Методическая разработка учебного занятия с применением инновационных технологий обучения. Тема: Краткая характеристика основных видов сварки. Сварные соединения и швы.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Сегодня становится очевидным, что именно образование в первую очередь формирует личность обучающегося, способствует социализации личности, что особенно важно для грядущего информационного общества; учит современным формам общения, развивает способность осваивать информацию и принимать эффективные решения.
Развивающее обучение – это направление в теории и практике образования, ориентирующееся на развитие физических, познавательных и нравственных способностей обучающихся путем использования их потенциальных возможностей.
В нашем техникуме огромная роль уделяется техническому образованию и воспитанию. В центре внимания всего педагогического коллектива- проблема социализации личности каждого обучающегося. Под постоянным контролем администрации находится уровень обучаемости и обученности обучающихся. Многие преподаватели работают, руководствуясь принципами развивающего обучения. В силу этого обобщение моего педагогического опыта является актуальным. Его применение возможно не только преподавателями специального цикла. Технология опыта может быть использована гибко как опытными, так и начинающими преподавателями. Мной использовались принципы дидактической системы Л.В.Занкова:
1.Обучение на высоком уровне трудности.
2.Ведущая роль теоретических знаний.
3.Высокий темп изучения материала.
4.Осознание обучающимися процесса учения.
5.Систематическая работа над развитием всех обучающихся.
В результате использования технологии развивающего обучения я добилась:
1. Приведения в систему и объединение в единый комплекс целей, методов, средств обучения для осуществления личностно – ориентированного подхода в преподавании.
2. Создание активной познавательной атмосферы с целью переориентации сознания обучающихся на то, чтобы учение из каждодневной принудительной обязанности превращалось для них в часть общего знакомства с окружающим миром, что является составляющей частью социализации личности.
3. Применение системного анализа содержания учебного предмета, что позволяет оперативно подобрать оптимальную технологию обучения для любого урока.
4. Разработка новых технологий развивающего обучения.
5. Достижение высокого уровня обобщения материала путем его систематизации с помощью составления таблиц, схем и т.д.
6. Модернизация урока. Предпочтение отдается его нетрадиционным формам.
7.Адаптация методов, приемов, видов деятельности преподавателя и обучающегося для дифференцированного обучения.
8.Комплексное применение коллективной, групповой и индивидуальной работы обучающихся.
Тема: Краткая характеристика основных видов сварки. Сварные соединения и швы.
Цели занятия:
Образовательная : Содействовать формированию знаний об основных видах сварки. Обеспечить уровень усвоения материала о классификации сварки плавлением. Углубить знания обучающихся о сущности основных способов сварки плавлением, основных типах сварных соединений. Способствовать развитию умения работать с техническими рисунками, изображениями щвов сварных соединений на чертежах. Научить принимать самостоятельные решения при выполнении практических заданий и контролировать свои действия. Обучать умению осуществлять планомерный поиск ответов на поставленные вопросы.
Развивающая: Развивать технические качества. Развивать технические способности. Развивать умение работать с источниками, аргументировать ответ терминами. Формировать навыки самостоятельной работы, навыки само- и взаимооценки, навыки работы в команде.
Воспитательная: Содействовать техническому воспитанию обучающихся. Способствовать стремлению получать новые знания, которые будут полезны при дальнейшем обучении. Воспитание устойчивого интереса к изучению инженерной графики, ответственного и серьезного отношения к групповой деятельности.
Методическая цель: 1. Показать на учебном занятии применение интерактивного обучения через технологию развивающего обучения и использования продуктивных методов обучения (работа в творческих группах, проектная деятельность, метод критического мышления, использование ИКТ);
2. Обеспечить проверку и оценку знаний и способ деятельности обучающихся, научить их коррекции своих знаний и способов деятельности.
Технология: технология развивающего обучения.
Цель данной технологии: реализация технологии развивающего обучения на основе содержательного обобщения целенаправленной учебной деятельности. в которой обучающиеся сознательно ставят цели и задачи самоизменения и творчески их достигают, выявляют глубинные причинно- следственные связи и закономерности, создают образы, полученные путем мыслительных операций.
Методы и приемы обучения:
1. Методы постановки проблемных задач, моделирования и преобразования модели, структурирование учебного материала, квазиисследование.
2.Методы наглядной передачи информации и зрительного восприятия информации (приёмы: наблюдение, демонстрация опыта, презентация)
3. Методы передачи информации с помощью практической деятельности и тактильного кинестетического его восприятия (исследовательская деятельность)
4. Методы стимулирования и мотивации обучающихся (приёмы: создание проблемной ситуации, проблемное изложение, групповая исследовательская деятельность, выполнение творческого задания)
5. Метод кейс- стади для формирования коммуникабельности, лидерства, умения анализировать большой объём информации, принимать решения в условиях недостатка информации.
