются в зависимости:
— от формы сечения;
— от характера сопряжения свариваемых деталей;
— по внешнему виду;
— по выполнению;
— по количеству слоёв;
— по числу проходов;
-от протяжённости;
— по направлению действующего усилия;
— по положению в пространстве;
— по назначению;
— от условий работы сварного изделия;
— по способу удержания расплавленного металла;
— по виду сварки;
— по применяемому для сварки материалу.
Классификация
В зависимости от формы сечения сварочные швы могут быть:
стыковыми; угловыми; прорезными (электрозаклепочными).
В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных соединений:
![]()
— стыковые соединения;
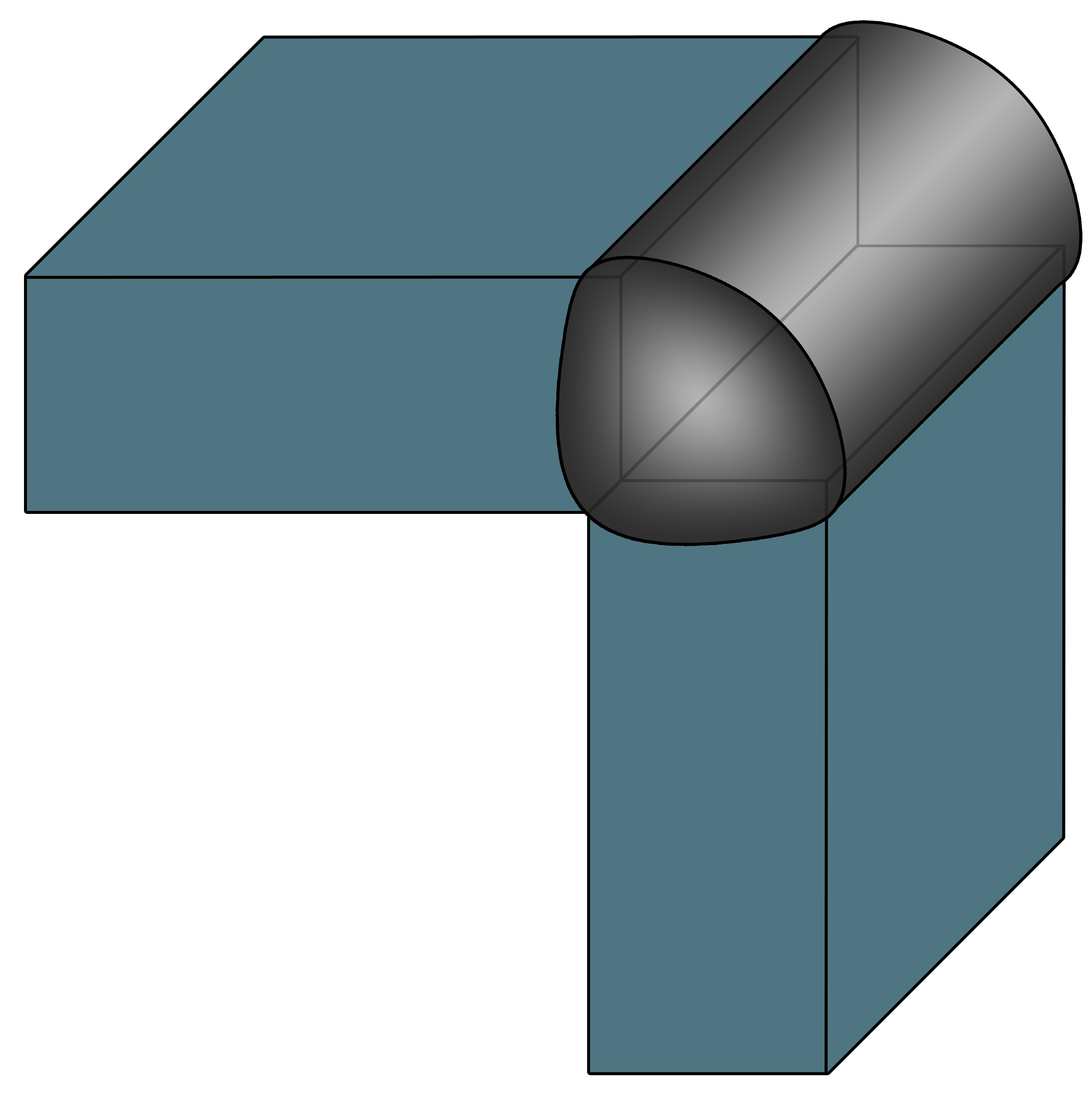
— угловые соединения;

