
















- 03.04.2017
- 1312
- 14
ГБПОУ «Чебаркульский профессиональный техникум»
Методические указания
к выполнению практических и лабораторных работы
по МДК 03.01 Теория обработки металлов давлением
для специальности 150412 Обработка металлов давлением
2016 г.
Лабораторная работа № 1
Тема : Получение наклепанного металла
Цель: 1. Освоение методики получения наклепанного металла
Оборудование: методические рекомендации
Выполнение работы
Данное упрочнение бывает двух видов. В случае если в металле произошли фазовые изменения, в результате чего образовались новые фазы, имеющие иной удельный объем, то такой процесс будет, соответственно, называться фазовым наклепом. А когда изменения кристаллической решетки произошли в результате воздействия каких-то внешних сил, то это будет деформационный. Он, в свою очередь, делится на центробежно-шариковый и дробеметный наклеп.
Так, при первом на обрабатываемую поверхность воздействуют шарики, которые располагаются на периферии обода и затем отбрасываются вглубь гнезда. Дробеструйное (дробометное) упрочнение достигается посредством кинетической энергии быстрого потока (его скорость достигает 70 м/с) круглой дроби диаметром в пределах от 0,4 до 2 миллиметров. Часто для этой цели используют чугунные, керамические, стальные элементы.
Разберемся в физике этого процесса. Если на металл производить некую нагрузку, которая будет превышать предел текучести, то при этом возникнут напряжения, а после снятия давления материал будет деформирован. В случае же повторного "нагружения" способность данного изделия к пластическим деформациям снизится, и его предел текучести повысится до значения возникших ранее напряжений. Материал, очевидно, станет прочнее. И тогда чтобы опять вызвать очередное изменение формы с остаточным изгибом, необходимо будет прикладывать более высокую нагрузку.
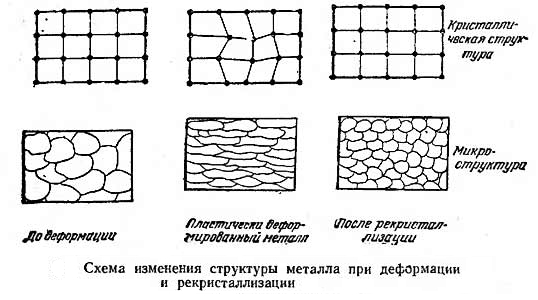
Вообще, пластическая деформация является следствием перемещения дислокаций. И пара движущихся дефектных линий в кристаллической решетке способна породить сотни новых, результатом этого является повышение предела текучести. Но такое явление значительно отражается на строении металла. Его решетка искажается, а беспорядочно ориентированные кристаллы поворачиваются осями наибольшей прочности вдоль направления деформации. И чем последняя окажется больше, тем заметнее будет увеличиваться степень структурированности, другими словами, все зерна станут ориентированы одинаково. При этом мнение, будто зерна измельчаются, весьма ошибочно, они только лишь деформируются, сплющиваются, но сохраняют площадь поперечного сечения.
Таким образом, наклеп металла представляет собой физический процесс, в результате которого изменяется кристаллическая структура материала, и металл становится более прочным, твердым, но в то же время и хрупким.
Самостоятельно выполнить задание.
Произвести наклеп металла пользуясь указаниями преподавателя.
По окончанию работы результаты предъявить преподавателю для просмотра и выставления оценки.
Практическая работа № 1
Тема : Расчет постоянства объема при обработке металлов давлением.
Цель: 1. Освоение методики расчета постоянства объема при обработке металлов давлением.
Оборудование: тетрадь, ручка методические рекомендации
ХОД РАБОТЫ
При обработке давлением, а в частности при прокатке, происходит уменьшение высоты, увеличение ширины и длины. Объем же металла не изменяется. Это явление называют законом постоянства объема.
Математическое
выражение этого закона имеет вид:  ,
,
где ![]() - объем металла
до деформации;
- объем металла
до деформации;
![]() - объем
металла после деформации;
- объем
металла после деформации;
Уравнение постоянства и объема широко применяется для расчета размеров тела при всех видах обработки металлов давлением. Зная начальные размеры тела, нетрудно определить конечные размеры и наоборот.
Если тело до деформации имело прямоугольное сечение (заготовка, полоса, лист), то исходя из закона постоянства объема, выражение будет иметь вид:
 ,
,
где ![]() - размеры
тела до деформации;
- размеры
тела до деформации;
![]() - размеры
тела после деформации;
- размеры
тела после деформации;