6. Методы контроля.
Принципы обучения: принцип научности, принцип наглядности, системный подход к изучению материала, доступность изложения, опора на интуицию.
Форма организационной работы на учебном занятии: фронтальная, индивидуальная, групповая.
Формируемые компетенции:
1.Учебно- познавательные:
§ Умение ставить познавательные задачи, цели;
§ Анализировать, находить причины явлений, обозначать свою позицию по отношению к изучаемой проблеме;
§ Формулировать выводы;
§ Умение использовать имеющиеся знания по обществознанию в стандартных и нестандартных ситуациях;
§ Умение планировать учебную деятельность с целью достижения прогнозируемого результата;
§ Осуществление анализа собственной деятельности, способность к самооценке, рефлексии;
2.Компетенции личностного самосовершенствования:
§ Формирование культуры мышления и поведения
§ Освоение различных видов деятельности в рамках саморазвития;
3.Информационные компетенции:
§ Овладение навыками работы с учебным раздаточным материалом; различными источниками информации;
§ Умение ориентироваться в информационных потоках, уметь выделять в них главное, необходимое;
§ Владение навыками работы с персональным компьютером для решения учебных задач;
§ Самостоятельный поиск, извлечение, систематизация, анализ и представление различной информации согласно поставленной задаче.
4.Коммуникативные компетенции:
§ Навыки работы в группе;
§ Уважение иной точки зрения;
§ Умение ценить совместную работу;
§ Умение выступать перед аудиторией;
§ Умение аргументировано доказывать свою точку зрения;
§ Умение корректно вести учебный диалог.
5.Здоровьесберегающие компетенции:
· Знать и уметь применять правила техники безопасности в учебной ситуации
Тип занятия: комбинированное.
Место проведения: учебная аудитория
Время: 90 минут
Дидактическая база занятия:
· Презентация по теме.
· Компьютер, мультимедийный проектор.
· Индивидуальные карточки.
· Видеофильмы: «Диффузионная сварка», «Лазерная сварка», «Точечная и шовная сварка», «Сварка взрывом», «Сварка давлением», «Сварка плавлением», «Сварка трением», «Ультразвуковая сварка», «Экзотермическая сварка», «Сварной шов», «Электродуговая сварка тавровый шов», «Электродуговая сварка вертикальные швы», «Электродуговая сварка горизонтальные швы», «Условное изображение сварных швов»
Межпредметные связи:
·
· Физика
· Математика
· Геометрия
· Информатика
Хронокарта занятия:
1.Организационная часть – 3 мин.
2.Контроль исходного уровня знаний – 10 мин.
3.Изучение нового материала – 55 мин.
4.Закрепление – 15 мин.
5.Подведение итогов, рефлексия – 5 мин.
6.Задание на дом – 2 мин.
Итого: 90 мин.
Ход занятия:
Преподаватель:
1.Приветствует обучающихся
2.Обращает внимание на внешний вид обучающихся
3.Обращает внимание на санитарное состояние учебной аудитории.
4.Проверяет готовность обучающихся к занятию.
5.Отмечает отсутствующих (через доклад старосты).
Контроль исходного уровня. Тема: Газопламенная обработка металлов. Баллоны. Газовые редукторы. Рукава. Сварочные горелки. Предохранительные устройства.
1.Какое устройство называют предохранительным затвором?
2.Что называют обратным ударом пламени?
3.Как работают предохранительные затворы?
4.Перечислите причины обратных ударов пламени.
5.По каким признакам классифицируют предохранительные затворы?
Синквейн «Газовое оборудование»
|
1 существительное |
Баллон, редуктор, горелка.---выбрать любое понятие
|
|||
|
2 прилагательных |
|
|
||
|
3 глагола |
|
|
|
|
|
Фраза из 4 слов |
|
|||
|
Вывод |
|
|
|
|
1. Формирование целей и задач урока.
Видеофильмы: «Диффузионная сварка», «Лазерная сварка», «Точечная и шовная сварка», «Сварка взрывом», «Сварка давлением», «Сварка плавлением», «Сварка трением», «Ультразвуковая сварка», «Экзотермическая сварка».
Преподаватель: Исходя из того, что вы услышали, как вы думаете, о чем пойдет речь на уроке?
-Какие учебные задачи нам предстоит решить, какие компетенции сформировать?
