














- 06.05.2022
- 365
- 2
Министерство образования и науки ЛНР
Государственное бюджетное образовательное учреждение
Среднего профессионального образования
Луганской Народной Республики
«Краснолучский колледж технологии строительства и прикладного искусства»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
урока производственного обучения
Тема урока: «Сварка неповоротных стыков труб"
Профессия: «Сварщик (ручной и частично механизированной сварки (наплавки)»
Разработала:
мастер производственного обучения
Ткаченко Л. И.
2021 г.
Данная методическая разработка содержит следующие методы и формы работы:
Наглядный показ (демонстрация) мастером выполнения неповоротных стыков труб применяется в совокупности со словесными и практическими методами обучения – это работа в парах (взаимообучение и взаимоконтроль), совместная работа мастера производственного обучения и обучающегося. Разработка может использоваться мастерами производственного обучения при изучении обучающимися профессионального модуля ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом.
Взаимообучение и взаимоконтроль в процессе учебной практики позволяет мастеру во время урока уделять больше времени на осуществление контроля за качеством выполнения заданий обучающимися, степенью их активности и самостоятельности, умения применять теоретические знания на практике.
РАССМОТРЕНО
на заседании методической комиссии
«Техники и технологии строительства»
от «____» 2021 г.
председатель методической комиссии
___________ Н.П.Василенко
Тема программы: «Ручная дуговая сварка различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва»
Тема урока: «Сварка неповоротных (операционных) стыков труб»
Проверяемые профессиональные и общие компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва;
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва;
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей;
ПК 2.4. Выполнять дуговую резку различных деталей.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
Цель урока:
l. Обучающая цель:
1. Сформировать умения и навыки в выполнении сварки неповоротных стыков труб.
Задачи:
- продемонстрировать технику выполнения неповоротных стыков труб;
- подвести обучающихся к системному анализу изученного материала и закреплению знаний по ранее изученным темам;
- научить обучающихся применять на практике в процессе выполнения заданий, ранее изученные знания и умения
ll. Развивающая цель:
1. Способствовать технологическому мышлению при выполнении сварочных работ самостоятельно.
2. Закрепление знаний обучающихся, выработать практические навыки и умения по организации рабочего места и безопасных приемов труда
Задачи:
- обобщать изученный материал и применять его на практике;
- развивать познавательные процессы (внимание, воображение, память)
lll. Воспитательная цель:
1. Стимулировать потребность в формировании ответственности, аккуратности и точности в работе.
Задачи:
- воспитывать трудовую дисциплину (ответственность, добросовестность, инициативность);
- воспитывать бережному отношению к инструменту, оборудованию, экономному отношению к электроэнергии, к сварочным материалам
Тип урока: урок изучения трудовых приемов и навыков при выполнении сварки неповоротных стыков труб.
Методы обучения:
- наглядно-демонстрационный;
- практический
Место проведения занятий: электросварочная мастерская
Дидактическое оснащение: плакаты, инструкционно – технологические карты, по детальные образцы соединений из труб
Материально-техническое оснащение: сварочный пост электросварщика, трубы из углеродистой стали, электроды марки АНО –124, АНО-4, МР-3
Основной инструмент: электрододержатель.
Вспомогательный инструмент: молотки, зубило, металлические щетки, плоскогубцы, измерительные линейки, шаблоны.
Защитные средства: маски, очки с прозрачными стеклами, спецодежда.
План урока
Объявление темы урока и цели урока.
1. Организационная часть (5 мин.):
- проверка списочного состава обучающихся;
- проверка внешнего вида;
- проверка организации сварочного поста;
- распределение обучающихся по рабочим местам (кабинам);
- назначение дежурных.
2. Вводный инструктаж ( 30 мин.) :
Мотивация учебной деятельности
а). Повторение ранее изученного материала:
1. Требования к организации рабочего места сварщика.
2. Как подготавливают поверхность металла под сварку?
3. Какие условия требуются для получения высокого качества шва?
4. Какими параметрами задается режим сварки, охарактеризовать их?