Рисунок 28 – Формоизменение заготовки прямоугольного сечения при прокатке.
Для металла круглого сечения (трубная заготовка, пруток, проволока) уравнение постоянства объема будет иметь вид:
 ,
,
где ![]() - объем
металла до прокатки;
- объем
металла до прокатки;
![]() - объем
металла после прокатки;
- объем
металла после прокатки;

Рисунок 29 – Процесс формоизменения заготовки круглого сечения при прокатке.
При изменении геометрической формы тела в процессе обработки давлением размеры металла определяются соответственно его форме. Например, при прокатке круглой стали из блюма прямоугольного сечения, получим уравнение постоянства объема в следующем виде:

При прокатке двутавровой балки из блюма уравнение постоянства объема будет иметь вид:

При прокатке швеллера из блюма уравнение постоянства объема будет иметь вид:

При прокатке равнополочной угловой стали из блюма уравнение постоянства объема будет иметь вид:

Выполнение работы
1. Произвести расчет при постоянства объма при ковке прямоугольного бруска по своему варианту.
По окончанию работы результаты предъявить преподавателю для просмотра и выставления оценки.
Практическая работа № 2
Тема : Расчет наименьшего сопротивления .
Цель: 1. Освоение методики расчета наименьшего сопротивления.
Оборудование: тетрадь, ручка , методические рекомендации
Выполнение работы
При анализе течения металла в процессах ОМД следует руководствоваться законом наименьшего сопротивления, сформулированным С.И.Губкиным: «В случае возможности перемещения точек деформируемого тела в различных направлениях каждая его точка перемещается в направлении наименьшего сопротивления» [2].
Если трение в контактной плоскости изотропное и значительное, то для определения размеров призматического тела после деформирования следует применять формулу
l= , (2.1)
, (2.1)
b= ,(2.2)
,(2.2)
где h0, l0, b0 – высота, длина и ширина образца до деформирования;
h1, l1, b1 – высота, средняя длина и средняя ширина образца после
деформирования.
Если трение малое, то при расчётах размеров призматического тела следует использовать эмпирическую формулу
 (2.3)
(2.3)
и закон постоянства объёма
![]() , (2.4)
, (2.4)
где ![]() .
.
Образцы, инструмент и материалы.
Для проведения работы необходимы следующие свинцовые образцы: 40х40х15 – 6 шт., 33,5х47,5х15 – 4шт., Æ40х15 – 6 шт.
Размеры образцов замерять штангенциркулем с ценой деления 0,1 мм.
Деформировать образцы плоскими бойками, имеющими следующую рабочую поверхность: полированную, обеспечивающую изотропность трения –2 шт., грубо обработанную, обеспечивающую изотропность трения – 2 шт., грубо шлифованную, с явными следами обработки – 2 шт.
Смазать образцы индустриальным или касторовым маслом.
Обезжирить образцы и бойки ацетоном или спиртом.
Порядок выполнения работы
Установить полированные бойки на гидравлическом прессе так, чтобы осадить образцы примерно на 2 мм.
Взять по одному образцу каждого типоразмера, измерить их размеры, данные занести в соответствующую таблицу. Наметить центры и диагонали контура в плане.
Обезжиривать образцы и бойки.
Осадить последовательно квадратный, прямоугольный и круглый в плане образцы при одной наладке пресса.
Замерить размеры каждого образца (рисунок 2.1) и данные занести в соответствующие таблицы.
Положить образец на лист кальки и обвести по контуру в плане остро заточенным карандашом. На кальке отметить центр образца и намеченные на торце линии.
Уменьшить закрытую высоту пресса на 2 мм, обезжирить образцы и бойки, повторно деформировать образцы. Следить, чтобы образец был установлен на боёк так же, как и на первом этапе осадки.
Деформирование вести ступенями до высоты примерно 5 мм.
 Рисунок 2.1 – Схема измерений размеров квадратных (а), круглых (б)
Рисунок 2.1 – Схема измерений размеров квадратных (а), круглых (б)
и прямоугольных (в) до деформации образцов
Скопировать контуры образца после каждого этапа деформирования на один рисунок так, чтобы их центры и диагонали совпадали.
Аналогично деформировать смазанные образцы.
Установить на пресс грубо обработанные бойки и так же деформировать новые: квадратный, прямоугольный и круглый образцы.
Установить на пресс грубо шлифованные бойки так, чтобы направление следов обработки на нижнем и верхнем бойках совпадало, и осадит ступенями со смазкой и без смазки круглый и квадратный образцы. Следить, чтобы на каждом этапе деформирования образец занимал одно и то же положение относительно направления следов обработки.