«Мозговой штурм» в течении 1 минуты определите для себя и заполните таблицу: что вы уже знаете, а что хотите узнать.
|
Знаю |
Хочу узнать |
|
|
|
-И что умеете, а чему хотите научиться?
|
Умею |
Хочу научиться |
|
|
|
- -Давайте познакомимся с компетенциями, которые нам необходимо сформировать. Откройте свои методички и выберите компетенции. Которые мы можем сформировать на данном занятии.
2. Сообщение темы: Краткая характеристика основных видов сварки. Сварные соединения и швы.
План:
1.Краткая характеристика основных видов сварки.
2.Сварные соединения и швы.
1вопрос. Краткая характеристика основных видов сварки.
Сущность и классификация процесса сварки
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых материалов (металлов) путем их местного сплавления или совместного деформирования с нагревом и без нагрева с получением на границе их раздела прочных межатомных связей.
Для реализации межатомного взаимодействия атомы следует приблизить на расстояние, равное параметру кристаллической решетки металла соединяемых деталей (этому препятствуют различные неровности, имеющиеся на поверхности деталей, загрязнения окислами и т. д.).
Такое сближение достигается расплавлением кромок свариваемых деталей или их совместным пластическим деформированием посредством приложения давления.
Таким образом, все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением.
При сварке плавлением кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя так называемую сварочную ванну.
При кристаллизации металла сварочной ванны рост кристаллов начинается с оплавленных кристаллов основного металла, металлическая связь обеспечивается образованием общих зерен сварного шва с основным металлом.
Сущность основных способов сварки плавлением
При электрической дуговой сварке энергия, необходимая для образования и поддержания дуги, поступает от источников питания постоянного или переменного тока.
В процессе электрической дуговой сварки основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда (дуги), возникающего между свариваемым металлом и электродом. При сварке плавящимся электродом под воздействием теплоты дуги кромки свариваемых деталей и торец (конец) плавящегося электрода расплавляются и образуется сварочная ванна. При затвердевании расплавленного металла образуется сварной шов. В этом случае сварной шов получается за счет основного металла и металла электрода.
К плавящимся электродам относятся стальные, медные, алюминиевые; к неплавящимся – угольные, графитовые и вольфрамовые. При сварке неплавящимся электродом сварной шов получается только за счет расплавления основного металла и металла присадочного прутка.
При горении дуги и плавлении свариваемого и электродного металлов необходима защита сварочной ванны от воздействия атмосферных газов – кислорода, азота и водорода, так как они могут проникать в жидкий металл и ухудшать качество металла шва. По способу защиты сварочной ванны, самой дуги и конца нагреваемого электрода от воздействия атмосферных газов дуговая сварка разделяется на следующие виды: сварка покрытыми электродами, в защитном газе, под флюсом, самозащитной порошковой проволокой и со смешанной защитой.
Покрытый электрод представляет собой металлический стержень с нанесенной на его поверхность обмазкой. Сварка покрытыми электродами улучшает качество металла шва. Защита металла от воздействия атмосферных газов осуществляется за счет шлака и газов, образующихся при плавлении покрытия (обмазки). Покрытые электроды применяются для ручной дуговой сварки, в процессе которой необходимо подавать электрод в зону горения дуги по мере его расплавления и одновременно перемещать дугу по изделию с целью формирования шва.
При сварке под флюсом сварочная проволока и флюс одновременно подаются в зону горения дуги, под воздействием теплоты которой плавятся кромки основного металла, электродная проволока и част флюса. Вокруг дуги образуется газовый пузырь, заполненный парами металла и материалов флюса. По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны, образуя шлак Расплавленный флюс защищает зону горения дуги от воздействия атмосферных газов и значительно улучшает качество металла шва Сварка под слоем флюса применяется для соединения средних и больших толщин металла на полуавтоматах и автоматах.
Сварку в среде защитных газов выполняют как плавящимся электродом, так и неплавящимся с подачей в зону горения дуги присадочного металла для формирования сварного шва.
Сварка может быть ручной, механизированной (полуавтоматом и автоматической. В качестве защитных газов применяют углекислый газ, аргон, гелий, иногда азот для сварки меди. Чаще применяются смеси газов: аргон + кислород, аргон + гелий, аргон + углекислый газ + ккислород и др. В процессе сварки защитные газы подаются в зон горения дуги через сварочную головку и оттесняют атмосферные газы от сварочной ванны (рис. 4). При электрошлаковой сварке тепло, идущее на расплавление металла изделия и электрода, выделяется под воздействием электрического тока, проходящего через шлак. Сварка осуществляется, как правило, при вертикальном расположении свариваемых деталей и с принудительным формированием металла шва.