5. Назовите виды дефектов, причины их возникновения и способы предупреждения возникновения дефектов.
б). Правила техники безопасности:
Приступая к соединению неповоротных стыков труб, нужно знать, что работы такого типа имеют высокий уровень опасности. Поэтому необходимо выполнять определенные требования.
Требования безопасности перед началом работы
Перед началом работы обучающийся должен:
· осмотреть рабочее место;
· проверить надежность заземления корпуса электросварочного аппарата;
· убрать с рабочего стола посторонние и ненужные для работы предметы, убедиться в том, что вблизи места работы нет легковоспламеняющихся материалов и горючих жидкостей;
· внешним осмотром и на слух проверить исправность сварочного оборудования;
· включить вентиляцию.
Требования безопасности во время работы
При выполнении работ нужно следить за тем:
· чтобы руки, обувь и одежда всегда были сухими;
· необходимо работать исправными инструментами и приспособлениями;
· рукоятка электрододержателя должна быть изготовлена из огнестойкого изолирующего материала;
· обучающийся - электросварщик, не имеет права самостоятельно подключать к электрической сети сварочные трансформаторы и другое сварочное оборудование. Подключение оборудования входит в обязанности электромонтера;
· свариваемой детали необходимо придать устойчивое положение с помощью специальных приспособлений;
· не разрешается смотреть на сварочную дугу без защитной маски со светофильтром;
· в качестве обратного провода сети заземления нельзя использовать металлические строительные конструкции здания, коммуникации и любое техническое оборудование;
· при смене электродов для огарков использовать металлический ящик;
· при кратковременных перерывах в работе не разрешается класть электрододержатель на землю или пол. Его необходимо повесить на специальный штатив;
· при зачистке поверхностей свариваемого изделия или удалении с наплавленного металла слоя шлака следует пользоваться защитными очками. Напильники для зачистки должны быть в исправном состоянии с хорошо насаженными ручками;
· не разрешается оставлять без присмотра сварочный аппарат, включенный в сеть.
Требования безопасности по окончании работы
По окончании работы необходимо:
· отключить сварочный аппарат от сети;
· отсоединить провод с электрододержателем от сварочного оборудования и убрать их;
· привести в порядок рабочее место и принять меры по предупреждению возникновения очага пожара;
· убрать защитные средства;
· выключить вытяжную вентиляцию;
· об окончании работы следует поставить в известность мастера производственного обучения.
в). Изложение нового материала: «Техника ручной дуговой сварки неповоротных стыков труб из низкоуглеродистой стали».
Перед сваркой нужно подготовить детали труб к сварке.
Подготовку металлов ведут в следующей последовательности:
1. Правка.
2. Очистка от грязи, ржавчины, коррозии.
3. Очистка от жирных пятен.
4. Выполнение необходимых слесарных работ: правка, разметка, гибка, рубка, резка и другие.
5. Обработка кромок.
6. Сборка деталей под сварку.
Для правки, свариваемых концов труб, применяют различные приспособления механического, гидравлического и пневматического типов. Большое распространение получили расширители, состоящие из гидравлического домкрата с радиальными колодками, вставленными внутрь трубы. С помощью ручного насоса повышают давление в цилиндре домкрата, в результате чего колодки раздвигаются и, упираясь в стенки трубы, выпрямляют их.
Если металл, идущий на изготовление сварных соединений (неповоротных стыков труб), загрязнён или ржавый (коррозия), то его нужно предварительно очистить. Загрязнения, ржавчина, краска мешают зажиганию сварочной дуги, попадают в сварочную ванну и приводят к возникновению дефектов.
Очистку свариваемых кромок производят следующим образом. Масло, праймер и органические покрытия удаляют бензином или специальным растворителем. Очистку от грязи и коррозии проводят с помощью стальных щёток или абразивных кругов.
Сборка стыков под сварку заключается в совмещении кромок труб таким образом, чтобы совпадали поверхности свариваемых труб. Зазор между кромками должен быть одинаковый по всему контуру свариваемого шва.
Кромки под сварку готовят на заводах-изготовителях труб. При отсутствии скоса кромок необходимо снять фаску резцом или резаком-труборезом.