— тавровые соединения;
— нахлесточные соединения;
— торцовые соединения.
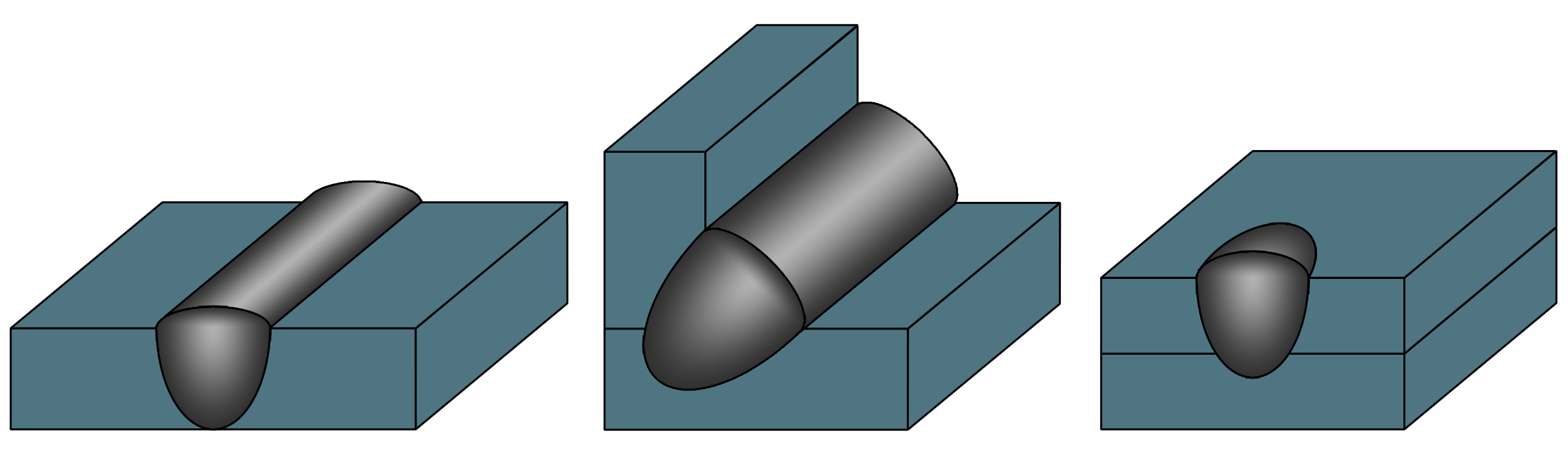
Сварочные швы по внешнему виду подразделяются на:
— нормальные (плоские)
— выпуклые (усиленные)
— вогнутые (ослабленные).

Выпуклый сварной шов Нормальный сварной шов Вогнутый сварной шов
Выпуклые сварные швы лучше работают при статических (постоянных) нагрузках, однако они неэкономичны. Нормальные и вогнутые швы лучше подходят при динамических и знакопеременных нагрузках, поскольку за счет более плавного перехода от основного металла к сварному шву снижается вероятность возникновения концентрации напряжений, приводящих к разрушению шва.
По выполнению сварочные швы могут быть односторонними и двусторонними.

Односторонний шов Двухсторонний шов
По количеству слоев сварка бывает однослойной и многослойной, по числу проходов сварные швы бывают однопроходные и многопроходные.