Определить все указанные в таблицах величины после каждого этапа деформирования.
Коэффициенты трения взять из работы №1 «Опреление коэффициента трения при пластической деформации».
Таблица 2.1 – Данные опытов по осадке квадратных образцов
|
№ обраёзца |
Характеристика поверхности, смазка |
Номер этапа |
e |
а1, мм |
а1’’, мм |
а, мм |
К’, мм |
К’’, мм |
К, мм |
К/а |
Н |
|
І |
0 1 2 . |
||||||||||
|
ІІ |
0 1 2 . |
Построить графики, указанные на рисунке 2.2, нанести на них опытные и расчётные величины, сделать выводы по работе.
 Рисунок 2.1 – Изменение формы при осадке квадратных (а), круглых
Рисунок 2.1 – Изменение формы при осадке квадратных (а), круглых
(б) и прямоугольных (в) в плане до деформации образцов
Таблица 2.2 – Данные опытов по осадке круглых образцов
|
№ образца |
Характеристика поверхности, смазка |
Номер этапа |
e |
Д1, мм |
Д2, мм |
Д1/Д2 |
Н |
|
І |
0 1 2 . |
||||||
|
ІІ |
0 1 2 . |
Таблица 2.3 – Данные опытов по осадке прямоугольных образцов
|
№ образца |
Хар-ка пов-ти, смазка |
№ этапа |
Экспериментальные данные |
Расчёт по Формулам (2.1), (2.2) |
Расчёт по Формулам (2.3), (2.4) |
Н |
|||||||||||
|
e |
l1’, мм |
l2'',, мм |
l1, мм |
В1, мм |
В1’’, мм |
В1,мм |
l1/В1 |
l1, мм |
В1.мм |
l1/В1 |
l1, мм |
В1, мм |
l1/B1 |
||||
|
І |
0 1 2 3 4 5 . . |
||||||||||||||||
Вопросы для самопроверки и контроля
В каких случаях возможна радиальная схема течения металла при сжатии образцов параллельными бойками?
Какие схемы течения возможны при изотропном трении?
Сформулируйте принцип кратчайшей нормали.
Как определить линии раздела течения при сжатии призматических образцов параллельными бойками?
Сформулируйте закон наименьшего сопротивления.
Как изменится течение металла, если бойки будут выпуклыми, вогнутыми?
Когда трение будет изотропным?
Какие основные факторы влияют на течение металла при сжатии?
По окончанию работы результаты предъявить преподавателю для просмотра и выставления оценки.
Практическая работа № 4
Тема : Определение обжатий и коэффициентов деформации. Расчет параметров очага деформации
Цель: Освоение методики определения обжатий и коэффициентов деформации. Расчет параметров очага деформации
Оборудование: тетрадь, ручка , методические рекомендации
Выполнение работы
Очаг деформации и его геометрические параметры
П ри прокатке металл под действием сил трения на контакте втягивается
между приводными валками, вращающимися в противоположные стороны. При
прохождении между валками толщина полосы уменьшается, а длина и ширина
увеличиваются. Металл при прокатке пластически деформируется не одновременно по
всей своей длине, а только на некотором участке, называемом очагом деформации.
Очагом деформации называют объем металлаАВВ'А', находящийся между
валками и ограниченный плоскостями входаАА' и выходаВВ' (рис.
17).
ри прокатке металл под действием сил трения на контакте втягивается
между приводными валками, вращающимися в противоположные стороны. При
прохождении между валками толщина полосы уменьшается, а длина и ширина
увеличиваются. Металл при прокатке пластически деформируется не одновременно по
всей своей длине, а только на некотором участке, называемом очагом деформации.
Очагом деформации называют объем металлаАВВ'А', находящийся между
валками и ограниченный плоскостями входаАА' и выходаВВ' (рис.
17).
Это так называемый геометрический очаг деформации. Эксперименты показывают, что пластическая деформация распространяется за пределы плоскости входа и выхода на некоторое расстояние (до линий MиN).
Область, заключенная между линиями MиN, называется фактическим (физическим) очагом деформации. Фактический очаг деформации больше геометрического. Части полосы, примыкающие к очагу деформации, но не деформируемые в данный момент времени, называют внешними зонами или жесткими концами.
Дугу АВиАВ' называют дугой контакта или дугой захвата. Центральный угол α, соответствующий дуге захвата (контакта), называют углом захвата или контакта.
Горизонтальную проекцию дуги контакта (отрезок АС) называют длиной очага деформацииld. В нижней части рис. 17 штриховкой показана горизонтальная проекция поверхности контакта полосы с валкамиFk.
Для характеристики продольной деформации широко используют показатель, называемый коэффициентом вытяжки λ = l1/l0.