Свариваемые детали собираются с зазором. Для предотвращения вытекания жидкого металла из пространства зазора и формирования сварного шва по обе стороны зазора к свариваемым деталям прижимаются охлаждаемые водой медные пластины или ползуны. По мере охлаждения и формирования шва ползуны перемещаются снизу вверх.
При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи. При некоторых видах сварки процесс получения металлической связи сопровождается нагревом свариваемых деталей до пластического состояния или до оплавления свариваемых поверхностей.
Согласно ГОСТ 19521-74 сварка металлов классифицируется по физическим, техническим и технологическим признакам.
Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический и механический.
Вид сварки объединяет сварочные процессы по виду источника энергии, непосредственно используемого для образования сварного соединения.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, ионно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная и литейная.
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления, а именно: контактная, диффузионная, индукционно-прессовая, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, термитно-прессовая и печная.
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно: холодная, взрывом, ультразвуковая, трением и магнитоимпульсная.
Классификация видов сварки металлов по техническим признакам. К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса и степень механизации сварки.
По способу защиты металла различают сварку в воздухе, вакууме, защитных газах, под флюсом, по флюсу, в пене и с комбинированной защитой. В качестве защитного газа могут применяться активные газы (углекислый, азот, водород, водяной пар и смесь активных газов), инертные газы (аргон, гелий и смесь аргона с гелием), а также смесь инертных и активных газов. Защита расплавленного металла в зоне сварки может быть струйной или в контролируемой атмосфере. Струйная защита газом расплавленного металла, осуществляемая только со стороны сварочной дуги, называется односторонней, защита со стороны сварочной дуги и корня шва - двусторонней.
По непрерывности процесса виды сварки бывают непрерывные и прерывистые; по степени механизации виды сварки подразделяются на ручные, механизированные, автоматизированные и автоматические.
Классификация видов сварки металлов по технологическим признакам. По технологическим признакам сварка подразделяется на дуговую, электрошлаковую, электроннолучевую, плазменно-лучевую, световую, газовую, контактную, диффузионную, печную, холодную и ультразвуковую.
Характеристика основных видов сварки*
Автоматическая сварка под флюсом. Сущность процесса состоит в том, что сварочная дуга 2 горит между электродной проволокой 1 и свариваемым изделием 9 под слоем сыпучего флюса 6.
Теплотой дуги расплавляются основной металл, сварочная проволока и флюс. Проволока в зону горения дуги подается механически, а автомат с помощью электродвигателя движется вдоль свариваемых кромок, такой процесс сварки называется автоматическим; если же механизирована только подача проволоки, то это – механизированная сварка под флюсом. Расплавляясь, флюс образует флюсогазовый пузырь 3 и жидкий шлак 5.
Расплавленный металл 4 в процессе охлаждения кристаллизуется с образованием сварного шва 8. Почти одновременно с кристаллизацией расплавленного металла твердеет расплавленный флюс - жидкий шлак, образуя шлаковую корку 7 (рис. ). Давление в газовом пузыре составляет 5-9 г/см3 (0,5-0,9 кПа). Если в процессе сварки дуга вырывается наружу, то это указывает на недостаточный слой флюса. Разновидности сварки под флюсом представлены на рис. 2, при этом виде сварки достигается высокая производительность труда и обеспечивается получение равнопрочного шва с основным металлом.

Рис. Схема процесса автоматической сварки под флюсом:
1 - электрод, 2 - сварочная дуга, 3 - флюсогазовый пузырь, 4 - расплавленный
металл, 5 - жидкий шлак, 6 - флюс, 7 - шлаковая корка, 8 - сварной шов, 9 -
свариваемое изделие
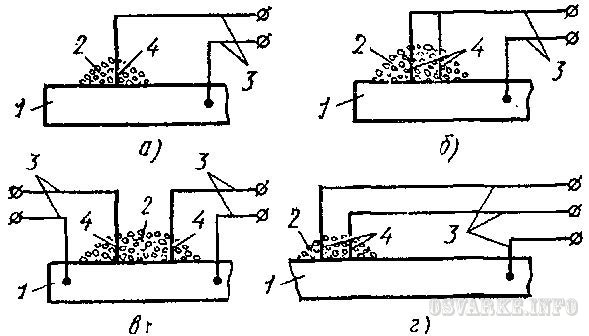
Рис. Разновидности сварки под флюсом:
а - однодуговая, б - однодуговая с расщепленным электродом, в - двухдуговая, г - трехфазной дугой;
1 - свариваемое изделие, 2 - флюс, 3 - сварочные провода, подводящие сварочный ток от источника питания к сварочной дуге, 4 - электрод
Электрошлаковая сварка. Сущность процесса заключается в следующем. В начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает - шунтируется, а ток, проходя по электропроводному расплавленному шлаку, выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки. Расплавленный металл сварочной ванны, кристаллизуясь образует сварной шов (рис., б).