Однослойный, однопроходный Многослойный Многопроходный
Многослойный шов используется при сварке толстого металла, а также чтобы уменьшить зону термического влияния.
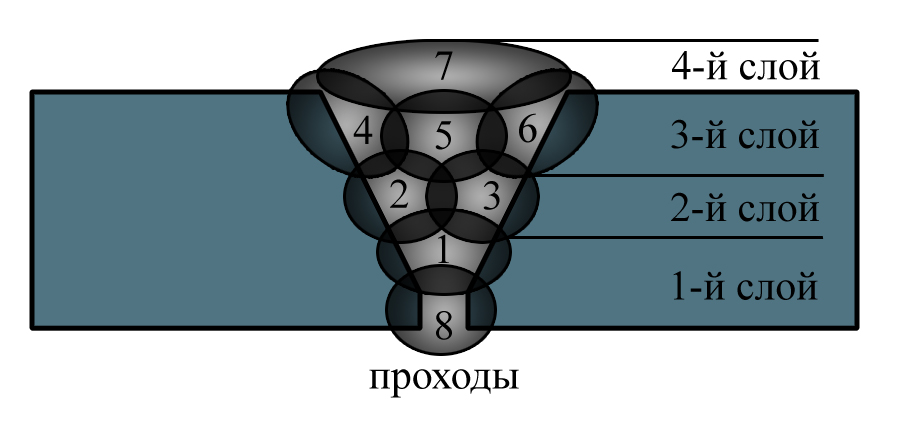
Проход – однократное перемещение источника тепла в одном направлении при сварке или наплавке. Валиком называется часть металла сварного шва, которая была наплавлена за один проход.
Слой сварного шва – металл шва, состоящий из одного, двух или нескольких валиков, которые размещены на одном уровне поперечного сечения шва. При