Коэффициент вытяжки можно также определить по соотношению
площадей поперечного сечения полосы до и после прокатки, используя условие
постоянства объема ![]() .
Получим:
.
Получим:
![]() ,
,
где F0– площадь поперечного сечения полосы до прокатки;
F1– площадь поперечного сечения полосы после прокатки.
Если ширина полосы при прокатке не изменяется, что наблюдается при прокатке широких полос и листов, то коэффициент вытяжки будет равен:
![]() .
.
Взаимосвязь деформаций
Коэффициенты деформации в трех основных направлениях связаны между собой условием постоянства объема металла.
Запишем условие постоянства объема металла:
,
откуда следует:
![]() .
.
После логарифмирования получим:
![]() (1)
(1)
или
![]() . (2)
. (2)
Запишем уравнение (2) в виде:
![]() . (3)
. (3)
Из уравнения (2) следует, что сумма относительных (истинных) деформаций (логарифмических) равна нулю.
Знаки перед членами формулы показывают, что по высоте полосы происходит уменьшение, а по другим направлениям – увеличение размеров.
Из анализа уравнения (3) следует, что изменение размеров полосы в направлении длины и ширины не происходит произвольно. Эти деформации взаимосвязаны. Сумма этих деформаций должна равняться деформации по высоте.
Увеличение длины приведет к уменьшению приращения ширины полосы и, наоборот, увеличение ширины полосы приведет к уменьшению приращения длины. В противном случае сумма истинных относительных деформаций по трем направлениям (высоте, ширине и длине) не будет равна нулю, и условие постоянства объема нарушится.
Самостоятельно выполнить задание.
1. Произвести расчет параметров очага деформации по своему варианту.
По окончанию работы результаты предъявить преподавателю для просмотра и выставления оценки.
Практическая работа № 4
Тема : Расчет величины абсолютной и относительной деформации при простом растяжении и сжатии
Цель: Освоение методики расчета величины абсолютной и относительной деформации при простом растяжении и сжатии
Оборудование: Методические рекомендации
Ход работы
В поперечных сечениях бруса при центральном растяжении (сжатии) нормальные напряжения равны отношению продольной силы к площади поперечного сечения:
![]()
Относительная продольная деформация
прямо пропорциональна нормальному напряжению ![]() , откуда
, откуда ![]() .
.
. Как определяются напряжения в поперечных и наклонных сечениях бруса ?
![]() – сила,
равная произведению напряжения
– сила,
равная произведению напряжения ![]() на площадь
наклонного сечения
на площадь
наклонного сечения ![]() :
:
![]()
![]()
![]()
![]()
По какой формуле можно определить абсолютное удлинение (укорочение) бруса ?
Абсолютное удлинение (укорочение) бруса (стержня) выражается формулой:
![]() , т.е.
, т.е. ![]()
Учитывая, что величина ![]() представляет
собой жесткость поперечного сечения бруса длиной
представляет
собой жесткость поперечного сечения бруса длиной ![]() можно сделать
вывод: абсолютная продольная деформация прямо пропорциональна продольной силе и
обратно пропорциональна жесткости поперечного сечения. Этот закон впервые
сформулировал Гук в 1660 году.
можно сделать
вывод: абсолютная продольная деформация прямо пропорциональна продольной силе и
обратно пропорциональна жесткости поперечного сечения. Этот закон впервые
сформулировал Гук в 1660 году.
1. Произвести расчеты по своему варианту
По окончанию работы результаты предъявить преподавателю для просмотра и выставления оценки.
Практическая работа № 5
Тема : Расчет степени вытяжки и укова при простом растяжении и сжатии
Цель: Освоение методики расчета степени вытяжки и укова при простом растяжении и сжатии
Оборудование: тетрадь для практических работ, методические рекомендации.
Ход работы
Под растяжением (сжатием) понимают такой вид нагружения, при котором в поперечных сечениях стержня возникают только продольные силы N, а прочие силовые факторы (поперечные силы, крутящий и изгибающий моменты) равны нулю.
Это самый простой и часто встречающийся вид деформации. Обычно он наблюдается когда внешняя нагрузка действует вдоль продольной оси стержня. Продольной осью стержня называется линия, проходящая через центры тяжести поперечных сечений.
Обычным является растяжение стержня силами, приложенными к его концам. Передача усилий к стержню может быть осуществлена различными способами, как это показано на рис. 2.1.