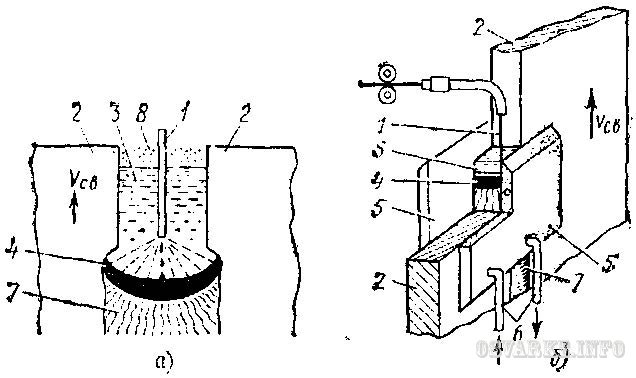
Рис. Схема электрошлаковой сварки:
1 - электрод, 2 - свариваемый металл, 3 - расплавленный флюс - электропроводный шлак, 4 - расплавленный металл, 5 - медные ползуны, 6 - подача воды для охлаждения ползунов, 7 - сварной шов, 8 - флюс; Vсв - скорость сварки
Практически этот процесс (рис. , а) происходит между кромками основного металла 2, которые располагаются вертикально с большим зазором. Для формирования шва, т. е. для удержания расплавленного металла сварочной ванны, по обе стороны соединения устанавливаются медные ползуны 5, охлаждаемые водой. В зону сварки подается электродная проволока 1, которая под слоем флюса 8 и возбуждает горение сварочной дуги.
Преимущества этого вида сварки:
возможность сварки за один проход металла большой толщины;
не требуется удаление шлака и настройки режима сварки для выполнения последующего прохода, как это делается при других видах сварки;
возможность выполнения сварки без разделки кромок и исключение разбрызгивания металла;
возможность использования для сварки практически неограниченного количества электродов (проволок);
исключение термической обработки сварного шва при сварке сталей, склонных к образованию усадочных трещин;
высокая производительность и экономия флюса.
Недостатки этого вида сварки:
возможность сварки металла толщиной не менее 16 мм;
сварка практически возможна только в вертикальном положении;
возможно образование неблагоприятных структур за счет термической обработки шва и зоны термического влияния.
По виду электрода электрошлаковая сварка делится на сварку проволочным, пластинчатым электродом и плавящимся мундштуком; по наличию колебаний электрода - без колебаний и с колебаниями электрода; по количеству электродов с общим подводом сварочного тока - на одноэлектродную, двухэлектродную и многоэлектродную.
Газовая сварка основана на плавлении свариваемого и присадочного металлов высокотемпературным газокислородным пламенем. В качестве горючего для сгорания в кислороде применяют ацетилен, водород, пропан-бутановую смесь, пары керосина, бензина, городской, природный, светильный, нефтяной, коксовый и другие газы.
Световая сварка по виду источника света подразделяется на солнечную, лазерную и искусственными источниками света. В практике пока в основном находит применение только лазерная сварка. Этот вид сварки основан на применении специального светового луча, который плавит металл. Для получения сильного светового луча используют лазерные установки.
Термитная сварка состоит в том, что свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит - порошкообразную смесь алюминия с железной окалиной. При горении термита развивается высокая температура (более 2000ºС), образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий и заполняет зазор, образуя сварной шов.
Контактная сварка. При этом виде сварки место соединения разогревается и расплавляется теплотой, выделяемой при прохождении электрического тока через контактируемые места свариваемых деталей; при приложении в этом месте сжимающего усилия образуется сварное соединение. По форме сварного соединения различают точечную, шовную, стыковую, рельефную, шовно-стыковую контактную сварку и сварку по методу Игнатьева. Точечная сварка в свою очередь разделяется на одно-, двух- и многоточечную.
Стыковая сварка по характеру протекания процесса делится на сварку с прерывистым и непрерывным оплавлением и сварку сопротивлением. Контактная сварка может выполняться постоянным, переменным и пульсирующим током. По виду источника энергии контактная сварка подразделяется на конденсаторную, аккумуляторную, энергией, накопленной в магнитном поле и в мотор-генераторной системе.
Диффузионная сварка осуществляется за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации.
Газопрессовая сварка основана на нагревании концов стержней или труб по всей длине окружности многопламенными горелками до пластического состояния или плавления и последующего сдавливания стержней внешним усилием.
Ультразвуковая сварка основана на совместном воздействии на свариваемые детали механических колебаний ультразвуковой частоты и небольших сжимающих усилий.