сварке каждый слой многослойного стыкового шва, кроме усиления и подварочного шва, отжигается при наложении следующего слоя. В результате такого теплового воздействия улучшается структура и механические свойства металла шва.
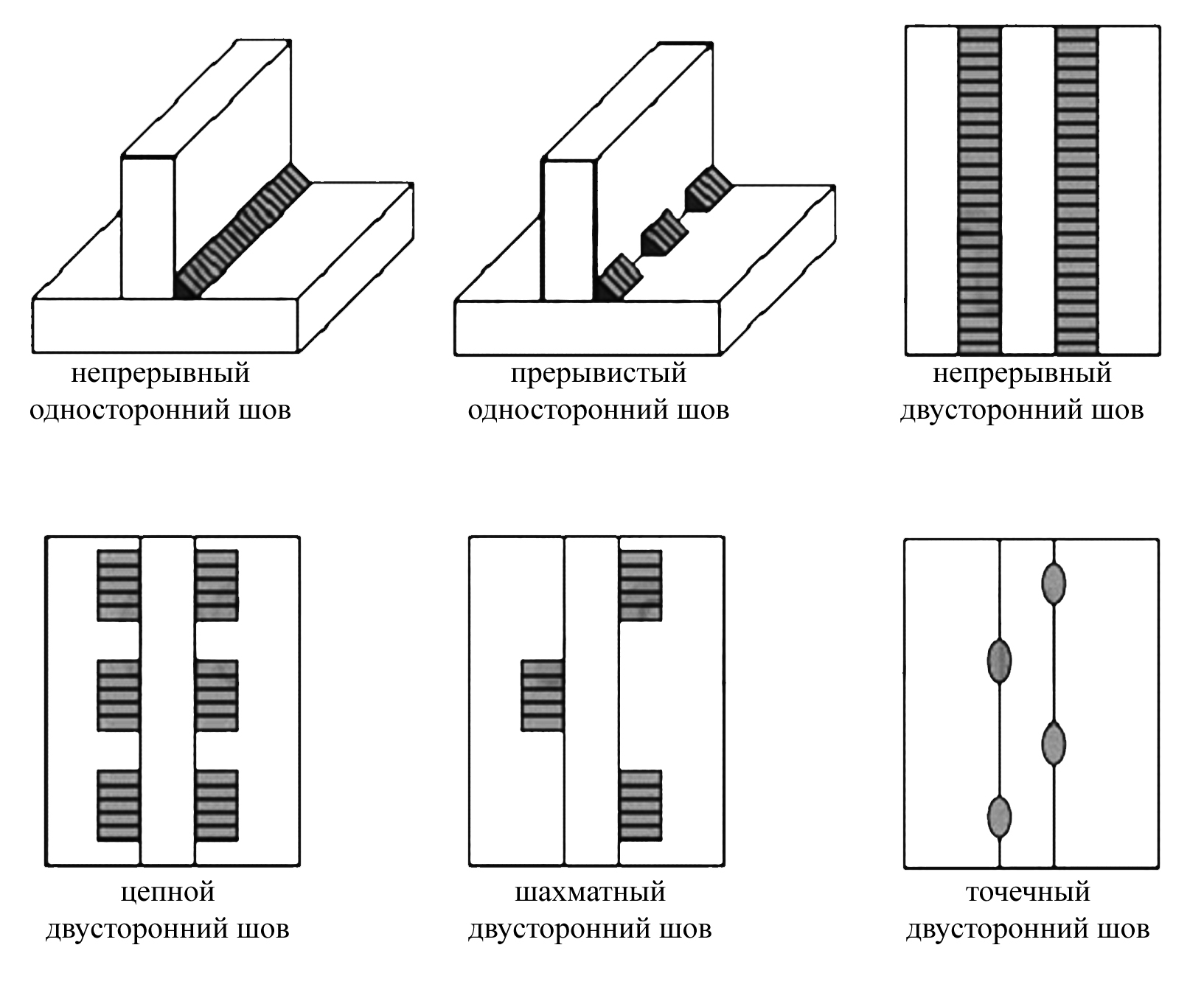
В зависимости от протяженности сварные швы бывают непрерывными и прерывистыми. Стыковые швы обычно делают непрерывными. Угловые швы могут быть выполнены:
— непрерывными;
— односторонними прерывистыми;
— двусторонними цепными;
— двусторонними шахматными;
— точечными.