Металлы толщиной до 5 мм свариваются без скоса кромок.
Стыки соединений по мере сборки закрепляют прихватками – короткими сварными швами с поперечным сечением до 1/3 поперечного сечения полного шва. Прихватки выполняют теми же электродами, что и сварку изделия, для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения. Прихватка труб (для труб диаметром до 100 мм прихватки выполняют в двух взаимно противоположных местах, длина прихваток 2 – 2,5 толщины стенки трубы, 0,4 – 0,5 мм толщины стенки).
Не удаляемые при сварке прихватки должны выполняться сварщиками, которые впоследствии будут сваривать прихваченные соединения. Прихватки препятствуют перемещению деталей, что может привести к трещинам в прихватках при охлаждении. Чем больше толщина свариваемых труб, тем больше растягивающая усадочная сила в прихватках и больше возможность образования трещин. Поэтому сборку на сварочных прихватках применяют для изделий небольшой толщины (до 6-8 мм).
Проверка точности сборки производится шаблонами или щупами
(рис. 2).
а) – смещения кромок;
б) – зазора между трубами встык при сварке


а) шаблоном б) щупом
Рисунок 1. Инструмент для проверки качества сборки:
Непосредственно перед сваркой собранные стыки подлежат обязательному осмотру и при необходимости дополнительному исправлению дефектов сборки и очистки.
Перед показом выполнения сварки неповоротных (операционных) стыков труб мастер напоминает, что сварка неповоротных стыков труб ведется в нижнем, полувертикальном и вертикальном положениях (рис. 2)

Рис. 2. Неповоротный (операционный) стык из труб
После проведения подготовительных работ по сборке деталей труб, выбора режима сварки, проверки, наладки и настройки оборудования, подсоединения сварочного кабеля к источнику питания и электрододержателю, подсоединения защитного заземления и обратного кабеля к детали сварщик приступает к работе.
Первая операция для выполнения сварки неповоротного (операционного) стыка – вырезание отверстия (рис. 3) в собранных стыках труб.
 |
Рис. 3. Подготовка отверстия для выполнения сварки операционного шва
После подготовки отверстия для выполнения
операционного шва, сварщик выполняет вертикальные и полувертикальные швы снизу
вверх внутри и снаружи соединения. При сварке снизу вверх (рис. 4) дугу
возбуждают в нижней точке соединения, и после образования ванночки
расплавленного металла электрод отводят немного вверх и в сторону. Дуга при
этом должна быть направлена на основной металл. Расплавленный металл при отводе
электрода вверх затвердевает, образуя «полочку», на которую наплавляют и которая
удерживает последующие капли металла при движении электрода вверх. Электрод
рекомендуется наклонять вверх под углом 20-25º к горизонту.

Рис. 4. Схема техники выполнения сварки вертикальных швов на подъем:
а) - зажигание дуги, б) - образование сварочной ванны, в) - движение электрода
вверх.
Вертикальные швы выполнять
значительно труднее, чем нижние, так как в первом случае расплавленный металл
под действием силы тяжести стремится вытечь из сварочной ванны. Вертикальные
швы следует выполнять током на 10-15% меньшим, чем при выполнении швов в нижнем
положении, и короткой дугой. Используемые для наложения вертикальных швов
электроды должны иметь «короткие» шлаки. При выполнении вертикальных швов, как
и при выполнении швов в нижнем положении, получают узкие и широкие валики.
Движение электрода при наплавке узких валиков в вертикальном положении приводится
на рис. 5., а широких – на рис.6.