Рис. 2.1
Во всех случаях, однако, система внешних сил образует равнодействующую F, направленную вдоль оси стержня. Поэтому независимо от условий крепления растянутого стержня, расчетная схема в рассматриваемых случаях (рис. 2.1, а, б) оказывается единой (рис. 2.1, в) согласно принципу Сен – Венана.
Если воспользоваться методом сечений (рис. 2.2), то становится очевидным, что во всех поперечных сечениях стержня возникают нормальные силы Nz, равные силе F (рис. 2.2, б).
Сжатие отличается от растяжения, формально говоря, только знаком силы Nz. При растяжении нормальная сила Nz направлена от сечения (рис. 2.2, б), а при сжатии – к сечению.

Рис. 2.2
Растягивающие продольные силы принято считать положительными (рис. 2.3, а), а сжимающие – отрицательными (рис. 2.3, б).

Рис. 2.3
Вместе с тем между растяжением и сжатием могут обнаружиться и качественные различия, как, например, при изучении процессов разрушения материала или при исследовании поведения длинных и тонких стерж-ней, для которых сжатие сопровождается, как правило, изгибом.
При расчете стержней, испытывающий деформацию растяжения, на прочность и жесткость при статическом действии нагрузки, надо решить две основные задачи. Это определение напряжений (от Nz), возникающих в стержне, и нахождение линейных перемещений в зависимости от внешней нагрузки.
Продольные силы (Nz), возникающие в поперечных сечениях стержня, определяются по внешней нагрузке с помощью метода сечений.
При вытяжке под уковом понимается отношение площади поперечного сечения слитка или заготовки к площади поперечного сечения поковки. При осадке с последующей вытяжкой уков определяется как отношение площади поперечного сечения заготовки после осадки к площади поперечного сечения поковки. Чем больше величина укова, тем сильнее деформируются зерна и изменяется кристаллическое строение слитка.
Это отношение называют уковом или уковкой. Во время деформации дендриты разрушаются и. При 2 - 3-кратном укове средняя часть слитка получает волокнистое строение, при 4 - 6-кратном укове увеличивается деформация и наклон столбчатых дендритов к оси. После 10-кратного укова заготовка приобретает волокнистое строение по всему сечению. Такое строение имеет, в частности, прокат. Эта волокнистость макроструктуры является стойкой. При последующих операциях меняется лишь направление волокон. Хотя при использовании проката необходимый уков обеспечен при прокатке, добавочный уков в кузнечном цехе необходим для устранения крупнозернистой структуры, вызванной нагревом металла перед ковкой.
Следовательно, чтобы обеспечить принятый уков 3 5, необходима осадка слитка до диаметра Озаг 800 мм и протяжка его-на вырезных бойках до диаметра 450 - 460 мм.
Однако выбор достаточной величины укова при ковке прессовых поковок не определяет еще в полной мере качества поковки, так как не менее важное значение имеет способ достижения оптимальной величины укова. Качественное изготовление поковок, уплотнение металла и лучшая завариваемость внутренних дефектов обеспечиваются при таких условиях деформирования, при которых в любой точке деформируемого металла действует всестороннее сжатие и отсутствуют растягивающие напряжения или когда они имеют незначительную величину.
Это решается по заданной степени укова.
При изготовлении поковки непосредственно из слитков уков должен быть не менее 3 при ковке без осадки, 2 ,5 при ковке с осадкой, считая по сечению основного тела, и не менее 1 0,75, считая по сечению фланцев или других выступающих частей.
1. Ознакомиться с метод.рекомендациями.
2. Выполнить работу по своему варианту.
По окончанию работы результаты предъявить преподавателю для просмотра и выставления оценки.
Практическая работа № 6
Тема : Определение удельного давления течения и величины полного усилия при деформировании сжатием
Цель: Освоение методики расчета удельного давления течения и величины полного усилия при деформировании сжатием
Оборудование: тетрадь для практических работ, методические рекомендации.
Ход работы
1. Ознакомиться с методическими рекомендациями
Выполнить работу по своему варианту
2. Сделать выводы по проделанной работе.
.
По окончанию работы результаты предъявить преподавателю для просмотра и выставления оценки.
Практическая работа № 7
Тема : Расчет усилия при деформации для различного технологического оборудования
Цель: Освоение методики расчета усилия при деформации для различного технологического оборудования
Оборудование: тетрадь ,методические рекомендации
Ход работы
При осадке цилиндрической заготовки полное усилие
деформирования ![]()
где р - удельное усилие деформирования;
F - средняя площадь поперечного сечения заготовки после осадки;
Dср - средний диаметр заготовки после
осадки (см. рис. 1.4). Вместо средней площади поперечного сечения заготовки
после осадки правильнее было бы использовать площадь контактной поверхности
заготовки с инструментом, но этого не делают из-за сложности ее расчета.
Значение Dср, определяют из условия постоянства объема заготовки до
и после осадки:
![]()
где d — диаметр исходной заготовки, H u h— высота заготовки до и после деформации.
Удельное усилие деформирования зависит от ряда факторов, основными из которых являются напряжение текучести деформируемого металла при температуре и скорости деформации, масштабный коэффициент, а также силы трения на контактной поверхности.
В расчетных
формулах вместо напряжения текучести пользуются пределом прочности σв(t) как наиболее часто встречающимся в
справочной литературе (табл. 3.2). Например, при осадке на прессе удельное
усилие деформирования определяется по формуле Е.П. Унксова с учетом масштабного
и скоростного коэффициентов: ![]() ,
,
где ψс и ψм — соответственно скоростной и масштабный коэффициенты. Коэффициент ψс учитывает влияние скорости деформирования (для ковочных прессов ψс= 1), а ψм - влияние объема слитка в связи с его подстыванием при ковке. Значения коэффициента ψм при осадке слитков (по Е.Н. Мошнину и Н.М. Золотухину) приведены ниже.
![]()
При горячей обработке металла давлением без смазки коэффициент μ контактного трения, возрастающего при увеличении деформации, для стали принимают в пределах 0,3—0,45. Его величина зависит также от состояния рабочей поверхности деформирующего инструмента и с примнением смазки снижается на 15-25%. При холодном деформировании со смазкой μ =0,12...0,06. С увеличением скорости деформирования контактное трение также уменьшается, поэтому при ковке на молотах μ на 20— 25% меньше, чем при ковке на гидравлических прессах.
3.2. Зависимость предела прочности σв(t) сталей при ковочной температуре от предела прочности при комнатной температуре