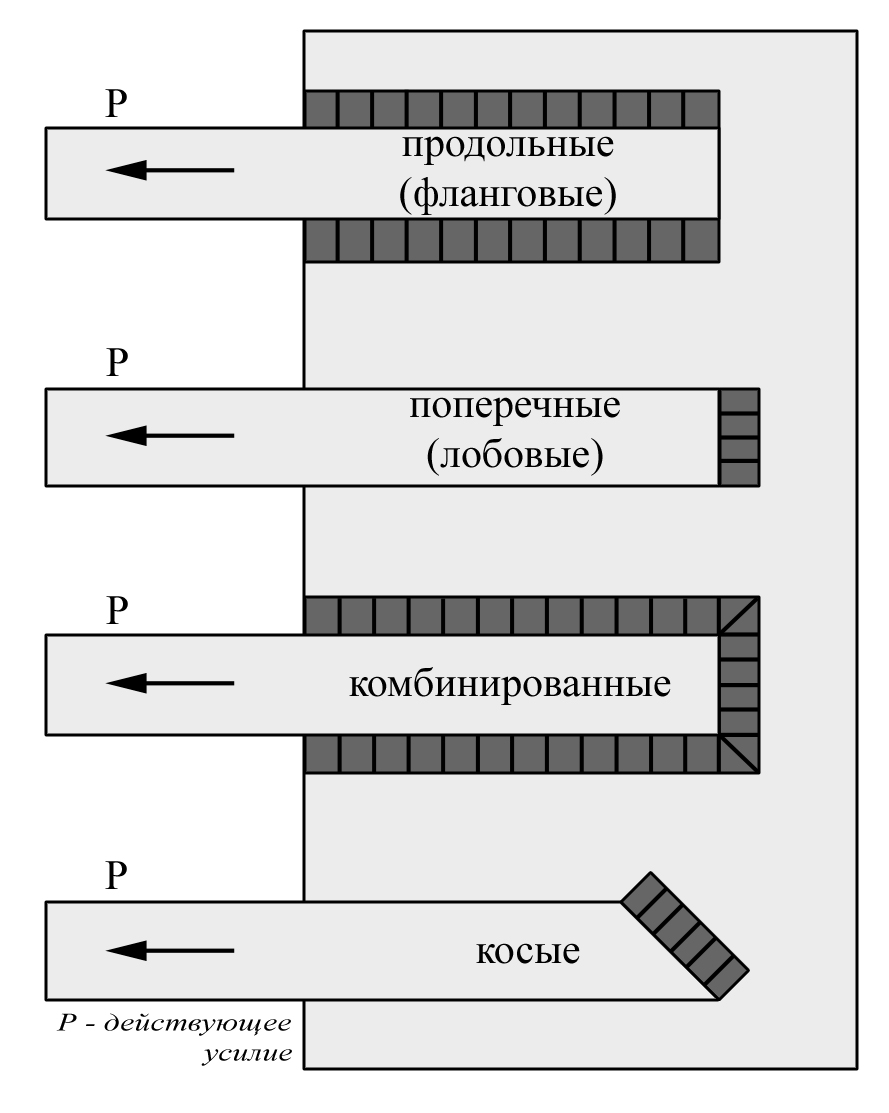
По направлению действующего усилия
Согласно этому критерию сварные швы делятся на:
— продольные (фланговые) – направление действующего усилия параллельно оси сварного шва;
— поперечные (лобовые) – направление действующего усилия перпендикулярно оси сварного шва;
— комбинированные – сочетание продольного и поперечного швов;
— косые – направление действующего усилия размещено под углом к оси сварного шва.
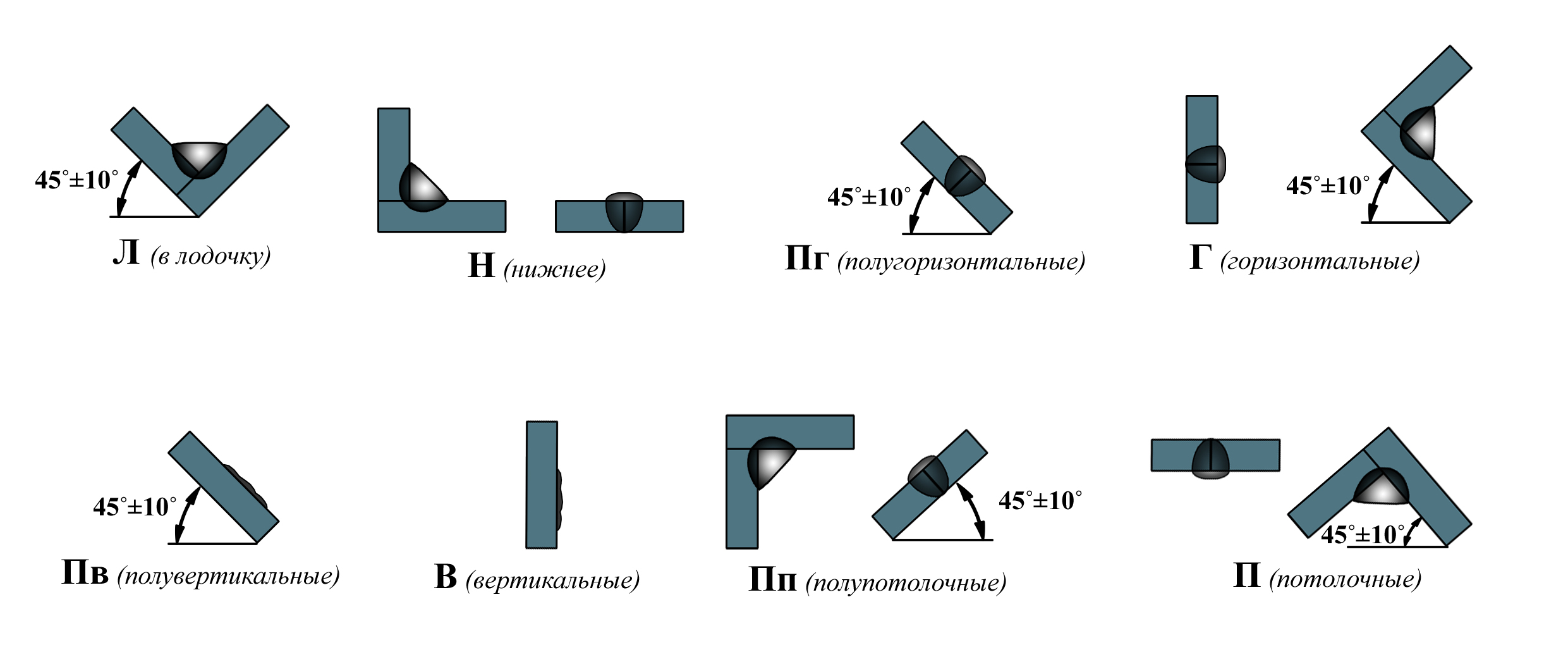
По положению в пространстве швы подразделяются на:

По назначению сварочные швы бывают
— прочные;
— плотные (герметичные);
— прочно-плотные.
В зависимости от условий работы сварного изделия швы делятся на:
— рабочие, предназначенные непосредственно для нагрузок;
— нерабочие (связующие или соединительные), используемые только для соединения частей сварного изделия.
По ширине сварные швы подразделяются на
— ниточные с шириной шва равной или незначительно превышающей диаметр электрода, выполняются без поперечных колебательных движений сварочного электрода;
— нормальные с шириной
— уширенные, которые выполняют с поперечными колебательными движениями электрода.
По способу удержания расплавленного металла швы сварных соединений делятся:
— на швы выполненные без подкладок и подушек;
— на съемных и остающихся стальных подкладках;
— на медных, флюсо-медных, керамических и асбестовых подкладках;
— на флюсовых и газовых подушках.
По конфигурации сварного шва:
— прямолинейные;
— кольцевые;
— вертикальные;
— горизонтальные;
По виду сварки швы сварных соединений разделяют на:
— швы дуговой сварки (ГОСТ 5264—80);
— швы автоматической и полуавтоматической сварки под флюсом (ГОСТ 8713-79);
— швы дуговой сварки в защитных газах (ГОСТ 14771—76);
— швы электрошлаковой сварки (ГОСТ 15164 — 78);
— швы электрозаклепочные (ГОСТ 14776 — 79);
— швы контактной электросварки (ГОСТ 15878 — 79);
— швы газовой сварки;
— швы паяных соединений.
По применяемому для сварки материалу швы сварных соединений подразделяются на сварочные швы:
— углеродистых и легированных сталей (ГОСТ 5264-80; 14771-76; 15164-78; 8713 — 79 и др.);
— соединения цветных металлов (ГОСТ 16038 — 70; 14806 — 69);
— соединения биметалла (ГОСТ 16098 — 70);
— соединения винипласта и полиэтилена (ГОСТ 16310-70).
Предмет: «Технология сварочных работ»
План учебного занятия №32
Тема программы: Электроды. Технология ручной дуговой сварки.
Тема учебного занятия: Назначение и виды электродов.
Цели урока:
Содержательная основа учебного занятия:
7.1. Отметить отсутствующих учащихся на уроке.
7.2. Проверка наличия тетрадей.
2.1Целевая установка:
2.1.1.Сообщить тему урока.
2.1.2. Разъяснить цели урока.
- Познакомиться с назначением электродов.
- Получить первичные знания по подбору стальных покрытых электродов для конструкционных сталей.
2.2 Опрос по материалу,изученному на уроках материаловедения.
Вопросы к контролю:
1. Назвать металлы. Перечислить свойства металлов. (4балла)
2. Дать определение стали. ( 3 балла)
3. Какие стали называются углеродистыми? (4балла
4. Какие стали называются легированными? (5баллов)
5. Формирование новых знаний. 15мин.
Виды электродов.
Электрод – это металлический или неметаллический стержень предназначенный для подвода электрического тока к сварочной дуге.
А. Для ручной дуговой сварки электроды представляют собой стержни круглого сечения различной длины и диаметра. (Стенд)
Б. Для автоматической и полуавтоматческой дуговой сварки в качестве электрода применяют сварочную, порошковую и самозащитную проволоку.
В. Электроды подразделяются:
ü Плавящиеся- из стали, чугуна, алюминия, меди и их сплавов.
Служат присадочным материалом.
ü Неплавящиеся – из технического вольфрама и его сплавов, угля и
графита.
Стальные покрытые электроды
Представляют собой определённых размеров стержень, на поверхность которого опрессовкой или окунанием нанесено специальное покрытие.
Предназначены для получения неразъёмного сварного соединения, путём совместного оплавления электрода и основного металла с образованием общей сварочной ванны , а следовательно сварного шва.
Типы электродов.
Приложение 24-8
Классификация электродов по назначению. (стенд)
А) Для сварки углеродистых и низколегированных сталей :
Э-38 - Э-60.
Б)Для сварки легированных сталей: Э-70 - Э-150
6. Закрепление изученного материала. 5мин.(Справочник)
Задача: Подобрать тип и марку электродов для сварки сталей ВСт3 пс; 09Г2С.
7. Проведение итогов урока. 5мин.
Выставить оценки. Отметить наиболее активных учащихся.
8. Домашнее задание. -2мин.
Учебник В.П. Фоминых, А.П. Яковлев «Электросварка» П. 13 Стр. 38
Рабочие листы
к вашим урокам
Скачать
6 663 436 материалов в базе
Настоящий материал опубликован пользователем Филонова Елена Стецевна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Удалить материалВаша скидка на курсы
40%
Курс повышения квалификации
72/180 ч.

Курс профессиональной переподготовки
600 ч.

Курс профессиональной переподготовки
300/600 ч.

Мини-курс
6 ч.

Мини-курс
3 ч.

Мини-курс
8 ч.

Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.