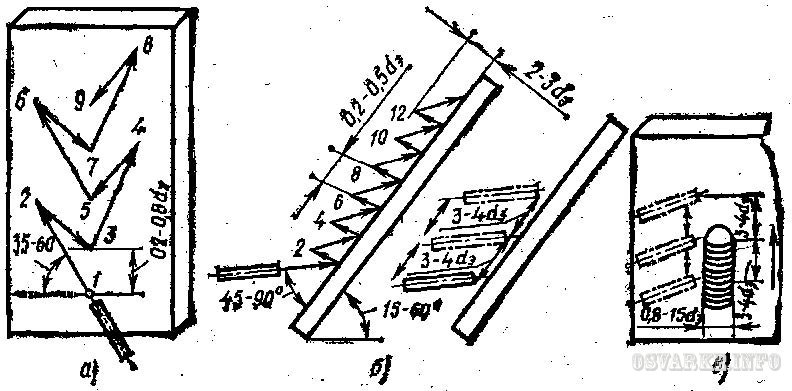
Рис. 5. Движение электрода ври наплавке узких валиков при наклонном положении:
а) - по траектории острого угла, б) - лесенкой, чередуя приближение электрода к
поверхности пластины с последующим отводом его, в) - перемещение электрода 3-4
диаметра электрода вверх вдоль пластины и последующее возвращение его к
сварочной ванне (цифрами отмечены точки изменения направления электрода)

Рис. 6. Схема движения электрода при выполнении широких валиков при сварке
стыковых соединений в вертикальном положении.
Обратить внимание, что длина дуги при сварке должна быть в пределах (0,5…1.2) dэ,
где dэ – диаметр электрода, мм.
Длина дуги оказывает большое влияние на качество сварного шва и его форму. При длинной дуге возникают дефекты в сварном шве, повышается разбрызгивание электродного и основного металла.
Обратить внимание, что скорость движения электрода зависит от величины тока, диаметра электрода и положения шва в пространстве. Правильно выбранная скорость перемещения электрода вдоль оси шва обеспечивает требуемую форму и качество шва.
При большой скорости перемещения электрода основной металл не успевает проплавиться, вследствие чего, образуется недостаточная глубина проплавления свариваемого металла (непровар). Недостаточная скорость перемещения электрода приводит к перегреву и прожогу металла. Правильно выбранная скорость продольного движения электрода вдоль оси шва позволяет получить его ширину на 2 – 3 мм больше, чем диаметр электрода.
Для образования уширенного шва (рис. 6). Электроду сообщают поперечные колебательные движения, с постоянной частотой и амплитудой колебания, совмещенные с поступательным движением электрода вдоль оси шва и оси электрода.
Поперечные колебательные движения электрода разнообразны
и определяются формой, размерами, положениями шва в пространстве и навыком сварщика. В процессе колебания электрода обеспечивает лучший провар по краям. Одинаковая ширина валика достигается одинаковыми поперечными колебаниями. Ширина однопроходного шва при сварке должна быть (2… 4) dэ.
Важно заплавлять кратеры шва по окончании сварки, частыми отрывами электрода от шва. Перекрывать предыдущий шов новым швом при отрыве дуги, при этом шлак со шва в месте обрыва дуги на расстоянии 15мм нужно сбивать.
После выполнения шва внутри трубы, нужно вырезать крышку и закрыть вырезанное отверстие в трубе.
Порядок приваривания крышки операционного шва следующий:
1. Сначала нужно приставить крышку к трубе и прихватить сваркой в нескольких местах (рис.6);
2. Затем можно приступать к обвариванию крышки;
3. При сварке рекомендуется электрод наклонять углом назад.


а) б)
Рис.6. Приваривание крышки операционного шва.
а) - прихватка крышки, б) – заваривание крышки.
в) закрепление нового материала:
1. Какие швы называются ниточными?
2. Какие вы знаете манипуляции электродом?
3. Как влияет длина дуги на качество шва?
4. Как влияет скорость движения электрода на качество шва?
5. Как заваривают кратеры в сварных швах?
Рис. 5. По
Мастер производственного обучения обращает внимание обучающихся на возможные дефекты, которые могут возникнуть при выполнении наплавки валиков на пластину, причины их возникновения и способы их устранения:
подрезы это углубления (канавки) в месте перехода основного металла к металлу сварного шва. Подрезы – опасные дефекты, которые могут возникнуть, когда ведется сварка при большой величине силы сварочного тока и слишком медленном перемещении электрода. Подрезы устраняются наплавкой тонких (ниточных) швов электродами малых диаметров.