Сварка трением. При вращении одного из стержней и соприкосновении его торца с торцом закрепленного стержня концы стержней разогреваются и с приложением осевого усилия свариваются.
Холодная сварка основана на способности срастания кристаллов металла при значительном давлении.
Индукционно-прессовая сварка. Этот вид сварки основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
2вопрос.Сварные соединения и швы.
Классификация сварных соединений
Неразъемное соединение, выполненное сваркой, называется сварным соединением.
В зависимости от взаимного расположения в пространстве соединяемых металлических деталей различают виды соединения: стыковое, тавровое, угловое и нахлесточное.
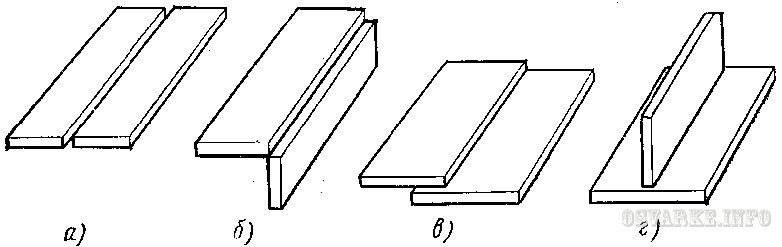
Рис. Виды соединений металла: а - стыковое, б - угловое, в - нахлесточное, г -
тавровое
Стыковые сварные соединения (рис., а). В этих соединениях свариваемые элементы располагаются в одной плоскости или на одной поверхности. ГОСТ 5264-80 устанавливает 32 вида стыковых сварных соединений, которые обозначаются CI, С2, СЗ, С4 и т. д. Стыковые сварные соединения наиболее распространены и применяются при изготовлении стальных колонн, балок, горизонтальных, вертикальных и шаровых резервуаров, трубопроводов, доменных и цементных печей, газоходов, городских и магистральных газопроводов и железобетонных конструкций. Эти соединения широко встречаются в сварных машиностроительных конструкциях, а также при изготовлении самолетов, ракет, судов и т. д.
Угловые сварные соединения (рис., б). Сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев, называется угловым.
Угловые сварные соединения, условно обозначаемые в ГОСТ 5264-80 У1, У2, У4 и т. д., встречаются в стальных колоннах, балках, фермах и резервуарах. Они особенно распространены в машиностроительных конструкциях, баках, котлах и трубопроводах.
Тавровые сварные соединения (рис. в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название - тавровое).
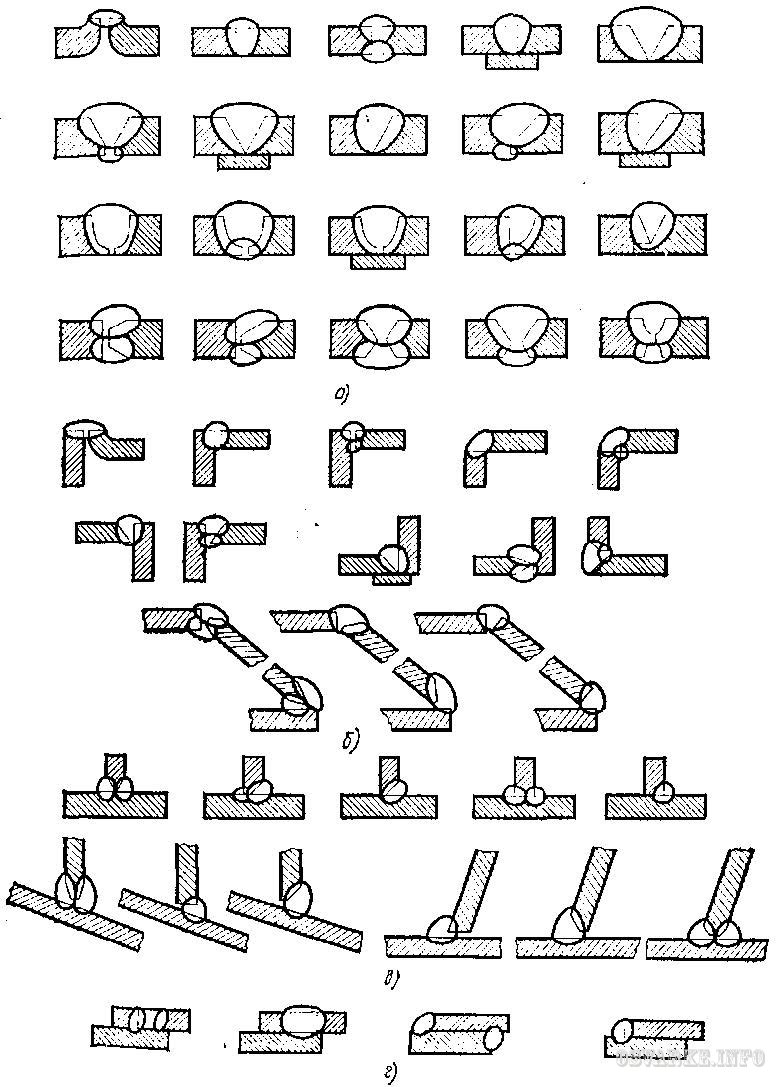
Рис. Виды сварных соединений; а - стыковые, б - угловые, в - тавровые, г -
пахлесточные
Тавровые сварные соединения, условно обозначаемые Т1, ТЗ, Т6 и т. д., встречаются в стальных колоннах, балках, фермах, вертикальных резервуарах, машиностроительных и самолетных конструкциях, ракетах и судах и т. д.