Пример. Определить усилие гидравлического пресса, необходимое для осадки стальной заготовки (σв=800 МПа) с исходным диаметром d = 1000 мм и высотой H = 2200 мм при температуре окончания осадки 1000° С. Высота поковки h =1200 мм, масса используемого слитка 17 т.
Решение. Для расчета примем из справочных данных следующие значения: μ=0,45; ψс=1; ψм = 0,6; σв(t) =75 МПа (см. табл. 3.2).
Средний диаметр
осажденной заготовки Dср=![]() =1,353 м;
=1,353 м;
усилие пресса Р=1*0,6*75*(1+ 0,45/3 * 1,353/1,2)* 3,14 * 1,3532/4 =75,6 МН.
Выполнить работу по своему варианту
По окончанию работы результаты предъявить преподавателю для просмотра и выставления оценки.
Практическая работа № 8
Тема : Расчет устранения и предотвращения остаточных напряжений
Цель: Освоение методики расчета устранения и предотвращения остаточных напряжений
Оборудование: тетрадь ,методические рекомендации
Ход работы
1. Ознакомиться с методическими рекомендациями
Выполнить работу по своему варианту
2. Сделать выводы по проделанной работе.
.
По окончанию работы результаты предъявить преподавателю для просмотра и выставления оценки.
Рабочие листы
к вашим урокам
Скачать
6 664 254 материала в базе
Настоящий материал опубликован пользователем Попов Виктор Александрович. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Удалить материал
Ваша скидка на курсы
40%
Курс профессиональной переподготовки
500/1000 ч.

Курс повышения квалификации
72/180 ч.

Курс профессиональной переподготовки
300/600 ч.

Курс профессиональной переподготовки
600 ч.

Мини-курс
3 ч.


Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.