прожоги образуются в результате большой величины сварочного тока и при неравномерной скорости сварки. Удалить участок пережога и заварить вновь.
непровары это несплавление между отдельными валиками, основным и наплавленным металлом и незаполнение металлом расчетного сечения шва. Вырубить дефектное место и заварить вновь.
трещины возникновение трещин связано с химическим составом основного и наплавленного металла, а так же со скоростью охлаждения сварного соединения – удалить наплавленный металл на всю длину трещины, засверлить концы трещины, заварить вновь место дефекта.
газовые поры образуются в шве вследствие перенасыщения расплавленного металла сварочной ванны газами. Они могут быть внутренними и наружными. Могут быть одиночными, групповыми либо располагаться цепочкой – разделать шов в месте дефекта и заварить вновь.
неметаллические включения представляют собой загрязнение металла. Это чаще всего шлаки, не успевшие всплыть на поверхность металла в процессе кристаллизации – разделать шов в месте дефекта и заварить вновь.
г) подведение итогов вводного инструктажа и выставление оценок: мастер характеризует ответы каждого обучающегося на вводном инструктаже, указывает на ошибки в ответах, выставляет оценки за работу, акцентирует внимание обучающихся на недопустимось нарушения требований охраны труда.
е) показ образцов сборки неповоротных стыков труб;
ж) индивидуальный показ сварки неповоротных стыков труб:
Перед выполнением предстоящих заданий мастер для всей группы показывает, как надо выполнять задания, рассказывает о требованиях к поверхности свариваемого металла. Если обучающимся понятна техника выполнения предстоящего задания, мастер предлагает им приступить к его выполнению, предварительно обратив их внимание на необходимость правильной организации рабочего места и строгого соблюдения правил техники безопасности, а также о необходимости применения инструкционно – технологических карт при выполнении заданий для того, чтобы выполнять технологические операции в нужной последовательности.
Инструкционно – технологическая карта
Сварка неповоротных (операционных) стыков труб
|
№ п/п |
Наименование операции |
Применяемое оборудование, инструмент |
примечание |
|
1 |
2 |
3 |
4 |
|
1 |
Подготовительные операции: а) очистить поверхность металлической пластины от ржавчины, окалины, масел и т.п.; б) при повышенных требованиях к качеству наплавленных швов использовать обезжиривающие растворы.
|
Проволочной металлической щеткой или щеткой, насаженной на дрель |
Раствор для обезжиривания 5% водный раствор едкого натрия. Выдержка 1-2 мин. и промывка теплой водой. |
|
2 |
Установка труб под сварку: установить трубы на стол в зоне действия вытяжной вентиляции |
|
|
|
3 |
Выбор режима сварки: а) марка электрода АНО- 124, МР-3; б) диаметр электрода – 3-4 мм; в) сила тока 120-150 А; г) род тока – переменный или постоянный; д) при постоянном токе – прямая полярность; е) число слоев в шве - один
|
сварочный трансформатор сварочный выпрямитель |
|
|
4 |
Выполнить прихватки на трубах с двух сторон, длина прихватки 15÷20 мм. Затем установить собранные трубы в горизонтальном положении, вырезать отверстие (окно) для выполнения шва внутри трубы. Швы накладывать способом: снизу вверх (на подъем) снаружи и внутри трубы. При этом дугу возбуждают в нижней точке соединения (рис. а), а когда образуется сварочная ванна (рис. б) перемещают слегка вверх и потом в сторону. Дуга должна ориентироваться на основной металл. Благодаря такой методике расплавленный металл при отведенном электроде успевает затвердеть и образовать своеобразную полочку (площадку), которая при движении электрода вверх станет опорой для последующих капель расплавленного металла и не позволит им стекать вниз. Рекомендуемый угол, под которым следует наклонять электрод кверху, составляет 20–25° (рис. в). |
электрододержатель
|
Предварительно электроды просушить в сушильном шкафу
|
|
5 |
Окончание сварки: а) кратер шва тщательно заплавить, частыми отрывами электрода от шва; перекрыть предыдущий шов новым швом при обрыве дуги, при этом шлак со шва в месте обрыва дуги на расстоянии 15мм нужно сбивать; б) после остывания шва оббить шлак |
Электрододержатель, молоток –шлакоотделитель, зубило |
Внимание! Одеть очки. |
|
6 |
Приваривание крышки операционного шва: а) вырезать крышку; б) приставить крышку к трубе и прихватить сваркой в нескольких местах; в) обварить крышку (электрод располагать углом назад) |
Электрододержатель, молоток –шлакоотделитель, зубило |
|
4. Текущий инструктаж
з) выдача практических заданий:
1. Организация рабочего места и требования безопасности при выполнении сварки неповоротных (операционных) стыков труб.