Нахлесточные сварные соединения (рис. г). Соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга, называется нахлесточным. Величина перекрытия должна быть в пределах 3-240 мм и зависит от толщины свариваемого металла. Эти сварные соединения встречаются при изготовлении мачт, ферм, горизонтальных цилиндрических резервуаров, вертикальных цилиндрических резервуаров, различного рода баков. Нахлесточные сварные соединения обозначаются HI и Н2 и могут быть как с односторонним, так и с двусторонним швами.
Классификация сварных швов
Сварные швы классифицируются по следующим основным признакам. По виду сварного соединения различают швы стыковые и угловые. Швы, расположенные в стыковых сварных соединениях, называются стыковыми, расположенные в тавровых, угловых и нахлесточных соединениях - угловыми.
По положению, в котором выполняется сварка, сварные швы бывают: «в лодочку», нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные .
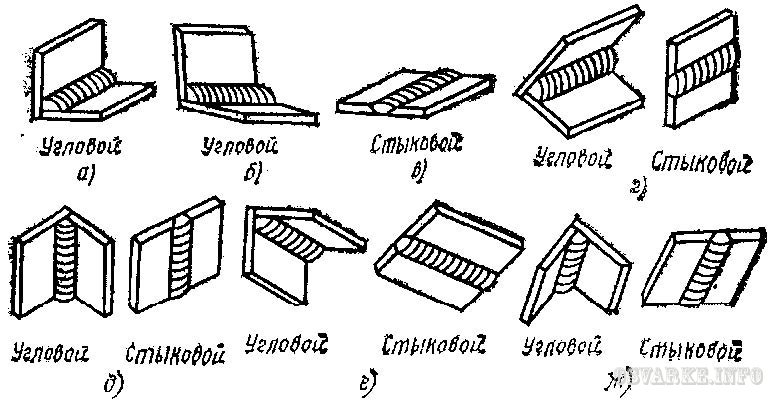
Рис. Классификация сварных швов по расположению в пространстве:
а - нижнее «в лодочку», б - нижнее угловое, в - нижнее стыковое, г -
горизонтальное, д - вертикальное, е - полупотолочное, ж - потолочное
По конфигурации швы сварных соединений бывают прямолинейными, кольцевыми и криволинейными; по протяженности - сплошные и прерывистые. Сплошные швы в свою очередь делятся на короткие, средние и длинные.
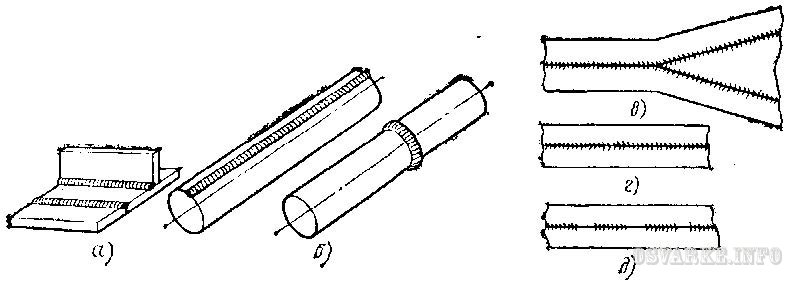
Рис. Классификация сварных швов по конфигурации и протяженности:
а - прямолинейные, б - кольцевые, в - криволинейные, г - сплошные, д -
прерывистые
По применяемому виду сварки швы сварных соединений разделяются на швы ручной дуговой сварки, швы автоматической и механизированной сварки под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, швы электрозаклепочные, швы контактной электросварки, швы газовой сварки, швы паяных соединений.
По способу удержания расплавленного металла во время сварки швы сварных соединений делятся на швы, выполненные без подкладок и подушек, на съемных и остающихся стальных подкладках, на медных, флюсомедных, керамических и асбестовых подкладках, а также флюсовых и газовых подушках.

Рис. Схема выполнения швов:
а - на подкладках, б - на флюсовой подушке, в - с поддувом газа, г - на весу; 1 - медная съемная подкладка, 2 - стальная остающаяся подкладка, 3 - асбестовая подкладка, 4 - флюс, 5 - брезент, 6 - металлический короб, 7 - шланги для подачи воздуха, 8 - сварной шов, 9 - свариваемое изделие
По количеству наложения слоев и валиков сварные швы бывают: односторонние, двусторонние, многослойные и многослойные многопроходные.
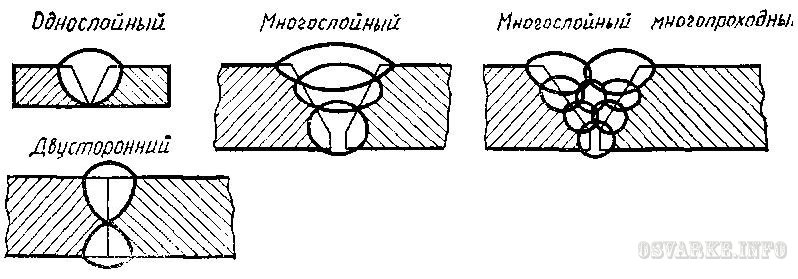
Рис. Классификация сварных швов по количеству наложения слоев и валиков
По применяемому для сварки материалу швы сварных соединений подразделяются на швы соединения углеродистых и легированных сталей, швы соединения цветных металлов, швы соединения биметалла, швы соединения винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы сварных соединений могут быть под острым или тупым углом, под прямым углом, а также располагаться в одной плоскости.
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые.

Рис.Классификация швов по действующему на них усилию:
а - фланговый, б - лобовой, в - комбинированный, г - косой
По объему наплавленного металла различают нормальные, ослабленные и усиленные швы.
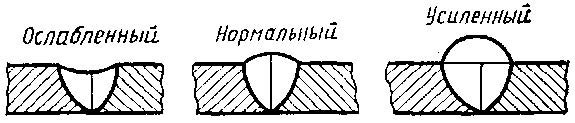
Рис. Классификация швов по объему наплавленного металла
По форме свариваемой конструкции швы сварных соединений выполняются на плоских и сферических конструкциях, по расположению на изделии различают швы продольные и поперечные.
IV . Закрепление нового материала.
Фронтальный опрос:
1. Что называется сваркой и какие основные два вида сварки вы знаете?
2. Расскажите о сущности сварки плавлением и сварки давлением.
3. Расскажите о новых видах сварки.
4. Что вы знаете о применении газовой сварки?
5. Что вы знаете о контактной сварке и ее достоинствах?
6. Назовите основные виды сварки плавлением.
7. Что вы знаете о механизированных способах сварки?
8. Каковы особенности автоматической сварки?
1.Отмечает, все ли обучающиеся в равной степени справились с заданием.
2.Анализирует работу обучающихся
3.Определяет степень достижения целей, задач занятия.
4.Останавливается на вопросах, которые надо доработать.
Самоанализ работы обучающихся:
Обучающимся предлагается рефлексивная карта, на основании которой они анализируют свою работу на уроке и выставляют себе отметку, вписывая в карту свою фамилию в соответствующей колонке.
- Какие знания вы приобрели сегодня на уроке? Какие компетенции формировали?( самостоятельно приобретали знания, изучая неадаптированные тексты по теме урока, анализировали их, трансформируя в схемы; работая в подгруппах, учились взаимодействовать друг с другом, оказывать помощь, вырабатывать собственную точку зрения).
-Что нового узнали для себя? Что вас озадачило, удивило, огорчило? -Как вы оценили свою работу на уроке?
Заполнение рефлексивной карты обучающегося (см.урок№1)
Преподаватель оценивает обучающихся с мотивацией
У1.Домашнее задание.
Ø конспект
Ø Заполнить глоссарий терминов.
Ø Подготовиться к словарному диктанту
Рабочие листы
к вашим урокам
Скачать
6 671 638 материалов в базе
Настоящий материал опубликован пользователем Подлепина Наталия Алексеевна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Удалить материал
Ваша скидка на курсы
40%
Курс профессиональной переподготовки
500/1000 ч.

Курс профессиональной переподготовки
300/600 ч.

Курс профессиональной переподготовки
600 ч.

Курс профессиональной переподготовки
300/600 ч.






















Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.