2. Очистка поверхностей труб под сварку от грязи, ржавчины, краски и других загрязнений.
3. Выбор режима сварки:
- в зависимости от марки свариваемого металла и его толщины выбрать тип и марку электрода;
- в зависимости от положения сварки и толщины металла, выбрать диаметр электрода:
при нижнем положении сварки диаметр электрода можно определить, руководствуясь соотношением между диаметром электрода и толщиной свариваемого металла, в таблице (табл. 1).
Табл.1. Зависимость диаметра электрода от толщины свариваемого металла
|
Толщина свариваемого металла, мм |
1 - 2 |
3 |
4 - 5 |
6 - 12 |
13 и более |
|
Диаметр электрода, мм |
1,5 - 2 |
3 |
3 - 4 |
4 - 5 |
5 и более |
Силу сварочного тока можно определить для сварки приближенно по формуле, а затем уменьшить ее на 10 – 15% при сварке в вертикальном положении:
Iсв=Кdэ,
Где Iсв – сила тока, А; К – коэффициент, А/мм, принимаемый в зависимости от диаметра электрода, мм (табл.2):
Табл.2. Зависимость коэффициента от диаметра электрода
dэ, мм . . . . . . . . 1 – 2 3 – 4 5 – 6
К, А/мм . . . . . 25 – 30 30 – 45 45 – 60
Род тока и полярность определяют в зависимости от марки свариваемой стали.
4. Выявление дефектов в соединении наружным осмотром, контроль на соответствие геометрическим размерам, устранение дефектов.
Проверка качества выполненного сварного соединения: выполненные швы не должны иметь пор, раковин, шлаковых включений, валики должны быть прямыми, иметь хорошо заваренные кратеры и иметь заданные размеры, которые определяют измерительной линейкой и измерителями швов и шаблонами.
Целевые обходы:
· Проверка организации рабочего места.
· Проверка соблюдения правил техники безопасности.
· Проверка правильности выполнения процесса сварки и знания вводного инструктажа.
· Обход рабочих мест с целью оказания помощи обучающимся.
· Проверка правильности использования инструмента и оборудования.
· Проверка выполнения нормы времени.
· Проверка качества конечного результата труда.
4. Заключительный инструктаж:
1. Сообщение о достижении цели урока.
2. Показ лучших работ обучающихся и анализ их успехов.
3. Разбор совместно с обучающимися технических ошибок и характерных недостатков, допущенных при выполнении работ, указание путей их предупреждения и устранения.
4. Сообщение оценок за выполнение задания.
5. Рассмотрение случаев потерь рабочего времени, брака и анализ их причин.
6. Сообщение обучающимся темы следующего урока.
5. Выдача домашнего задания.
6. Уборка рабочих мест.
Домашнее задание:
1. Изучить чертеж схемы сборки труб и технологию выполнения работ;
2. Повторить материал о подготовке и сборке металла к сварке;
3. Повторить технику выполнения неповоротных стыков труб.
https://www.youtube.com/watch?v=bzC6ugfvsvU
Рабочие листы
к вашим урокам
Скачать
6 665 797 материалов в базе
Настоящий материал опубликован пользователем Ткаченко Лариса Игоревна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Удалить материал
Ваша скидка на курсы
40%
Курс профессиональной переподготовки
500/1000 ч.

Курс профессиональной переподготовки
300/600 ч.

Курс профессиональной переподготовки
300/600 ч.

Курс повышения квалификации
72/180 ч.



Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.